濕法涂層工藝對阻燃商標布形貌及阻燃性能的影響
2022-03-29 23:05:13蔣繼康虞一浩符曄雷鵬飛戚棟明陳智杰
現代紡織技術 2022年2期
關鍵詞:手感
蔣繼康 虞一浩 符曄 雷鵬飛 戚棟明 陳智杰

摘 要:為提高聚酰胺濕法涂層織物的阻燃性能,將阻燃劑9,10-二氫-9-氧雜-10-磷雜菲-10-氧化物(DOPO)作為填料添加于聚酰胺濕法涂層漿料中。研究以DOPO為填料的聚酰胺濕法涂層工藝(涂層漿料放置時間、烘焙溫度、相轉變時間)對所制涂層織物服用性能和阻燃性能的影響,進而得出最佳濕法涂層工藝。結果表明:DOPO加入聚酰胺濕法涂層漿料后,商標布的最佳涂層漿料黏度為0.7 Pa·s,最佳相轉變時間為15 s,最佳烘焙溫度為100 ℃,所制阻燃商標布具有較佳的阻燃效果和手感。
關鍵詞:濕法涂層;聚酰胺涂層;阻燃;商標布;手感
中圖分類號:TS195
文獻標志碼:A
文章編號:1009-265X(2022)02-0178-06
Effect of wet coating process on the morphology and flame-retardantproperties of anti-flaming trademark fabric
JIANG Jikang1,YU Yihao2,FU Ye2,LEI Pengfei2,QI Dongming1,CHEN Zhijie3
(1.Key Laboratory of Advanced Textile Materials and Manufacturing Technology, Ministry of Education,Zhejiang Sci-Tech University, Hangzhou 310018, China;
2.Zhejiang King Label Technology Co., Ltd.,Huzhou 313100, China;
