航天高強不銹鋼LMD成形缺陷分析及控制
2022-03-15 03:09:16周亞雄吳曉明楊歡慶
火箭推進 2022年1期
周亞雄,吳曉明,楊歡慶,雷 鑰
(西安航天發動機有限公司,陜西 西安 710100)
0 引言
激光熔化沉積技術(laser melting depositon,LMD)可實現大尺寸關鍵承力構件的無模、快速、整體近凈成形制造,具有高效、高性能的特點,適應航天產品研制“低成本、短周期”的發展趨勢,已成為火箭發動機產品研制的重要技術創新手段。
通過LMD方法制備大型承力構件時,材料的熔化、凝固和冷卻都是在極快的條件下進行,成形過程中各因素控制不當則可能形成氣孔、未熔化、熔合不良等冶金缺陷,探明成形缺陷產生原因并提出相應控制措施一直是金屬激光增材制造領域的研究熱點。目前,國內外學者主要從LMD成形用原材料、環境氣氛、工藝特征參數等方面進行了冶金缺陷控制研究,并取得了一定進展。Zhong等研究了Inconel 718粉末的激光功率、掃描速度和送粉速度等工藝參數對成形件孔隙度、熔道幾何形狀、沉積速率的影響。譚華等研究了鈦合金LMD成形最優粉末粒度及松裝密度范圍,將氣孔缺陷降低至最少。英國曼徹斯特大學的Majumdar對316L不銹鋼LMD成形工藝進行了優化,在不同激光工藝參數下獲得了高致密度、高冶金結合的制件。
CF-170高強不銹鋼作為一種航天專用馬氏體時效不銹鋼,具有優異的強韌性、耐蝕性,且在高低溫時仍具有良好的塑韌性、抗氧化性能,有望通過LMD技術實現其在液氧煤油發動機承力支座、搖擺裝置常平環、常平梁等關鍵構件上的廣泛應用。
為此,針對CF-170高強不銹鋼LMD成形過程中常見冶金缺陷類型及產生機理進行深入分析,以良好表面/內部質量為評判依據,提出相應控制措施和方法,為后續LMD成形CF-170高強不銹鋼材料性能優化及質量檢測評價提供基礎理論支撐。
1 試驗設備及材料
本研究是在西安航天發動機有限公司增材制造創新中心BLT-C1000型激光熔化沉積設備上完成的,如圖1所示,該設備由一臺4 kW光纖激光器、五軸四聯動數控機床、高精度送粉器和同軸送粉激光熔覆頭組成,最大成形尺寸為1 500 mm×1 000 mm×1 000 mm。
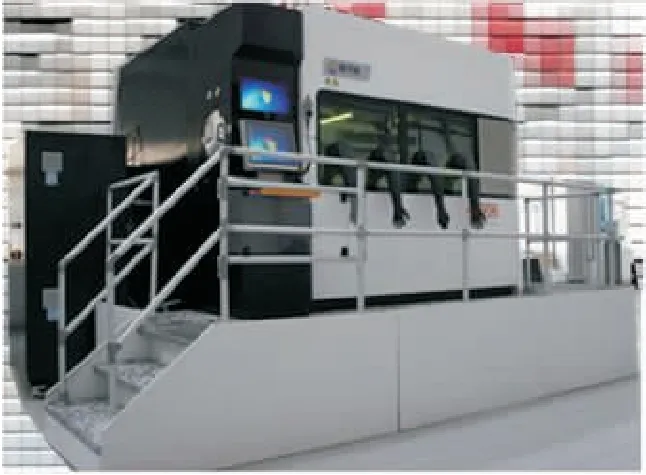
