金屬3D 打印技術(shù)的應(yīng)用與發(fā)展前景
2022-02-10 12:27:00張賽博趙俊淞李小海高勝學(xué)丁興平
裝備制造技術(shù) 2022年11期
張賽博,趙俊淞,李小海,高勝學(xué),丁興平
(佳木斯大學(xué) 機(jī)械工程學(xué)院,黑龍江 佳木斯 154007)
0 引言
隨著社會(huì)的發(fā)展以及科學(xué)技術(shù)的不斷進(jìn)步,金屬3D 打印技術(shù)以其材料利用率高以及制造周期短,靈活性高等特點(diǎn)迅速在金屬制造業(yè)中占據(jù)了重要的地位,金屬3D 打印技術(shù)可以打印一些體積小結(jié)構(gòu)復(fù)雜且高精密的金屬零件,所以該技術(shù)對(duì)提高整個(gè)工業(yè)生產(chǎn)的質(zhì)量和效率起著關(guān)鍵的作用,改善了金屬零件制造的現(xiàn)狀,在制造金屬零件的過(guò)程中提供了更多的可能性,促進(jìn)了金屬制造業(yè)的發(fā)展[1,2]。
1 金屬3D 打印技術(shù)的應(yīng)用
目前,市場(chǎng)上主流的直接用于制造金屬零件金屬3D 打印技術(shù)有:選擇性激光燒結(jié)(selective laser sin原tering,SLS)技術(shù)、選擇性激光熔化(selec-tive laser melting,SLM)技術(shù)、直接金屬激光燒結(jié)(direct metal laser sintering,DMLS)技術(shù)、激光近凈成形(laser engi原neered net shaping,LENS)技術(shù)和電子束選區(qū)熔化(electron beam selective melting,EBSM)技術(shù)等。
1.1 選擇性激光燒結(jié)(SLS)技術(shù)
選擇性激光燒結(jié)(SLS)技術(shù)是出現(xiàn)最早的金屬3D 打印技術(shù),所采用的冶金機(jī)制為液相燒結(jié)機(jī)制,所使用的材料為高熔點(diǎn)金屬與低熔點(diǎn)金屬或者高分子材料的混合粉末,在熔融的過(guò)程中低熔點(diǎn)的金屬或者高分子材料粉末融化,而高熔點(diǎn)的金屬粉末不會(huì)融化,并且作為結(jié)構(gòu)金屬保留其固相核心。而被融化的材料作為粘結(jié)金屬在熔融過(guò)程中生成液相將固相金屬進(jìn)行包覆、潤(rùn)濕和粘結(jié)以此使燒結(jié)致密化。整個(gè)工藝裝置包括粉末缸和成型缸兩個(gè)部分,工作時(shí)左面的粉末缸上升一層,然后通過(guò)鋪粉輥將粉末在成型缸中均勻的鋪一層,再由計(jì)算機(jī)控制的激光束根據(jù)切片后的模型進(jìn)行在粉末上進(jìn)行掃描,使金屬粉末達(dá)到熔點(diǎn)并進(jìn)行燒結(jié)來(lái)完成零件的一層截面,完成后成型缸下降一層高度,鋪粉輥會(huì)在成型缸中重新鋪上一層均勻的粉末,進(jìn)行下一層的燒結(jié),如此往復(fù)來(lái)完成整個(gè)零件的制作。工作原理如圖1 所示。
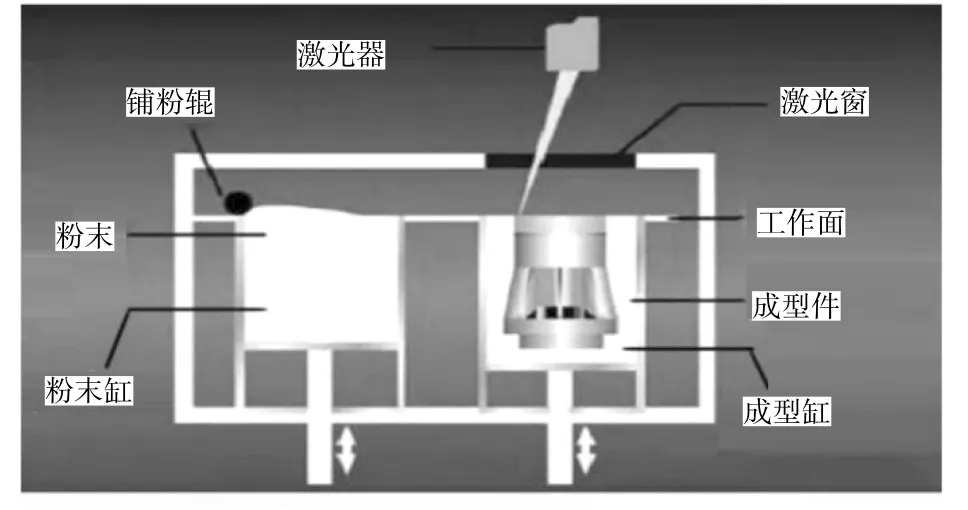
圖1 選擇性激光燒結(jié)(SLS)技術(shù)原理圖