3.Key Laboratory of Surface Modification of Polymer Materials and Mechanicaland Electrical Products, Wenzhou Polytechnic, Wenzhou 325035, China)
Abstract: In order to enhance the flame retardant properties of PA wet coating fabrics, the flame retardant 9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO)was selected as a filler to add into the wet coated polyamide slurry. This paper is focused on studying the impact of wet coated polyamide with DOPO as the filler (the storage time, baking temperature, phase transformation time of coating slurry)on the wearability and flame retardant properties of the coated fabric, so as to obtain the optimal wet coating process. The results reveal that after DOPO is added to the polyamide wet coating slurry, the optimal coating slurry viscosity of the trademark fabric is 0.7 Pa·s, the optimal phase transformation time is 15 s, and the optimal baking temperature is 100 ℃. The anti-flaming trademark fabric can achieve better flame-retardant efficiency and hand feeling.
Key words: wet coating; polyamide coating; flame retardant; trademark fabric; hand feeling
收稿日期:20210122 網絡出版日期:20210805
基金項目:浙江省重點研發項目(2021C01077),溫州職業技術學院重大科技項目(WZY2020002),溫州市科技局基礎性科研項目(G2020025)
作者簡介:蔣繼康(1996-),男,湖北潛江人,碩士研究生,主要從事無機填料粒子的改性及其在濕法涂層方面的研究。
通信作者:陳智杰,E-mail:chenzhijie5262@163.com
聚酰胺6(Polyamide 6,PA6)纖維是一種重要的化纖,廣泛應用于化工、紡織、建筑等領域,但在自然界中不易降解,因而PA6廢絲、廢纖維等物質的回收利用具有十分重要的意義。通過氯化鈣/甲醇溶液將PA6廢絲溶解并添加填料和相關助劑制成
漿料,再進行濕法涂層制備商標涂層織物是一種十分有效的回收再加工PA6廢絲的工藝方法[1-3]。