圖1 BLT-C1000型激光熔化沉積設備Fig.1 BLT-C1000 laser melting deposition equipment
試驗用CF-170高強不銹鋼粉末采用氣霧化方法(gas atomization,GA)制備的球形粉末,化學成分如表1所示,粒徑分布在50~150 μm之間,成形前對金屬粉末進行真空烘干處理,以去除粉末中吸附的水蒸氣。

表1 CF-170高強不銹鋼粉末化學成分
本文中試樣模型是在某CF-170高強不銹鋼產品上截取典型部位后進行支撐及余量添加處理所得的局部試驗件,可較好地驗證產品工藝過程參數的正確性,試樣尺寸及形狀如圖2所示。試樣在氬氣保護環境中成形,成形參數基于前期對不銹鋼材料的成形研究選取,如表2所示,其中,搭接率作為LMD成形的一個重要工藝參數,決定著熔覆層的表面平整度及內部質量。
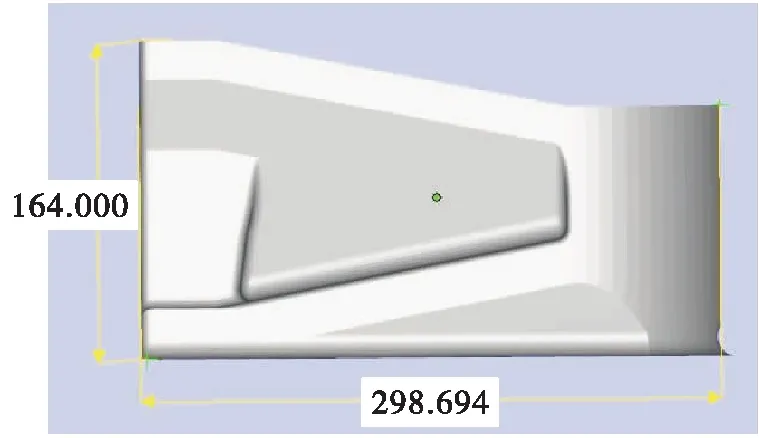
圖2 局部LMD試驗件模型Fig.2 Local test model of LMD

表2 CF-170高強不銹鋼工藝試驗參數
2 結果與討論
2.1 缺陷類型及形貌
圖3為采用上述參數成形的工藝驗證件實物。可以看出,成形件幾何形狀良好,輪廓清晰,但側表面上有大量不充分熔化的粉末團聚、黏附,呈密集焊瘤現象,同時傾斜表面[圖3(a)中箭頭所指]處的焊瘤尺寸大,在成形過程中曾發生邊框塌陷,需要實時進行局部修補。
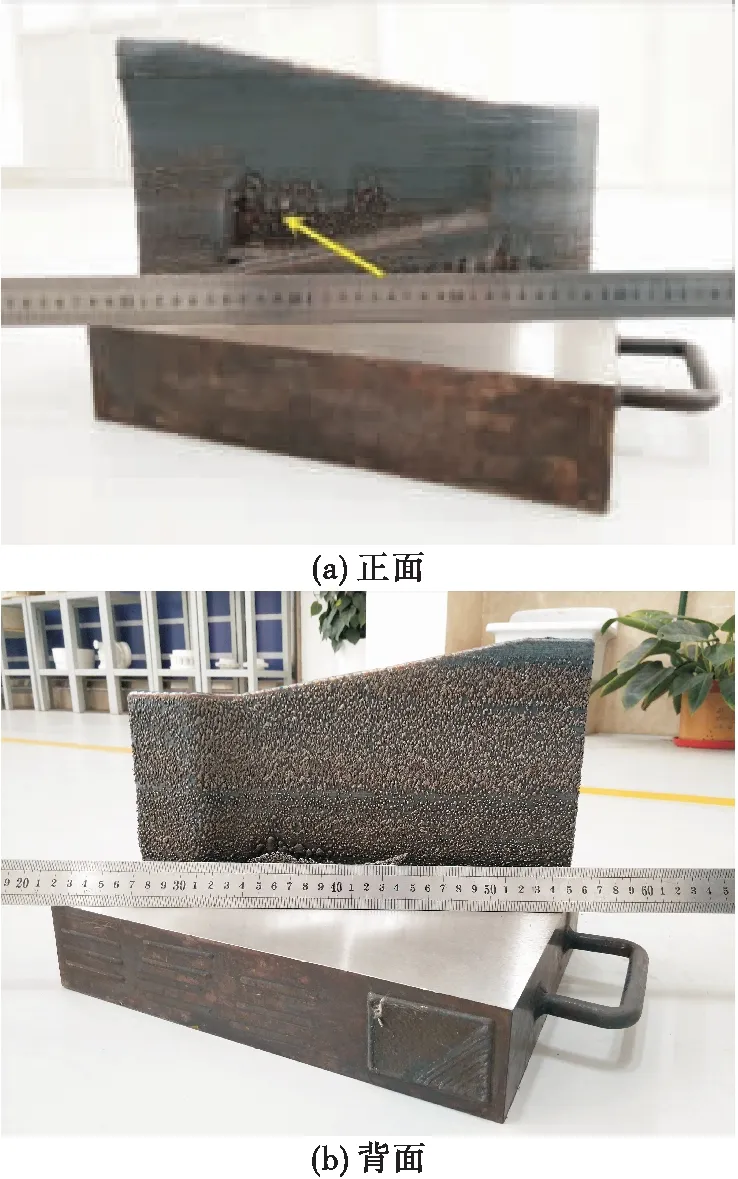
圖3 CF-170高強不銹鋼成形工藝試驗件Fig.3 Forming process sample of CF-170 high strength stainless steel
對成形件內部質量進行工業CT掃描檢測,如圖4(a)所示,可以觀察到在垂直于沉積方向的水平面內,分布有許多尺寸約1~2 mm的孔洞,同時孔洞呈線性排列,且孔洞的線性排列方向與激光掃描方向一致。LMD成形過程中由熔合不良[見圖4(b)]導致的孔洞形貌多呈不規則狀,且內壁粗糙,這類孔洞規律性分布在相鄰層間和道間的搭接處。由于孔洞尺寸、形狀及分布特征與熔合不良缺陷相符,可以判定此孔洞缺陷為熔合不良。
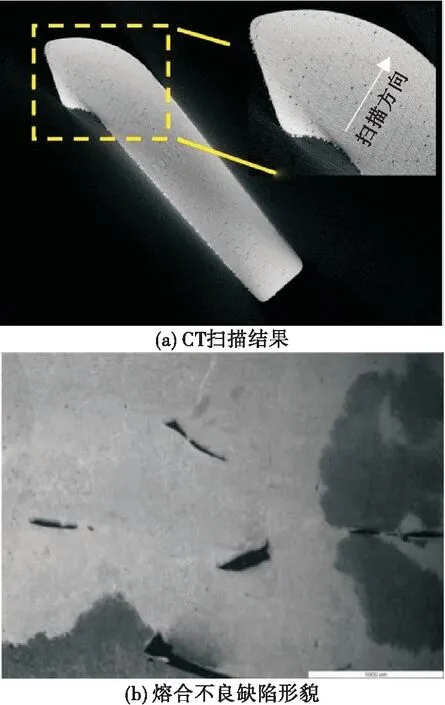
