中空薄壁鋁合金結構件側銑局部切削力研究
2022-02-19 01:31:28張生芳王帥馬付建王紫光沙智華
大連交通大學學報 2022年1期
張生芳,王帥,馬付建,王紫光,沙智華
(1.大連交通大學 機械工程學院,遼寧 大連 116028;2.大連交通大學 復雜零件精密制造遼寧省重點實驗室,遼寧 大連 116028)①
中空薄壁鋁合金結構具有質量輕、強度高、隔音效果好等突出優點,廣泛應用于城軌列車、高鐵車體的制造[1].由于中空薄壁鋁合金結構件筋板較薄,剛度較差,切削振動現象重[2].若加工過程中的切削力過大,可能會導致筋板的嚴重變形甚至撕裂等現象發生[3],從而使得車身材料的承載能力變弱,對行車安全性造成了極大威脅.因此,對于中空薄壁鋁合金結構件的加工過程而言,切削力的研究便顯得尤為重要.
對于中空薄壁結構件切削力的研究方法主要有切削試驗法和有限元法.李春廣[4]進行了中空薄壁結構件在不同刀具以及加工參數下的銑削試驗研究,獲得了銑刀在不同加工位置處,中空薄壁結構件在銑刀旋轉周期內的整體切削力;王春[5]對中空薄壁結構件進行了不同切削參數以及銑削方式的切削試驗研究,得到了中空結構件斜筋處不同徑向切深時的切削力數據.莊昕[6]采用Deform-3D有限元分析軟件建立了中空薄壁鋁合金6N01三維銑削有限元模型,并計算了1/2結構件隨時間變化的整體切削力數值.蘇彬[7]利用ABAQUS建立了鋁合金6005A中空結構件銑削有限元模型,提取了切削過程平穩時銑刀旋轉一周內的切削力波形.
目前,對于中空薄壁結構件切削力的研究主要集中在結構件單一位置處的整體切削力研究,但針對不同加工位置的局部切削力研究相對較少,無法獲得中空薄壁結構件在加工過程中各局部位置的準確切削力數值,導致對局部筋板的變形量難以預測.為此,本文將中空薄壁結構件的切削力分析分解為五種典型薄壁結構的切削力研究,分別對各部分進行三維建模,采用Power Law本構模型對其進行有限元切削模擬,計算切削力數值.最后,利用單因素仿真試驗獲得加工參數對各局部切削力的影響規律,為工藝參數優化提供基礎.
1 有限元模型建立及仿真試驗設計
1.1 工件材料定義及刀具、工件幾何模型
工件材料為鋁合金6005A,其力學性能如下:屈服強度為240 Pa,彈性模量為69.0 GPa,泊松比取0.33,熱導率為189 W/(m·K),比熱容為0.890 J/(g·℃),熔化溫度為607~654℃.采用的刀具為硬質合金螺旋立銑刀,其幾何參數如下:直徑20 mm,齒數2,前角8°,后角16°,螺旋角35°,刀尖圓弧半徑0.04 mm,刃長45 mm.刀具進給方向為X軸正向,加工表面的外法線方向為Y軸正向,刀具軸線方向為Z向.筋板的傾斜角被定義為其與X軸正向夾角.蒙板和斜筋的幾何參數如表1所示.圖1中各薄壁結構均進行預切削處理以滿足滿負荷切削條件.
表1 中空薄壁結構件幾何參數

圖1 中空薄壁結構件局部結構
1.2 Power Law塑性本構模型
在塑性材料的切削過程中,材料的流動應力會受到三種效應的影響,分別為應變硬化效應,應變率強化效應和熱軟化效應.這三種效應的函數乘積組成了材料的塑性本構模型[8].本文采用Power Law本構模型,它能綜合反映不同的應變、應變率和溫度下的材料流動特性,能適應各種不同的材料,Power Law模型的基本表達式為[9]:
(1)
應變強化可以表示為式(2)[10]:
(2)

應變率強化被定義為式(3)[11]:
(3)

根據Power Law法則,熱軟化函數被定義為式(4)[11]:
Θ(T)=c0+c1T+c2T2+c3T3+c4T4+c5T5
(4)
式中:c0~c5是多項式擬合系數;T是溫度.