現有的PA6廢絲涂層漿料主要由甲醇/氯化鈣(CH 3OH/CaCl 2)的PA6廢絲溶液再復配填料等其他功能性顆粒組成。通過CaCl 2與CH 3OH發生溶劑化作用形成以Ca2+為中心的配合物,Ca2+與PA6廢絲中的羰基發生絡合作用并插入PA6的分子鏈中,從而使PA6分子鏈運動得到限制,結晶能力降低,促使PA6廢絲溶解,充分攪拌后得到涂層漿料[4-8]。功能性填料常用的有碳酸鈣、高嶺土、阻燃劑次磷酸鋁、次磷酸胺等[9-11],可以提升涂層織物的質感、豐滿度及阻燃等多種性能。但是,上述顆粒型填料與甲醇/氯化鈣的PA6廢絲溶液并不相容,只能在高速機械攪拌下分散于體系中,同時因為部分填料本身親水性的特點,容易造成相轉變成膜時填料向水相擴散,在涂層表面發生聚集、裸露等問題,從而引起泡點、起粉等一系列疵病,同時也不利于功能性填料高效地發揮其本身的效果[12-15]。針對上述填料與涂層漿料存在的相容性問題,以9,10-二氫-9-氧雜-10-磷雜菲-10-氧化物(DOPO)為代表的可溶性填料阻燃劑,其可以溶解于甲醇而穩定分散在聚酰胺濕法涂層漿料中,在相轉變成膜時與PA6大分子一起析出,均勻分散于涂層內部與表面,同時DOPO 作為膦菲雜環類有機磷系阻燃劑,具含磷阻燃劑的優點,又因其聯苯結構的高化學穩定性和熱穩定性,使其阻燃性優于大部分有機磷酸酯類阻燃劑,從而賦予涂層優異的阻燃性能。
本文主要探討濕法涂層漿料黏度、相轉變時間和烘焙溫度對PA6廢絲涂層織物服用性能和阻燃性能的影響規律,通過工藝優化和理論分析使涂層織物獲得較好的柔軟手感和阻燃性,從而滿足消費者對聚酰胺涂層商標布的需要。
1 實 驗
1.1 實驗材料及實驗儀器
實驗材料:無水甲醇(CH 3OH,上海阿拉丁試劑有限公司)、無水氯化鈣(CaCl 2,青島海維森生物科技有限公司)、PA6廢絲(浙江凱瑞博科技有限公司)、9,10-二氫-9-氧雜-10-磷雜菲-10-氧化物(DOPO,常州卓聯志創高分子材料科技有限公司)、630 Tex滌/氨綸混紡基布(浙江凱瑞博科技有限公司)。