圖4 工藝試驗件內部CT掃描結果及熔合不良缺陷形貌Fig.4 CT scan results and bad fusion defect morphology of process sample
剖切成形試樣并觀察金相(見圖5),發現試樣內含有大量隨機分布、非連續排列的平均尺寸約10~100 μm的孔洞,孔洞截面呈圓形或近規則的團球形形貌,孔內壁光滑且發亮。這與氣孔形貌特征相符,據此判斷為氣孔缺陷。
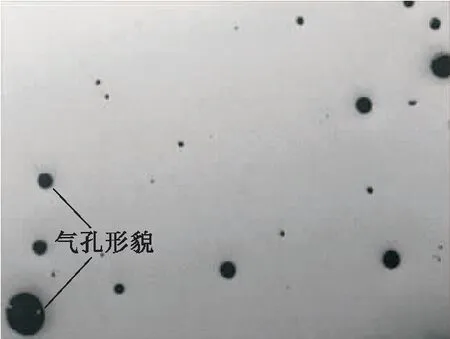
圖5 成形試樣金相觀察結果(放大倍數:25倍)Fig.5 Metallographic observation of formed samples (magnification:25)
綜上,LMD成形CF-170高強不銹鋼試驗件中存在的缺陷類型有:①表面焊瘤,②熔合不良,③氣孔。
2.2 缺陷產生機理及控制措施
2.2.1 表面焊瘤
LMD成形試樣外側壁的形貌特征是由每層熔覆層外邊界疊加相連而成,熔覆層外邊界的形貌則受液態熔池變形作用和基底形貌共同決定。影響液態熔池變形的力有作用于氣/液表面的載粉氣和粉末束流的沖擊力、液態金屬的重力和表面張力。其中,前兩種促進液態熔池的變形,而后者則阻礙其變形。
由于LMD成形過程中激光束能量分布為高斯分布,使得熔覆層縱截面呈圓弧形狀,逐層沉積時,成形件外邊框位置處前一層的支撐基體為非平面的“半弧形”,若此時掃描速度較快,熔覆道不能發生充分的流動變形,底部寬度不足,形成的熔池會沿已成形零件側表面流淌,同時部分熔化不充分的粉末會黏附在其邊緣而形成焊瘤;當零件具有一定角度的傾斜面時,表面產生焊瘤的概率大大增加。因為這種情況下,掃描路徑已經相對于基體向外偏置(偏置部分沒有基體支撐),一部分激光能量束和粉末束將會超出熔池而落到下面的外側壁上,如圖3所示。被漏出的激光輻照能量,由于超出激光束的成形范圍,從而無法熔化下面的外側壁。被漏出的粉末,由于其穿過激光束,被部分熔化,從而能夠附著在外側壁上。隨著沉積高度增加,被漏出的粉末逐漸增加。當其數量足夠多時,熔化的粉末將會聚集成液滴。因此,傾斜外側面的成形更需要熔覆道充分變形保證一定的熔覆道寬度以成形向外傾斜的輪廓。當變形不足時,傾斜面邊框處會發生嚴重的漏光與漏粉現象,無法達到預定成形高度。多層疊加累積后,激光束與粉末束的理論成形輪廓已經偏離成形件時,傾斜面將無法成形。
