短期高溫處理后水性無機鋅車間底漆的防護性能
2022-03-02 05:53:00劉軍成方志強汪國慶
機械工程材料 2022年2期
劉軍成,黃 蕾,方志強,楊 宇,汪國慶
(1.中國中鐵山橋集團有限公司,秦皇島 066205;2.海南大學材料科學與工程學院,南海海洋資源利用國家重點實驗室,海口 570228)
0 引 言
車間底漆作為保養底漆或預處理底漆,用于涂裝流水線上經過拋丸處理后的鋼板或型鋼,短時間(3個月~12個月)內對鋼材進行保護,以防止鋼材在加工及建造期間因生銹帶來的不利影響[1-4]。因此,車間底漆必須能夠滿足自動化流水線噴涂施工、焊接和切割性能要求,同時應滿足膜厚較薄且漆膜能夠在5 min內表面干燥的要求,此外漆膜還應具備良好的力學性能和耐碰撞摩擦能力[5-6],即滿足GB/T 6747-2008船用車間底漆的要求。現有的標準未對涂料中揮發性有機化合物(volatile organic compounds,VOC)的含量進行限制,但是隨著國際上對環境保護的重視以及國內為實現“碳達峰、碳中和”的目標,高VOC含量車間底漆的應用會受到限制。目前廣泛使用的溶劑型產品,如聚乙烯醇縮丁醛車間底漆、環氧富鋅車間底漆、環氧鐵紅車間底漆、醇溶性無機鋅車間底漆等[2,7-11]的VOC含量均較高,其質量濃度達580 g·L-1或以上,高VOC對安全生產、生態環境乃至人體健康都造成了嚴重的威脅。然而由于GB/T 6747-2008標準中對車間底漆提出了多項高要求,導致在原有溶劑涂料體系中大幅度降低VOC含量的難度極大[12]。為了突破這一技術難點,上海暄洋化工材料科技有限公司開發了滿足GB/T 6747-2008標準要求的D1510H和D1610型水性無機鋅車間底漆,且這兩種產品中的VOC質量濃度均在10 g·L-1以下。車間底漆的水性化是大型鋼鐵加工企業的需求所在,但是涂裝車間底漆的鋼板在后續加工過程中要多次受到焊接、切割等高溫作業的影響,因此研究水性車間底漆涂層是否可耐高溫沖擊,以及高溫處理后的防護性能,是一線加工企業特別關注的問題。開發能夠滿足實際應用需求的水性無機鋅車間底漆以替代現有溶劑型車間底漆,將大大減少VOC的排放。基于此,作者研究了D1510H和D1610兩種不同型號水性無機鋅車間底漆在短期高溫處理后的防護性能以及微觀結構的變化,探討車間底漆性能發生變化的原因,并通過分析兩種型號水性車間底漆各自的特點展望其應用場景。
1 試樣制備與試驗方法
試驗材料選用上海暄洋化工材料科技有限公司提供的兩種水性車間底漆,型號分別為D1510H和D1610,均為雙組分產品。D1510H型車間底漆中A組分為無機硅酸鹽溶液,呈透明微白色,B組分為鋅灰色粉體;D1610型車間底漆中A組分主要成分為有機乳膠改性的無機硅酸鹽溶液,呈乳白色,B組分為鋅灰色粉體。其中D1510H型車間底漆有機物添加量少、金屬鋅含量低、非鋅無機填料含量高,該車間底漆的VOC質量濃度為7 g·L-1;D1610型水性車間底漆有機物和金屬鋅的含量比D1510H型車間底漆高,非鋅無機填料含量低,該車間底漆的VOC質量濃度為8 g·L-1。
以尺寸為150 mm×75 mm×3 mm的Q235低碳鋼作為基體,按照GB 1765-1979(1989)標準采用PSJ-1型噴砂機對基體進行噴砂處理,用去離子水、丙酮清洗后,將兩種車間底漆分別噴涂到基體表面,經過固化、干燥處理得到車間底漆樣板。基于現場用于火工矯正的溫度和含鋅涂層的特點[13],采用SX2-5-12A型箱式電阻爐將涂裝好車間底漆的鋼板分別在400,600,700,800 ℃下進行3 min短期高溫處理。