1.3 材料失效模型

(5)

1.4 三維有限元模型建立及仿真方案設計
建立的右斜筋側銑三維有限元模型如圖2所示,有限元模型中的工件為鋁合金6005A中空薄壁結構件,在其底端施加了約束;銑刀模型為從整把刀具上截取了只參與切削的部分,并在連接面處施加約束.速度邊界條件的建立主要由主軸轉速n和每齒進給量f組成.其中,銑刀只繞其軸線作順時針旋轉運動,工件向前進給.此外,刀具剛度較大,將其簡化成剛性體,施加剛性約束.

圖2 三維有限元模型
刀具和工件均采用四面體網格進行劃分,工件待加工區域和刀刃部分進行了網格細化.采用AdvantEdge中的自劃分網格技術,工件待加工區域部分的網格不斷進行細化,保證了切削力輸出平穩且切屑形態良好.
為了研究加工參數對局部切削力的影響規律,本文以主軸轉速n、每齒進給量f和徑向切深ac作為設計變量,進行了單因素仿真試驗.具體仿真方案如表2所示.
表2 仿真方案設計
2 測力試驗與模型驗證
2.1 試驗設備與條件
中空薄壁鋁合金結構件切削試驗在圖3所示的試驗設備上進行,其主要由HAAS數控立式機床、KISTLER Type 9272測力儀、電荷放大器、硬質合金立銑刀,中空薄壁結構件以及壓板等固定裝置組成.
圖3 試驗設備
將測力儀與電荷放大器相連,通過A/D數據轉換板將電壓信號轉換成數字信號,然后由DynoWare軟件對數字信號進行處理,獲得切削力數據.試驗采用軸向全切深側銑加工,干式切削,加工參數為:刀具轉速6 000 r/min,每齒進給量0.14 mm,徑向切深2.5 mm.