基于上述分析,改善零件表面質量以及傾斜面成形質量,需要促進邊界熔覆層的流動變形。對于熔覆道而言,熔覆層高度增加、熔池停留時間長都會使以Marongoni對流為主導的熔池邊緣表面張力大于熔池中心,熔池自由表面流體在表面張力梯度驅動下由中心向熔池邊緣流淌,沿熔池邊界流入熔池底部,從而促進熔池流動變形(需要結合促進熔池變形和阻礙熔池變形機理進一步分析)。為此,將邊框速度降低為500 mm/min,形成如圖6所示的具有傾斜面特征結構的類“S”工藝試樣。結果表明,降低邊框掃描速度,傾斜面能夠穩定成形,且傾斜面、豎直面表面光滑,焊瘤現象極大減少,有效地改善了零件表面焊瘤和傾斜面成形。
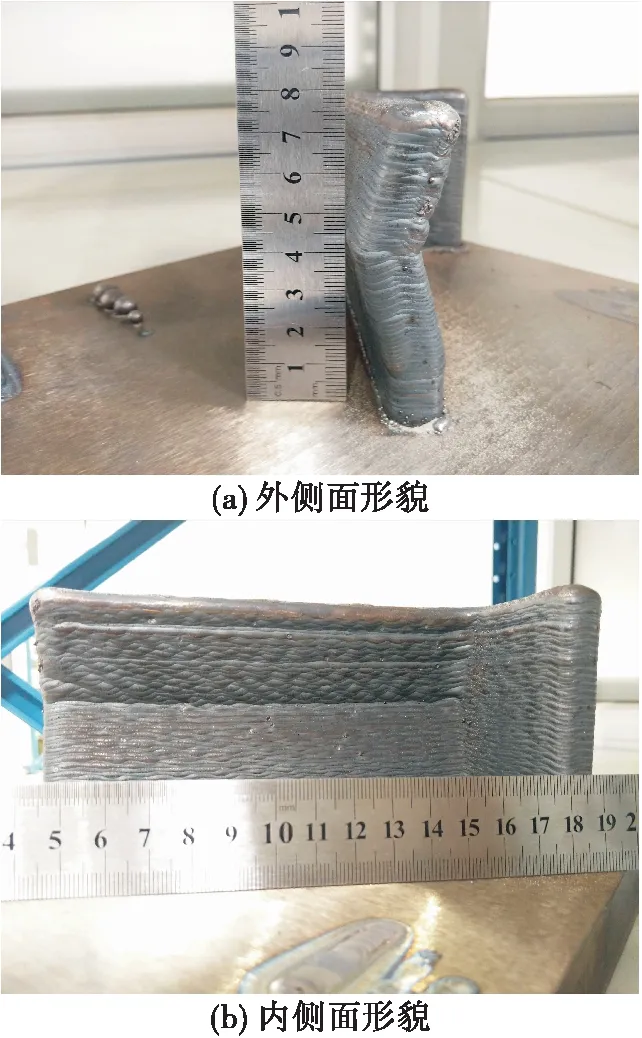
圖6 類“S”形工藝試樣Fig.6 S-shaped process samples
2.2.2 熔合不良
熔合不良缺陷是LMD成形過程常見的典型缺陷類型,一般定義為激光相鄰熔覆道之間或前后沉積層之間存在未熔化粉末或者高低起伏形成的搭接不良的現象,該現象在很大程度上取決于工藝參數的選擇。CF-170高強不銹鋼LMD成形過程中熔合不良缺陷的形成機理可由圖7說明,由于單道熔覆層呈弧形,通過道間搭接形成的熔覆層平面不會是完整的平面,在兩熔覆道間存在“溝壑”。定義熔覆層的高度為,其可分為“溝壑”的高度和相鄰熔覆道搭接區域的高度兩部分。對于每一熔覆層而言,在的高度范圍內呈波浪狀起伏,在的高度范圍內為密實的搭接區域。多層沉積過程中,熔覆層會按照層間距Δ逐層抬升。當Δ≤時,沉積過程可以將前一層表面的“溝壑”完全重熔,從而保證層間的致密結合;當Δ>時,沉積過程無法將前一層表面的“溝壑”完全重熔,使得未重熔掉的“溝壑”保留在兩層之間,從而形成熔合不良缺陷。由于熔合不良缺陷本質上為相鄰熔覆道間的“溝壑”,故會沿熔覆道的掃描方向分布,形成圖4(a)所示的線性排列形貌。
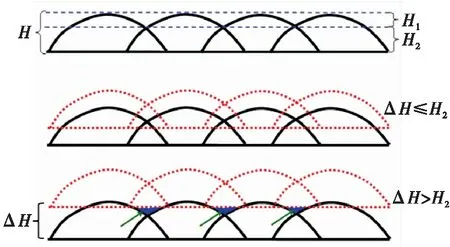
圖7 熔合不良缺陷形成原因Fig.7 Causes of bad fusion defects
根據熔合不良缺陷的形成原因,消除此缺陷需增加層間的重熔能力或者減小“溝壑”高度。激光熔化沉積的主要工藝參數為光斑直徑、激光功率、掃描速度、送粉率、道間距、層間距。其中,前四者為直接影響熔覆道形狀及熔深的工藝參數;道間距為搭接參數,影響成形熔覆平面的平整度;層間距為層間疊加參數,影響成形過程的穩定性及層間冶金質量。因此,可通過降低層間距Δ、增大激光功率、降低掃描速度,使成形過程熱輸入增加,提升“層間重熔能力”,減小“溝壑”高度則可通過增大道間距進行調控。