a)涂層漿料的制備
室溫條件下,將100 g甲醇、35 g氯化鈣以及一定質量的阻燃劑依次加入三口燒瓶中,開啟低速攪拌,直至氯化鈣、阻燃劑完全溶解,關閉攪拌。加入18 gPA6廢絲,將反應溫度升至65 ℃,使PA6廢絲充分浸潤60 min后開啟攪拌,30 min后得到均相涂層漿料。
b)涂層膜的制備
將一塊200 mm×200 mm均勻玻璃板置于水平桌面,用相同厚度的透明膠帶水平粘貼2層于玻璃板兩側,隨后將適量涂層漿料倒于兩膠帶中間位于玻璃板上端位置,用玻璃棒沿著膠帶方向從上至下迅速刮過,后將玻璃板送入水浴中凝固,待涂層經相轉變成膜后取出,置于烘箱中烘干,干燥后取出即得到聚酰胺濕法涂層膜。
c)涂層織物的制備
取長寬比為300 mm×50 mm的基布,使其充分浸潤于35~45 ℃的上述涂層漿料中3~5 s后取出,采用雙面刮涂的方法用玻璃棒從上至下迅速刮過,使得漿料均勻涂覆于織物正反面。后將被處理織物送入水浴中凝固,待織物表面涂層經相轉變成膜后取出[16-17],后用去離子水清洗涂層織物,重復水洗兩次,待涂層織物表面無明顯水滴后,將其固定于針板上放置于烘箱中固化定型,直至涂層完全干燥后取出即得涂層織物。
1.2 測試和表征
1.2.1 涂層表面微觀特征表征
取長寬比為5 mm×5 mm的涂層織物,用導電膠將其平整的貼于樣品臺上并鍍金,在觀察倍數為500倍、1000倍、2000倍下使用JSM-561型掃描電子顯微鏡記錄涂層織物的表面形貌。
1.2.2 涂層漿料流變性能測試
使用MCR52型旋轉流變儀測試涂層漿料在25 ℃,0~500 s-1剪切速率γ條件下的涂層漿料流變特性。
1.2.3 硬挺度測試