2.2 局部切削力提取
為了從切削力試驗曲線中判斷目前加工的位置并提取切削力數據,本文選擇刀具在工件右側的切入點作為起點,如圖4所示,將工件4個臨界位置處的長度依次進行測量,并按照刀具的進給速度計算出銑削不同位置區間的時間.
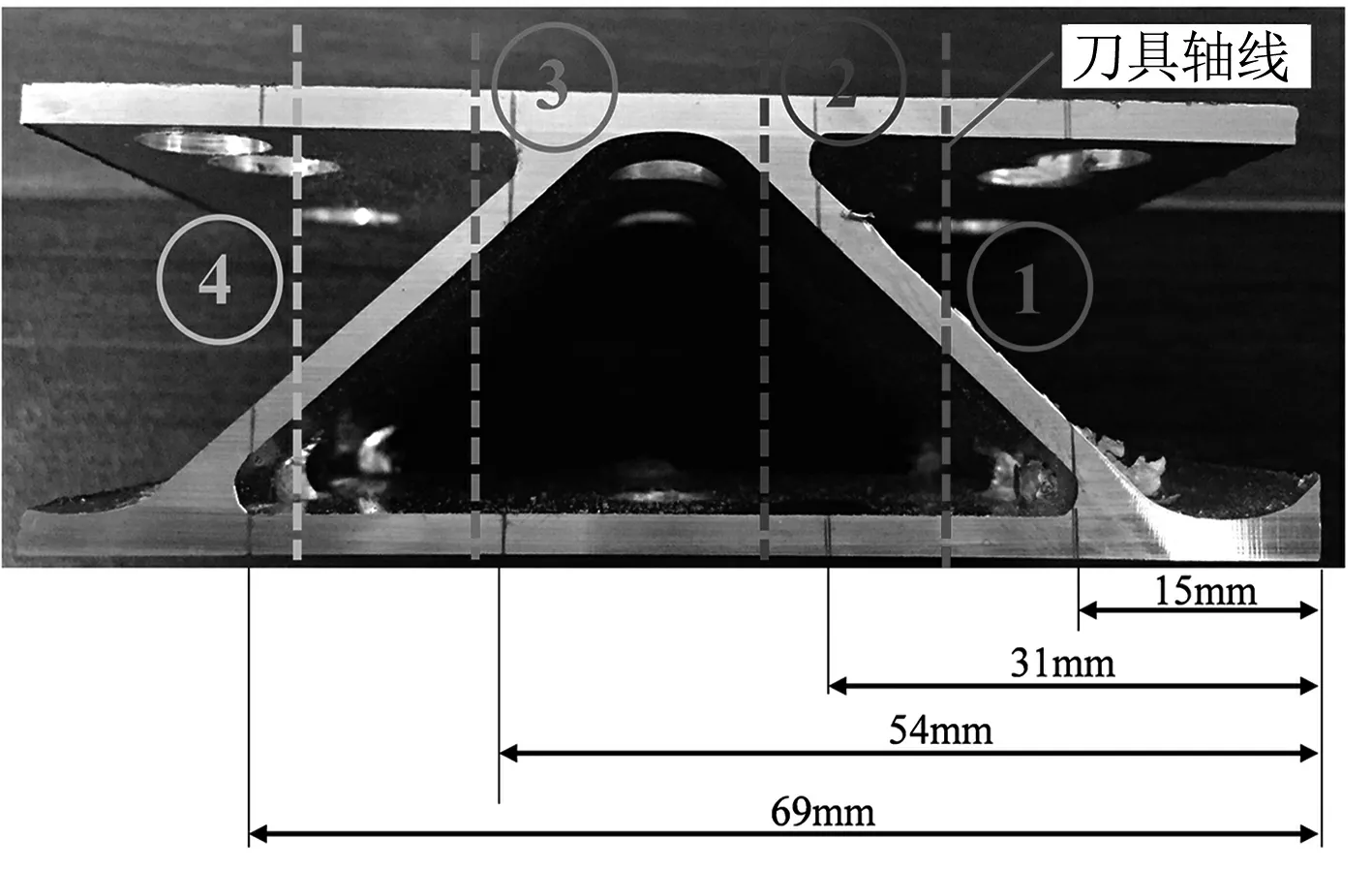
圖4 不同位置加工示意圖
2.3 有限元模型驗證
有限元仿真的計算結果與切削試驗對比如表3所示,切削力誤差在10%以內,證明了有限元模型的正確性. 切削三向力中,Y向力最大,X向力次之,Z向力最小;由于加工位置發生改變,中空薄壁結構件兩側的切削力大小差異明顯,結構件右側的Y向切削力可達到830 N,而左側只有520 N,分別發生在兩側斜筋與水平蒙板的交叉部位.而位于兩側剛度最薄弱的左、右斜筋處的Y向切削力分別為725,320 N,二者切削力差值較大.

表3 有限元仿真和試驗切削力對比
3 加工參數對局部切削力的影響分析
3.1 主軸轉速對局部切削力的影響分析
不同部位的三向切削力隨主軸轉速的變化如圖5所示.當主軸轉速在4 000~6 000 r/min時,切削力隨著主軸轉速的提高降低速率較快;當主軸轉速在6 000~7 000 r/min時,切削力降低速率變緩.