選擇性激光燒結(jié)的特點(diǎn):優(yōu)勢(shì)有:(1)可以使用多種材料。包括高分子材料、金屬粉末、陶瓷粉末、尼龍粉末等,選擇性強(qiáng)。(2)不需要支撐。因?yàn)樵诖蛴∵^(guò)程中未經(jīng)燒結(jié)的粉末即可支撐生成的懸空層。(3)材料利用率高。打印過(guò)程中無(wú)需支撐,且材料價(jià)格低。劣勢(shì)有:(1)表面粗糙。SLS 工藝制造原型的表面是粉末進(jìn)行熔融粘結(jié)的,為粉粒狀,所以表面質(zhì)量不高。(2)工藝過(guò)程中有異味。這是因?yàn)楦叻肿硬牧匣蛘叻哿T跓Y(jié)時(shí)會(huì)散發(fā)異味。
1.2 選擇性激光熔化(SLM)技術(shù)
選擇性激光熔化(SLM)技術(shù)是在SLS 的基礎(chǔ)上發(fā)展起來(lái)的,其基本原理與SLS 相似,首先由計(jì)算機(jī)三維建模軟件建立模型,再由切片軟件調(diào)整參數(shù)并得出每一層的數(shù)據(jù),再由計(jì)算機(jī)控制激光束進(jìn)行逐層掃描融化層層堆積成型,需要注意的是,SLM 工藝過(guò)程中為了防止金屬在高溫下與其他氣體反應(yīng),需要在惰性氣體下進(jìn)行,與SLS 工藝不同的是,SLM 工藝中必須要求金屬粉末完全熔化再冷卻成型,所以需要高功率密度的激光器對(duì)粉末進(jìn)行掃描,工作原理如圖2 所示。

圖2 選擇性激光熔化(SLM)技術(shù)原理圖
選擇性激光熔化的特點(diǎn):優(yōu)勢(shì)有:(1)加工過(guò)程中粉末完全熔化且不需要粘結(jié)材料,所以,加工所形成零件的精度以及力學(xué)性能都要比SLS 成型的好。(2)致密度高。激光束光斑直徑細(xì)微,致密度接近100%,幾乎等于冶金。(3)可以簡(jiǎn)單并且直接的制造出復(fù)雜形狀的金屬件。劣勢(shì)有:(1)設(shè)備昂貴,操作復(fù)雜。需要專(zhuān)業(yè)人員來(lái)操作。(2)后處理復(fù)雜。SLM 工藝需要添加支撐,需要對(duì)成型件進(jìn)行后處理來(lái)去掉支撐。
1.3 電子束選區(qū)熔化(EBSM)技術(shù)
EBSM 設(shè)備中兩最個(gè)重要的部分包括電子槍、真空室。電子槍包括陽(yáng)極、陰極、柵級(jí),燈絲、偏轉(zhuǎn)線(xiàn)圈以及聚焦線(xiàn)圈。真空室包括鋪粉器、活塞以及儲(chǔ)粉箱等組成。工作原理是電子槍最上面的燈絲(一般為鎢絲)在高溫條件下其表面產(chǎn)生大量的熱電子,并通過(guò)陰極進(jìn)行發(fā)射,柵級(jí)頂端開(kāi)有小孔,通過(guò)與陰極的相對(duì)位置可以控制電子束的通過(guò)量,在陽(yáng)極的加速作用下獲得很高的動(dòng)能,可加速到光速的一半至三分之一左右。在聚焦線(xiàn)圈的作用下對(duì)電子束進(jìn)行聚焦,隨即進(jìn)入偏轉(zhuǎn)線(xiàn)圈,在偏轉(zhuǎn)線(xiàn)圈的作用下可以對(duì)電子束進(jìn)行偏轉(zhuǎn),在計(jì)算機(jī)的控制下對(duì)粉末進(jìn)行選擇性?huà)呙琛7勰┓胖迷趦?chǔ)粉箱內(nèi),工作時(shí)通過(guò)鋪粉器在粉床上均勻的鋪上一層粉末,利用低能量、低掃描速度電子束對(duì)粉床進(jìn)行預(yù)熱,使得溫度在金屬粉末熔點(diǎn)溫度以下,隨即采用更大的能量和掃描速度對(duì)粉末進(jìn)行熔化,在電子束與金屬粉末撞擊時(shí),其動(dòng)能轉(zhuǎn)化為熱能,使金屬粉末熔化。