考慮到激光器長時間工作的穩定性,激光功率不再提高,采用降低層間距Δ和掃描速度,增大搭接率進行工藝參數優化,并設計表3所示的工藝參數,成形試塊與原試樣進行對比。

表3 消除熔合不良缺陷的優化工藝參數
圖8所示為按上述參數成形的試樣及CT掃描結果,可以看出,1#試樣底部距基材約5 mm處仍存在部分孔洞(圖中箭頭所示),而在中部及頂部致密無缺陷,表明降低掃描速度可明顯消除熔合不良缺陷數量,但由于成形初期基材較冷,實際熔覆層高度及重熔深度小于理論值,導致底部出現熔合不良;隨著沉積高度增加,熱積累效應使得基材溫度升高,重熔深度增加,消除了熔合不良缺陷;由于成形較大尺寸構件時,掃描熔覆道較長且道間跳轉與空程數量較多,熱積累效應會減弱,因此對于大尺寸構件工藝參數選擇時應適當降低層高或掃描速度,保證層間良好熔合。2#試樣從底到頂部均無熔合不良缺陷,這表明減小層間距Δ使相鄰熔覆道間“溝壑”能夠被完全重熔,可有效地消除熔合不良缺陷。
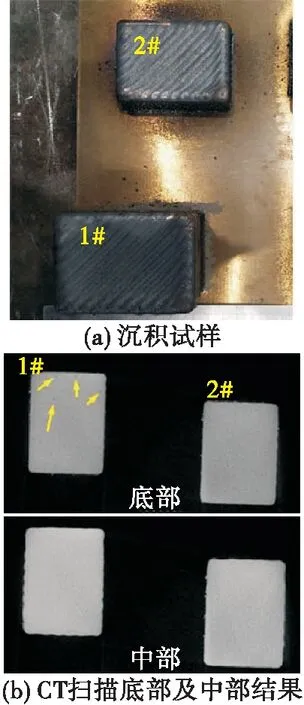
圖8 成形試樣及CT掃描檢測圖Fig.8 Formed sample and CT scan detection chart
2.2.3 氣孔
氣孔作為LMD成形過程常見的一種缺陷,其形成是由于熔池內存在一定氣體,且當熔池凝固速度大于氣泡上浮速度時,氣體來不及逸出留在組織內部而形成氣孔。形成氣孔的氣體來源包括:①粉末吸附或粉末顆粒本身含有的氣體,如粉末未烘干吸附水蒸氣及粉末自身氣體元素含量過高;②成形過程中隨粉末被卷入的保護氣氛的氣體;③能量密度過高而形成的金屬蒸氣。
由于本試驗中粉末均為真空烘干且工藝參數經多次驗證后具有較好的適用性,因此氣孔的產生可能是成形過程粉末本身氣體元素含量較高或保護氣體被卷入熔池所致(由下文分析可以看出也有可能是空心粉末自身存在氣體),當前采用的CF-170高強不銹鋼粉末為氣霧化粉末,其制備原理是利用惰性氣體將熔融金屬液體噴射霧化而形成粉末,可制得更細粒徑的粉末,但存在部分衛星粉及空心粉,如圖9(a)所示。由于霧化粉末粒徑越大時衛星粉及空心粉越多,使粉末表面及內部均存在大量間隙,此類粉末可自身攜帶或裹挾更多的氣體隨粉末進入熔池,增加了氣孔產生的可能性。