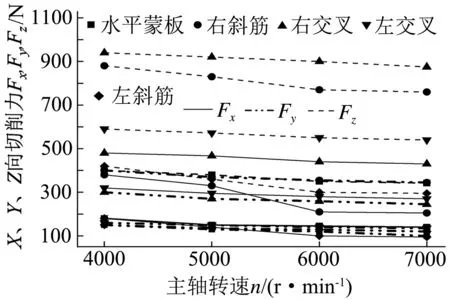
圖5 主軸轉速對局部切削力的影響
當主軸轉速小于5 000 r/min時,右斜筋X向切削力大于左交叉部位;當主軸轉速增加到5 000~6 000 r/min時,右斜筋X向切削力在某一時刻等于左交叉部位,且隨著主軸轉速的增加,左交叉部位逐漸大于右斜筋;隨著主軸轉速的增加,水平蒙板的X向切削力逐漸大于左斜筋.左、右斜筋的Y向切削力隨著主軸轉速的增加切削力數值下降速度最快,水平蒙板下降速率最慢;隨著主軸轉速的增加,水平蒙板的Y向切削力逐漸大于左斜筋.各局部結構的Z向切削力隨著主軸轉速的增加切削力大小下降均不明顯,左交叉、左斜筋和水平蒙板的切削力較為接近.
3.2 每齒進給量對局部切削力的影響分析
不同部位的三向切削力隨每齒進給量的變化如圖6所示,各位置處的三向切削力隨著每齒進給量的增加具有相同的增長趨勢,這說明了每齒進給量對X、Y、Z向切削力的貢獻率相同.

圖6 每齒進給量對局部切削力的影響
當f=0.08 mm時,右斜筋和左交叉位置處的X向切削力接近,隨著每齒進給量的增加,右斜筋X向切削力增長速率最快且逐漸大于右交叉部位;水平蒙板和左斜筋位置處的切削力差值在20 N左右.右斜筋Y向切削力受每齒進給量影響程度最大,水平筋板與左斜筋次之,左交叉處切削力受其影響程度最小.各局部位置的Z向切削力隨每齒進給量增加具有相近的增長速率,水平蒙板、左交叉與左斜筋位置的Z向切削力相近.
3.3 徑向切深對局部切削力的影響分析