參照GB/T 7689.4—2013《增強材料 機織物測試方法 第4部分:彎曲硬挺度的測定》標準,使用YG207自動織物硬挺度儀對涂層織物進行測試,取長寬比為250 mm×25 mm徑向和緯向各6塊共計12塊涂層織物,調節儀器水平,將涂層織物放置在儀器工作臺上,并使試樣前段與測試平臺邊緣重合,上下夾板完全夾持試樣。開啟并調節儀器,依次測量12塊涂層織物并記錄數據。
1.2.4 極限氧指數測定
參照GB/T 5454—1997《紡織品燃燒性能試驗 氧指數法》標準,使用JL-JF-5型全自動氧指數測定儀對涂層織物進行測試,開啟儀器并校準,將待測涂層織物用式樣夾固定于燃燒柱內,設置氧濃度后開始點火測試, 多次試驗,樣品燃燒時間達到180 s或燃燒長度在50 mm處熄滅時,記下此時氧濃度,并重復測試3次取平均值。極限氧指數(LOI)計算公式為:LOI/%=C(O 2)/[C(O 2)+C(N 2)]×100,其中C為氣體體積濃度。
1.2.5 涂層厚度測定
參照GB/T 3820—1999《紡織品和紡織制品厚度的測定》標準,使用YG141型織物厚度測試儀對涂層織物進行測量。開啟并調節儀器,將被測涂層織物在不受張力條件下放置于厚度測試儀基準板上,測試3次取平均值得到涂層織物厚度。
2 結果與分析
濕法涂層成膜不同于高分子乳膠成膜和溶劑成膜[18-19],其需要經歷一個劇烈、快速的相轉變過程。通常情況下,涂層漿料的黏度、相轉變時間對濕法涂層所制膜的結構有較大的影響,而烘焙溫度幾乎不會對膜結構有影響,因為類似聚酰胺、聚氨酯等高聚物及常規的粉末阻燃劑在150~180 ℃的常規烘焙溫度范圍內的性質和結構幾乎不會變化。但是DOPO是一種可溶于溶劑甲醇、與聚酰胺大分子發生分子間作用、熔點在117~121 ℃的特殊阻燃劑,常規的濕法涂層成膜工藝不適合DOPO存在的聚酰胺濕法成膜,亟須探索全新的制備工藝及其與涂層膜結構之間的構效關系。
2.1 涂層漿料黏度對涂層織物阻燃性能及服用性能的影響
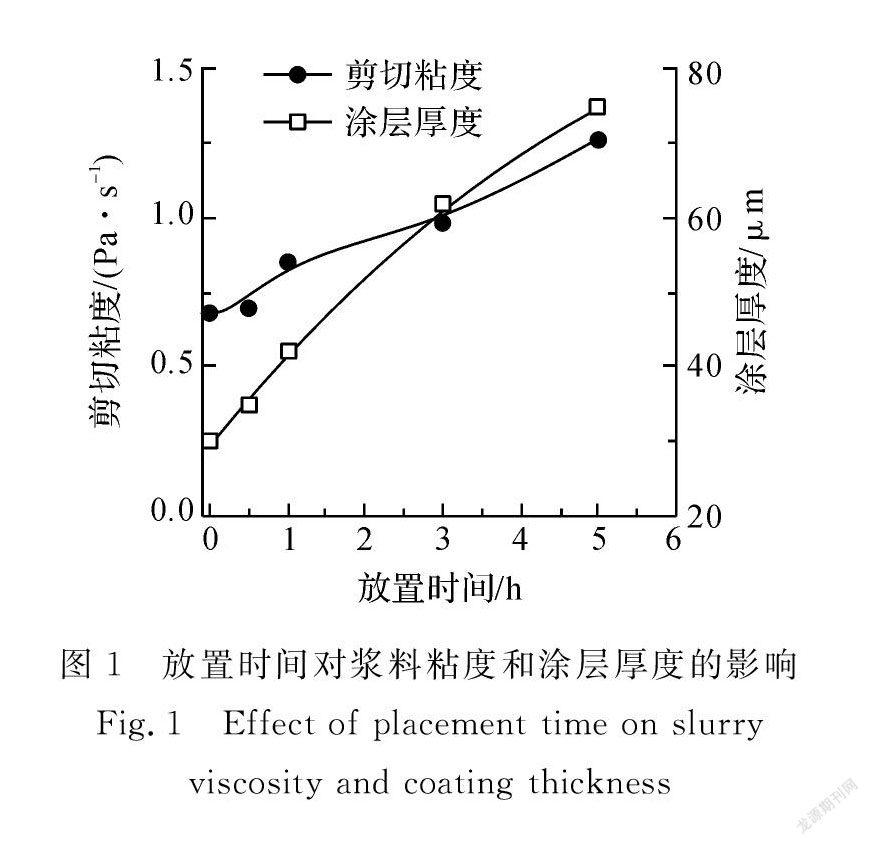