通過Verios G4 UC型場發射掃描電子顯微鏡(SEM)對未經高溫處理和經過不同溫度處理后車間底漆涂層的微觀形貌進行觀察。將兩種車間底漆分別涂至聚對苯二甲酸乙二醇酯(PET)薄膜上,待其干燥、固化完全后進行400,600,700,800 ℃ 3 min高溫處理,然后在空氣流量為50 mL·min-1,以10 ℃·min-1的升溫速率將試樣由28 ℃ 加熱至800 ℃,采用ZETZSCH STA 449 F5 Jupiter型同步熱分析儀對試樣進行熱重-示差掃描量熱(TG-DSC)分析。按照GB/T 9276-1996,將未經高溫處理和經過不同溫度高溫處理后涂裝車間底漆鋼板在戶外暴曬90 d,定期對表面狀態進行觀察。按照GB/T 1771-1991和GB/T 1-125-2012,對未經高溫處理和經過不同溫度高溫處理后涂裝車間底漆鋼板進行中性鹽霧加速腐蝕試驗,取pH在中性范圍(6.57.2)質量分數5%的氯化鈉溶液作為噴霧用溶液,試驗溫度均取35 ℃,鹽霧的用量在1.0~2.0 mL/(80 cm2·h)之間,觀察經168,720 h鹽霧試驗后試樣的表面狀態。
2 試驗結果與討論
2.1 微觀形貌
由圖1可以看出,未經高溫處理的D1510H型和D1610型車間底漆涂層中的微球為金屬鋅粉。經400 ℃短期處理后,D1510H型車間底漆涂層中還存在較多金屬鋅顆粒;經600 ℃短期處理后涂層中大量鋅球熔融,同時發生氧化反應而產生較多微孔;經700 ℃短期高溫處理后涂層中未觀察到明顯的球形金屬鋅顆粒,且涂層表面結構致密;經800 ℃短期高溫處理后致密涂層中出現裂紋和孔洞,這主要源于涂層內部物質的氣化。經400 ℃短期處理后D1610型車間底漆涂層的成膜物(有機乳

圖1 不同溫度高溫處理前后涂裝D1510H和D1610型車間底漆鋼板的表面微觀形貌Fig.1 Surface micromorphology of steel plate painted with D1510H (a, c, e, g, i) and D1610 (b, d, f, h, j) shop primer before(a-b) and after high temperature treatment at different temperatures (c-j)
膠改性的無機硅酸鹽)和填料融為一體,但仍能觀察到球形金屬鋅顆粒,涂層表面無明顯缺陷;經600 ℃短期處理后涂層中大量鋅熔融,金屬鋅顆粒數量較少;經700,800 ℃短期處理后涂層結構疏松。可知,D1610型車間底漆在600 ℃短期處理后具有較為致密的結構;D1510H型車間底漆經過800 ℃短期高溫處理后雖可觀察到裂紋和孔洞,但涂層仍較致密,可起到一定的屏蔽保護作用。
2.2 TG-DSC曲線
由圖2可知:經不同溫度高溫處理D1510H型車間底漆的DSC曲線中均在420 ℃附近出現了一個較小的吸熱峰,這是由于車間底漆中的金屬鋅在此溫度下發生氧化反應生成金屬鋅氧化物;由于 D1510H型車間底漆中的有機物含量低,經不同溫度高溫處理的車間底漆在30~450 ℃試驗溫度區間的質量變化不大,而在試驗溫度高于450 ℃后,經不同溫度高溫處理車間底漆的質量出現不同程度的增加趨勢,這與車間底漆在高溫下生成了金屬鋅氧化物有關,可知經不同溫度高溫處理后D1510H 型車間底漆中仍存在金屬鋅,且隨著處理溫度的升高,金屬鋅的含量降低。