為消除氣孔缺陷,使用旋轉電極法(plasma rotating electrode process,PREP)制備的粉末代替氣霧化粉末進行成形。PREP粉末利用等離子弧轟擊高速旋轉的棒材,熔化的液滴受離心力作用被高速甩出迅速冷凝成球形粉末,如圖9(b)所示,其粉末球形度高,表面光滑,幾乎沒有空心粉和衛星粉。
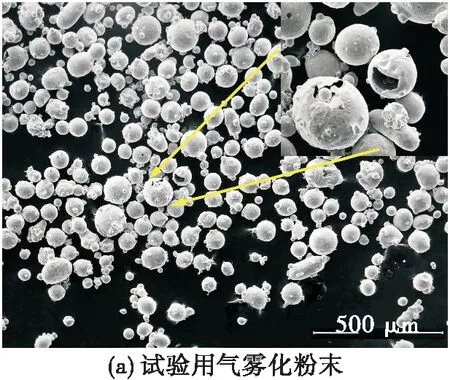
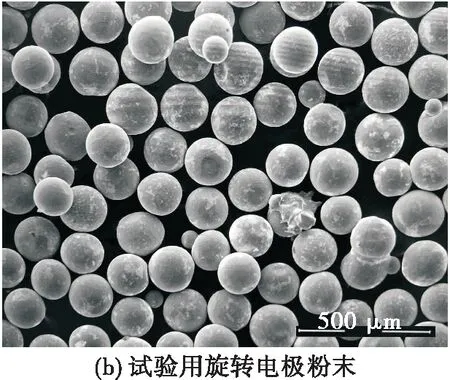
圖9 試驗用氣霧化和旋轉電極粉末Fig.9 Experimental gas atomization and rotating electrode powder
統計激光熔化沉積成形用GA粉末的空心率(多組金相觀察并統計平均值)和成形試樣的孔隙率,分別為11.68%和1.87%,而使用空心率低、球形度好的PREP粉末后,測得最惡劣視場孔隙度不超過0.1%,氣孔缺陷基本消除,如圖10所示。
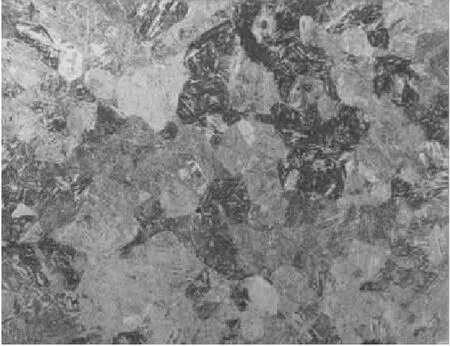
圖10 PREP粉末制備試樣金相觀察結果(放大倍數:25倍)Fig.10 Metallographic observation of samples prepared with PREP powder (magnification:25)
3 結論
本文對激光熔化沉積成形航天高強不銹鋼過程中產生的表面焊瘤、熔合不良、氣孔等缺陷進行分析,明確了各類缺陷的產生機理,并提出了以下相應的控制措施,實現了缺陷的基本消除。
1)通過邊框掃描速度降低至500 mm/min促進成形熔覆道的充分流動變形,可極大減少成形件側表面及傾斜面的表面焊瘤缺陷。
2)采用旋轉電極法制備CF-170粉末用于激光熔化沉積成形,最惡劣視場孔隙度不超過0.1%,遠小于GA粉末的1.87%,能夠有效消除氣孔缺陷。
3)采用提升“層間重熔能力”和減小相鄰熔覆道間“溝壑”高度的方法,得到相匹配的優化掃描速度、層間距、搭接率等工藝參數,使CF-170高強不銹鋼成形件內部熔合不良缺陷得到完全消除。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00