PA6廢絲在甲醇/氯化鈣體系中溶解后形成高分子溶液,之后刮涂到織物表面,在保證刮涂應力相同的前提下,涂層漿料黏度對涂層厚度及相應涂層性能有直接的影響。而涂層漿料的黏度與漿料配比、放置時間等直接相關。因此,實驗首先考察了涂層漿料的放置時間對其黏度的影響,結果如圖1所示。
在涂層漿料組成成分一定的前提下,放置時間對涂層漿料的黏度影響最大。由圖1可知,剛配置好的涂層漿料剪切黏度為0.68 Pa·s,涂層漿料的剪切黏度隨放置時間的增加而增大,5 h后上升至1.27 Pa·s。這是由于剛制備好的漿料溫度較高,隨著放置時間的增加,漿料中溶劑甲醇發生一定程度的揮發,導致漿料黏度的增加。當剪切黏度上升,漿料在刮涂織物時流平遷移能力變差,因此最終所制得的涂層厚度也從30 μm增加到75 μm。
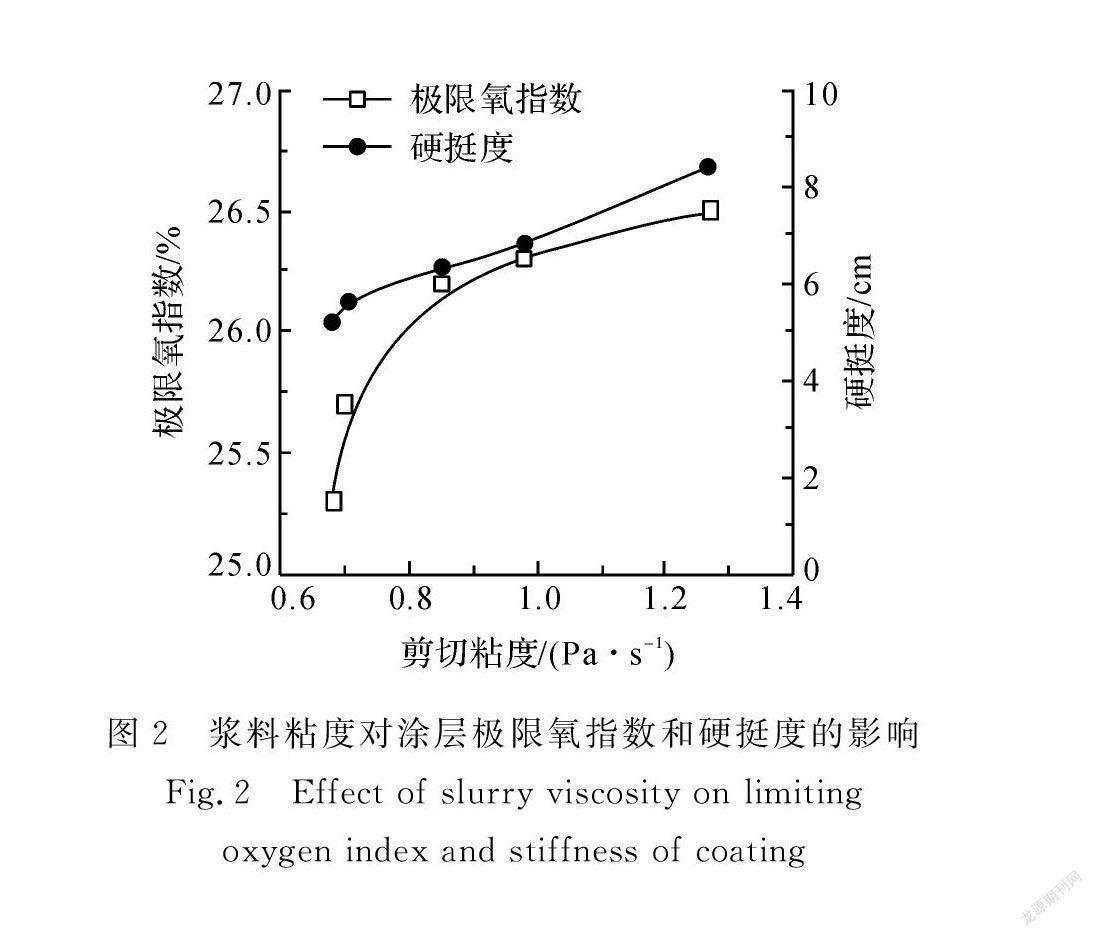
涂層漿料黏度對涂層織物極限氧指數和硬挺度的影響結果如圖2所示。由圖2可知,隨著漿料黏度的增加,涂層織物的極限氧指數從25.3%增加至26.5%,結果表明,涂層織物的極限氧指數隨漿料黏度的增加而略有增加,但同時涂層織物的硬挺度會從5.21 cm急劇上升至8.45 cm,造成涂層織物手感十分僵硬。這是由于隨著漿料黏度的增加,基布帶漿率增加,相同單位面積內涂覆于基布上的DOPO質量增加,因此,涂層織物的阻燃性能增強,同時因為帶漿率增加導致涂層變厚,手感下降。所以最佳的涂層漿料放置時間為0.5 h,剪切黏度為 0.7 Pa·s可獲得阻燃效果和手感兼顧的涂層織物。
2.2 相轉變時間對阻燃涂層織物形貌及服用性能的影響
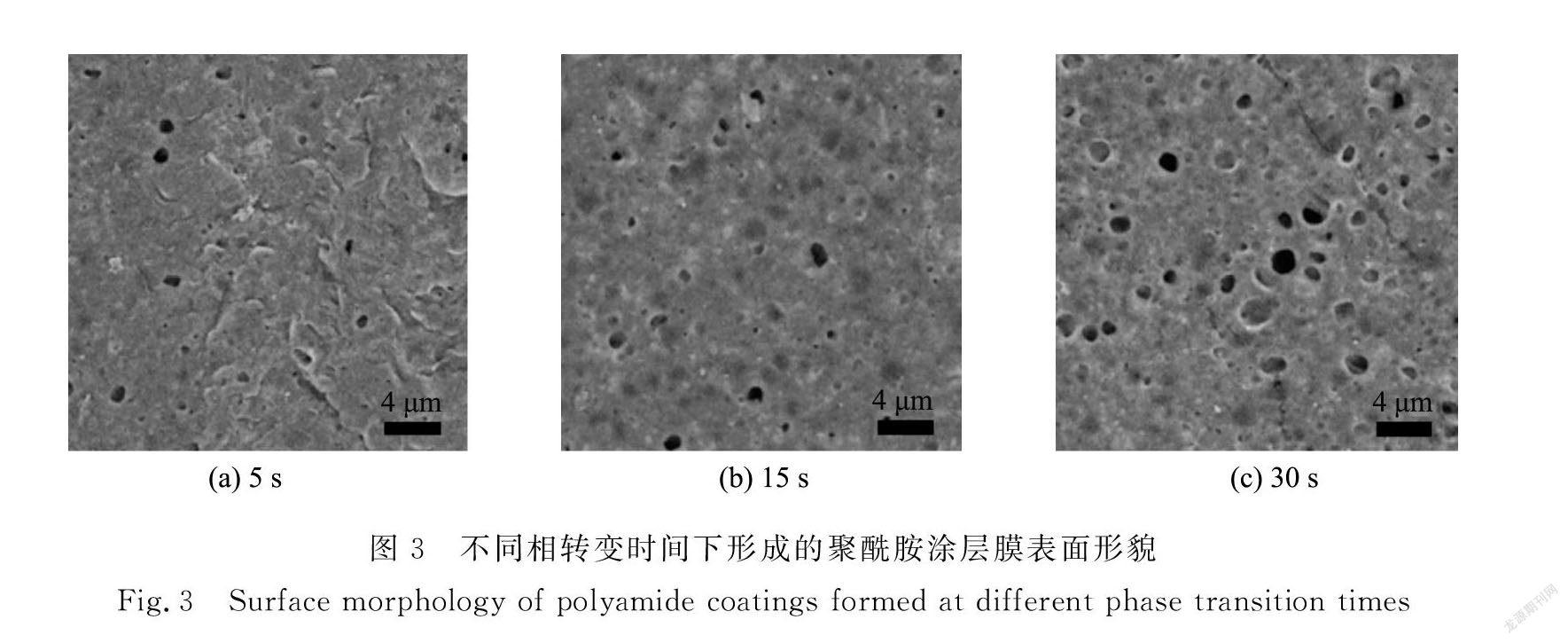