由圖3可知,當試驗溫度達到420 ℃左右時,經不同溫度高溫處理的 D1610型車間底漆的DSC曲線上也出現了一個吸熱峰,說明在短期高溫處理后D1610型車間底漆中仍存在金屬鋅,其中400,600 ℃高溫處理的車間底漆中的吸熱峰較700,800 ℃高溫處理的更明顯,這是由于在700,800 ℃高溫處理后車間底漆中的有機物發生燒蝕,殘留的鋅轉變為鋅的氧化物,導致車間底漆中的金屬鋅殘留更少;在試驗溫度高于450 ℃后,不同溫度高溫處理下D1610型車間底漆的TG曲線均呈上升趨勢,這是由于此時殘余的金屬鋅發生氧化反應生成了鋅的氧化物。由以上分析可知,D1510H 型和 D1610型車間底漆在高溫下均發生了有機物的燒蝕,金屬鋅轉變為鋅的氧化物。經不同溫度高溫處理的兩種車間底漆均在420 ℃左右發生了吸熱反應,驗證了兩種車間底漆經過短期高溫處理后均存在金屬鋅。

圖2 經不同溫度高溫處理后D1510H型車間底漆的TG-DSC曲線Fig.2 TG-DSC curves of D1510H shop primer after high temperaturetreatment at different temperatures
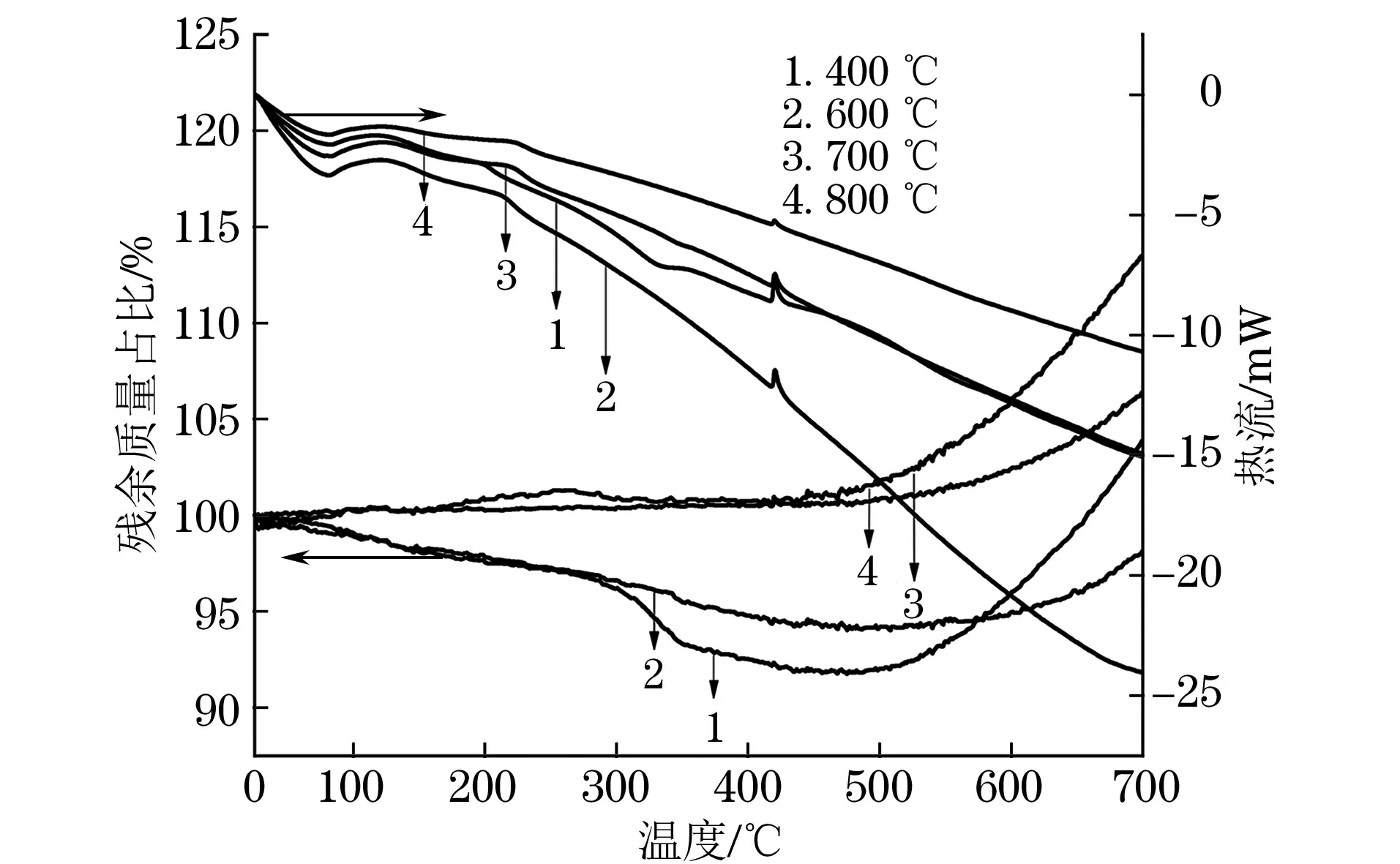
圖3 經不同溫度高溫處理后D1610型車間底漆的TG-DSC曲線Fig.3 TG-DSC curves of D1610 shop primer after high temperaturetreatment at different temperatures
2.3 短期高溫處理后的防護性能
由圖4和圖5可知,涂裝D1510H型與D1610型兩種車間底漆的鋼板經過高溫處理并在長達90 d的戶外暴曬下均未出現銹蝕現象,說明兩種車間底漆在高溫處理后仍然具有良好的防護性能。同時,涂裝兩種車間底漆的鋼板經過一段時間的戶外暴曬后,其表面出現鋅白,這說明經過短期高溫處理后兩種車間底漆中仍存在金屬鋅。根據熱力學理論,金屬鋅在高溫和氧氣存在條件下會變為鋅的氧化物,然而從動力學角度可知,由于車間底漆經高溫處理時間較短,盡管滿足熱力學條件但在動力學上氧化時間不夠,因此金屬鋅此時并不足以完全變為鋅的氧化物,仍有金屬鋅殘存于車間底漆中。D1510H型車間底漆經過700 ℃高溫處理后具有非常致密的結構,而經過800 ℃高溫處理后車間底漆中則有部分孔洞和少量裂紋,但是其物理屏蔽作用仍可為基體提供保護作用。D1610型車間底漆經過不同溫度短期高溫處理后,宏觀結構仍比較均勻,因此具有一定的物理屏蔽防銹蝕作用。

圖4 未經高溫處理和經過不同溫度高溫處理后涂裝D1510H型車間底漆的鋼板經過不同時間暴曬試驗后的表面狀態Fig.4 Surface state of steel plate painted with D1510H shop primer without high temperature treatment (a) and after hightemperature treatment at different temperatures (b-e) with different durations of sun exposure test