在完成一層的掃描之后,活塞下降一層,鋪粉器重新鋪粉,對(duì)新的粉末層進(jìn)行預(yù)熱和熔化,如此往復(fù),直到金屬零件完全成型。需要注意的是,EBSM 過(guò)程中需在真空條件下進(jìn)行,零件制作完成后,需要裝置移入后處理設(shè)備中通過(guò)吹壓縮氣體來(lái)去除周?chē)勰玫阶罱K的打印件,同時(shí)剩余的粉末可以重新進(jìn)行利用[3,4]。工作原理如圖3 所示。
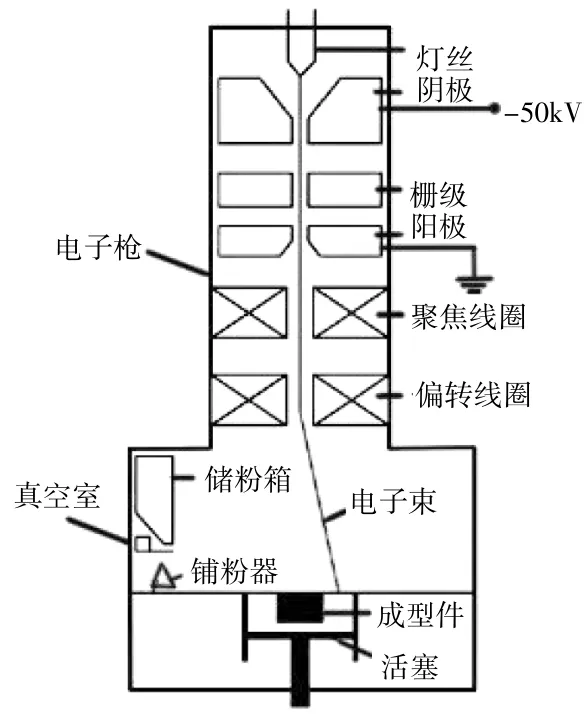
圖3 電子束選區(qū)熔化(EBSM)技術(shù)原理圖
電子束選區(qū)熔化的特點(diǎn):優(yōu)勢(shì)有:(1)EBSM 技術(shù)在真空條件下預(yù)熱溫度很高,可以熔解高熔點(diǎn)金屬,減小了熱應(yīng)力集中,避免了成型件產(chǎn)生彎曲變形的現(xiàn)象。(2)成型過(guò)程中不需要支撐。未燒結(jié)的粉末作為支撐,制作完成后只需吹去粉末即可。劣勢(shì)有:(1)“吹粉”現(xiàn)象。鋪粉器鋪在粉床上的粉末在電子束的作用下離開(kāi)預(yù)先的鋪設(shè)位置。出現(xiàn)的原因是電子束使導(dǎo)電性差的粉末帶上靜電,由于靜電的排斥力導(dǎo)致粉末產(chǎn)生潰散。(2)“球化”現(xiàn)象。指金屬未完全熔化而形成了一群彼此分開(kāi)的金屬球。(3)設(shè)備需要真空條件下完成,維護(hù)成本高,且電子束沉積過(guò)程中會(huì)產(chǎn)生伽瑪射線(xiàn),可能會(huì)導(dǎo)致泄漏,污染環(huán)境等。
1.4 激光近凈成形(LENS)技術(shù)
該技術(shù)上世紀(jì)于美國(guó)Sandia 國(guó)家實(shí)驗(yàn)室率先推出的工藝,該工藝結(jié)合了激光熔覆技術(shù)與選擇性激光燒結(jié)(SLS)技術(shù),采用同軸送粉方法,與激光形成熔池,熔池中粉末熔化再凝固來(lái)實(shí)現(xiàn)零件的制作。
激光近凈成形的特點(diǎn):優(yōu)勢(shì)有:(1)LENS 技術(shù)采用金屬快速熔凝,成型得到的零件致密度高,力學(xué)性能好。(2)不需要采用模具,節(jié)約成本,可以實(shí)現(xiàn)非均質(zhì)材料的加工。劣勢(shì)有:(1)成型件表面質(zhì)量不高,表面粗糙,成型過(guò)程中熱應(yīng)力大,易產(chǎn)生裂紋。(2)成型過(guò)程中需采用保護(hù)性氣體,同時(shí)由于采用的是鈦合金粉末等,使得成本較高。
1.5 直接金屬激光燒結(jié)(DMLS)技術(shù)
DMLS 技術(shù)是SLS 技術(shù)的一個(gè)分支,于20 世紀(jì)90年代開(kāi)始形成,DMLS 技術(shù)直接采用金屬粉末進(jìn)行燒結(jié),與SLM 技術(shù)的區(qū)別是,SLM 技術(shù)要求金屬粉末完全熔化,而DMLS 只需要達(dá)到燒結(jié)就可以[5]。