不同位置的三向切削力隨徑向切深的變化如圖7所示.三向力中,各局部位置處的X向切削力受徑向切深的影響程度較小;徑向切深對Y向切削力的影響最顯著.右交叉處的Y向切削力隨徑向切深的增加近似呈線性增長,且增速最大,而左斜筋和水平蒙板增速緩慢;當ac在2.5~3.0 mm階段時,右斜筋的Z向切削力增速最快,當ac在3.0~4.0 mm之間時,右交叉、右斜筋以及左交叉位置處的Z向切削力增速相同.
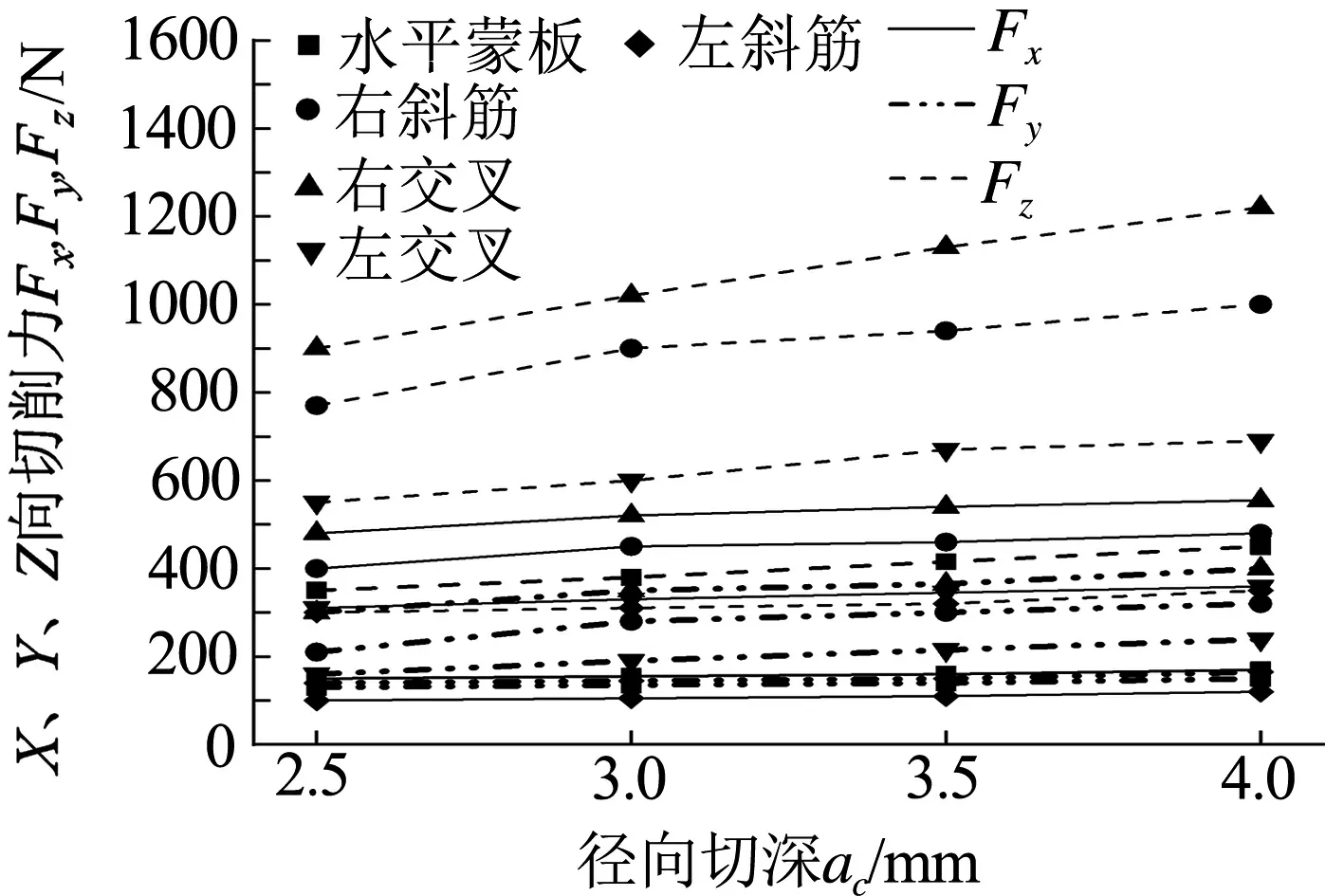
圖7 徑向切深對局部切削力的影響
當ac在從2.5 mm增加到3 mm階段,右斜筋三向力的增速均較快,而當ac從3 mm增加到4 mm過程中,右斜筋三向力增加速率均變緩慢.
4 結論
(1)本文將中空薄壁結構件拆分為若干薄壁結構,分別定義刀具和工件幾何模型、材料本構模型以及失效模型,建立了局部結構側銑的有限元模型,通過與切削試驗結果對比表明:切削力有限元模型計算誤差在10%以內,驗證了模型的正確性;
(2)中空薄壁鋁合金結構件在順銑加工中,五種典型位置局部切削力由大到小依次為:右交叉、右斜筋、左交叉、左斜筋、水平蒙板.其中,右斜筋的切削力數值是左斜筋的2~3倍左右,導致工件左右兩側的切削力差異較大;
(3)左、右斜筋Y向切削力受主軸轉速影響顯著,隨著主軸轉速的增加,其數值下降速度最快,水平蒙板下降速率較緩慢;
(4)右斜筋的Y、Z向切削力以及右交叉部位的X、Y向切削力受每齒進給量影響顯著,隨著每齒進給量增加,前者數值增加速率最快,后者次之,左交叉的Y向切削力緩慢增加;
(5)各局部位置處的X向切削力受徑向切深的影響程度較小,徑向切深對Y向切削力的影響最顯著,隨著徑向切深的增加,右交叉的Y向切削力數值增加速度最快,左斜筋的X向切削力緩慢增加.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