圖5 未經高溫處理和經過不同溫度高溫處理后涂裝D1610型車間底漆的鋼板經過不同時間暴曬試驗后的表面狀態Fig.5 Surface state of steel plate painted with D1610 shop primer without high temperature treatment (a)and after hightemperature treatment at different temperatures (b-e) with different durations of sun exposure test
由圖6可知,經過168 h鹽霧試驗后,經不同溫度高溫處理后的D1510H型車間底漆試樣表面均出現鋅白,且僅在800 ℃高溫處理后的表面出現了少量紅銹;經過720 h鹽霧試驗后,試樣表面仍可觀察到鋅白。由圖7可知,經過168 h鹽霧試驗后,不同溫度高溫處理后的D1610型車間底漆試樣表面

圖6 未經高溫處理和經過不同溫度高溫處理后涂裝D1510H型車間底漆的鋼板經過不同時間鹽霧試驗后的表面狀態Fig.6 Surface state of steel plate painted with D1510H shop primer without high temperature treatment (a) and after hightemperature treatment at different temperatures (b-e) after salt spray test at different times

圖7 未經高溫處理和經過不同溫度高溫處理后涂裝D1610型車間底漆的鋼板經過不同時間鹽霧試驗后的表面狀態Fig.7 Surface state of steel plate painted with D1610 shop primer without high temperature treatment (a) and after hightemperature treatment at different temperatures (b-e) after salt spray test at different times
均出現鋅白,其中在700,800 ℃高溫處理后,試樣表面出現了少量紅銹;經過720 h鹽霧試驗后,試樣表面仍可觀察到鋅白,但是紅銹占比增多。隨著鹽霧試驗的進行,金屬鋅成為犧牲陽極,保護鐵基體,同時鋅離子和腐蝕過程產生的OH-以及鹽溶液中的Cl-作用,生成ZnCl2·4Zn(OH)2等物質,這些鋅鹽混合物沉積在腐蝕點的中心位置[15-16]而形成鋅白。鋅白的出現說明車間底漆中均殘留了金屬鋅,這也是高溫處理的車間底漆在戶外曝曬90 d仍然具有一定防護作用的主要原因。綜上可知,經短期高溫處理的車間底漆仍具有一定的防護性能。
3 結 論
(1) 經400,600 ℃高溫處理后D1510H型與D1610型兩種車間底漆的表面微觀結構與高溫處理前相似,而經700,800 ℃高溫處理后,無機物含量高的D1510H型車間底漆表面變得致密,有機物和金屬鋅含量高的D1610車間底漆表面變得疏松。經短期高溫處理的兩種車間底漆均有金屬鋅殘存,對基體均具有一定的防護作用。
(2) D1510H型車間底漆經800℃高溫處理后表面結構致密,適用于加工周期短,后續只采用局部表面處理措施的大型鋼鐵結構的保護。D1610型車間底漆中有機物含量和金屬鋅含量均高于D1510H型車間底漆,可經受600 ℃高溫處理,更適用于加工周期長,后續需要全面二次除銹基體的保護。