直接金屬激光燒結(jié)的特點(diǎn):優(yōu)勢(shì)有:(1)可以直接對(duì)金屬件進(jìn)行燒結(jié)(2)可以使用多種材料。例如不銹鋼,鈷基,鎳基等。(3)加工形成的工件組織致密,結(jié)合強(qiáng)度高。劣勢(shì)有:(1)“球化”現(xiàn)象。(2)容易燒結(jié)變形,致密度不高。
1.6 新技術(shù)
例如電弧增材制造(WAAM),納米顆粒噴射金屬成型(NPJ)以及超聲波固結(jié)(UAM)等等,這些技術(shù)在將來(lái)都有很大的發(fā)展空間[6]。
2 金屬3D 打印技術(shù)的發(fā)展前景
2.1 應(yīng)用領(lǐng)域范圍擴(kuò)大
如今金屬3D 打印不再局限于機(jī)械模具加工和制造領(lǐng)域,也可以應(yīng)用與其他領(lǐng)域。可以應(yīng)用于航空航天領(lǐng)域,利用金屬3D 打印技術(shù)可以替換掉一些已損壞的零件,從而避免大成本的整機(jī)替換,延長(zhǎng)了其使用壽命;還可以打印飛機(jī)的關(guān)鍵構(gòu)件,例如2018年11月,GE 研發(fā)的金屬3D 打印發(fā)動(dòng)機(jī)支架獲批應(yīng)用于飛機(jī)制造中[7]。可以應(yīng)用于教育教學(xué)領(lǐng)域,金屬3D打印可以作為教學(xué)儀器來(lái)引導(dǎo)學(xué)生認(rèn)識(shí)這項(xiàng)技術(shù),還可以打印教學(xué)模型,引導(dǎo)學(xué)生更直觀(guān)的了解模型,提高教學(xué)質(zhì)量。可以應(yīng)用于汽車(chē)領(lǐng)域,2017年大眾汽車(chē)打印出的制動(dòng)鉗通過(guò)了專(zhuān)業(yè)測(cè)試,滿(mǎn)足了重量最小和強(qiáng)度最高的目標(biāo);還可以用于汽車(chē)零部件修復(fù)等。除此之外,還可以應(yīng)用于醫(yī)療領(lǐng)域,鈦合金作為一種最常用的牙種植體的材料,傳統(tǒng)的制造方法不僅價(jià)格昂貴,而且尺寸單一,不能進(jìn)行個(gè)性化生產(chǎn),如今可以直接使用通過(guò)掃描患者口腔,通過(guò)建立牙種植體模型然后利用金屬燒結(jié)技術(shù)直接打印,大大降低了加工的成本和步驟,還有潛在的應(yīng)用領(lǐng)域例如制作一些家居、玩具以及動(dòng)漫模型等等。
2.2 打印機(jī)設(shè)備以及材料專(zhuān)業(yè)化
我國(guó)的金屬3D 打印技術(shù)處于剛開(kāi)始的階段,打印設(shè)備較少而且也不完善,發(fā)展處于瓶頸期。如需改善這種情況就需要打造高性?xún)r(jià)比的設(shè)備,持續(xù)拓展打印機(jī)理,例如需要對(duì)并行打印[8,9]、多材料打印、多噴頭打印、大件打印、連續(xù)打印等金屬3D 打印機(jī)理進(jìn)行深入研究,并以此為基礎(chǔ)應(yīng)用于產(chǎn)品制造。打印材料的局限性也在一定程度上制約著金屬3D 打印的發(fā)展,在打印材料方面應(yīng)實(shí)現(xiàn)對(duì)不同種材料進(jìn)行打印,打印不同的材料以應(yīng)用于不同的地方。例如鈷材料可以用于燃?xì)廨啓C(jī);鎳材料可以應(yīng)用于燃燒室;貴金屬可以用于電子器件集成,以及一些難熔的金屬材料如鎢。新型的打印方式以及新型金屬材料的打印將會(huì)是今后的研究熱點(diǎn)和重點(diǎn),目的是提高金屬3D 打印的質(zhì)量和產(chǎn)量以滿(mǎn)足不同場(chǎng)景和條件的生產(chǎn)[10,11]。
2.3 打印技術(shù)更加完善
金屬3D 打印技術(shù)目前發(fā)展迅速,目前金屬3D打印機(jī)分為桌面級(jí)和工業(yè)級(jí),桌面級(jí)主要是打印體積較小、精度要求較低的產(chǎn)品,工業(yè)級(jí)主要是用于對(duì)產(chǎn)品質(zhì)量要求高的生產(chǎn)領(lǐng)域。金屬3D 打印技術(shù)的本質(zhì)是金屬焊接,在生產(chǎn)過(guò)程中避免不了產(chǎn)生裂紋、氣孔等缺陷。這些打印件在應(yīng)用到實(shí)際生產(chǎn)中之前必須進(jìn)行檢測(cè),所以對(duì)打印件的精度、強(qiáng)度等進(jìn)行了一定的要求[12,13]。為保證產(chǎn)品的合格性,需制定金屬3D 打印技術(shù)的標(biāo)準(zhǔn)以及進(jìn)行相關(guān)認(rèn)證工作,對(duì)設(shè)備、材料、打印技術(shù)、質(zhì)量、安全等多個(gè)方面進(jìn)行規(guī)范,只有這樣才能保證金屬3D 打印技術(shù)健康持續(xù)的發(fā)展。
3 結(jié)語(yǔ)
金屬3D 打印技術(shù)在我國(guó)取得了一些成就,但由我國(guó)對(duì)于金屬3D 打印技術(shù)的起步比較晚,發(fā)展的水平較國(guó)外相對(duì)落后,但是總的來(lái)說(shuō)我國(guó)在金屬3D 打印技術(shù)方面有著很大的發(fā)展前景,所以我國(guó)必須加快對(duì)金屬3D 打印方面的研究,突破工藝、效率等瓶頸問(wèn)題,這樣才能更好推動(dòng)金屬3D 打印技術(shù)的發(fā)展,并且將一些比較完善、比較成熟的技術(shù)應(yīng)用于實(shí)際生產(chǎn)中去,在實(shí)踐中不斷創(chuàng)新,推動(dòng)現(xiàn)代制造業(yè)的蓬勃發(fā)展。

- 裝備制造技術(shù)的其它文章
- 車(chē)聯(lián)網(wǎng)時(shí)代車(chē)險(xiǎn)企業(yè)數(shù)字化轉(zhuǎn)型的現(xiàn)存障礙和對(duì)策
- 崗課賽證引育課堂改革研究與實(shí)踐
——以廣西職業(yè)教育電氣設(shè)備運(yùn)行與控制專(zhuān)業(yè)群為例 - 電子電器專(zhuān)業(yè)群現(xiàn)代學(xué)徒制人才培養(yǎng)模式的探究
- 一種基于共生理論的工件加工可靠性方法研究
- 風(fēng)電機(jī)組塔筒在線(xiàn)監(jiān)測(cè)技術(shù)之研究
- 新能源汽車(chē)制動(dòng)系統(tǒng)常見(jiàn)故障的檢修研究