PA6大分子溶解在甲醇/氯化鈣體系并涂覆于織物后,需要將其放入水中進行相轉變成膜。此時,溶劑甲醇與水進行分子交換,發生了相間流動、膜孔形成以及聚合物富相固化成膜,這一階段對最終聚合物膜的結構形態影響很大。不同相轉變時間下形成的聚酰胺涂層膜結構如圖3所示。
由圖3可知,相轉變時間的長短直接影響聚酰胺涂層的表面形貌。當相轉變時間較短(圖3(a)),聚酰胺涂層膜表面的孔洞結構較少且孔洞直徑較小且涂層不平整,有一定的褶皺。隨著相轉變時間的延長至10 s(圖3(b)),聚酰胺涂層膜上的孔洞結構開始增多,孔洞直徑開始增大。當相轉變時間延長至15 s后(圖3(c)),涂層膜表現出現了數量較多、直徑較大的孔洞結構,整體表面較平整。這是因為PA6在水中分相過程中,水分子與甲醇分子通過液膜/凝固浴界面進行相互擴散,于是導致體系發生相分離。相轉變成膜需要一定的時間完成,如果水浴時間不足,則容易造成PA6大分子無法充分進行相分離流動成膜,進而導致表面孔洞減少,表面不平整。延長水交換相轉變時間可以保證PA6大分子充分析出并流平成膜,而當成膜完成后,繼續增加相轉變時間則并無明顯影響。
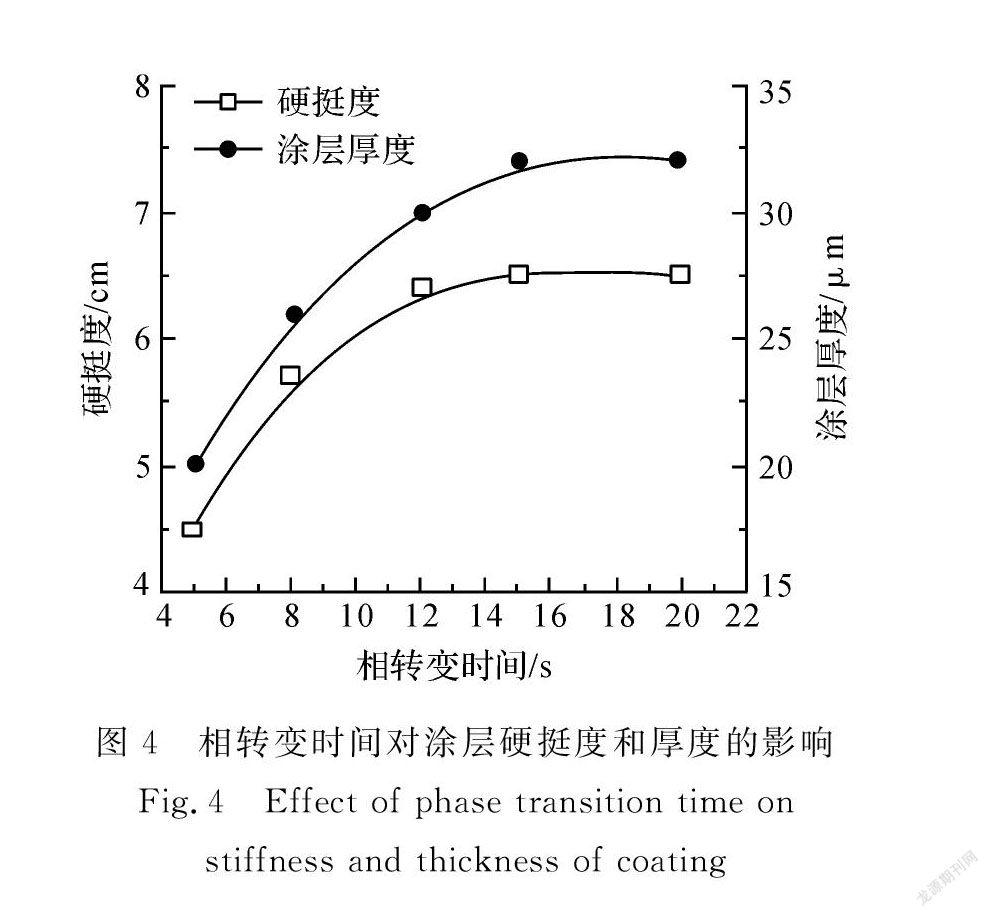
進一步對不同相轉變時間所制涂層織物的硬挺度與厚度進行測試,結果如圖4所示。
由圖4可知,隨著相轉變時間的增長,涂層織物的硬挺度與涂層厚度呈現先增長后平穩不變的趨勢。這是因為相轉變時間主要影響PA6涂層膜的孔洞結構,隨著相轉變時間增加,涂層中更多的甲醇分子向外析出進入水相,產生更多的孔洞結構,從而使得涂層膜厚度增加,本身越蓬松,吸濕透氣性能越好。同時涂層厚度對織物硬挺度有著直接影響,造成涂層織物越不易彎曲。因此,綜合涂層厚度和硬挺度測試,本文實驗范圍內最佳的相轉變時間為15 s。
2.3 烘焙溫度對阻燃商標布形貌及阻燃性能的影響
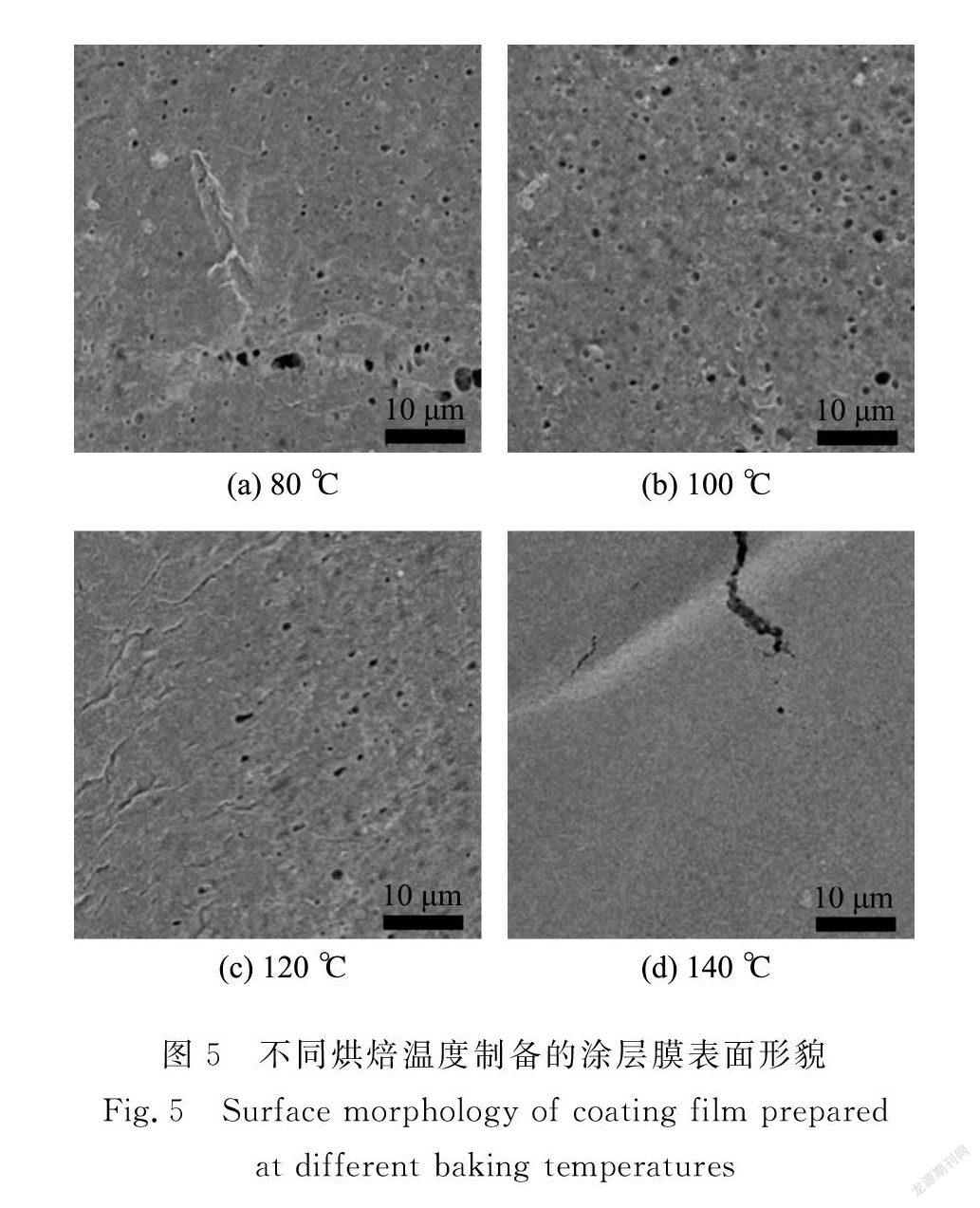
在相轉變形成涂層膜后,需要快速將多余的水分烘干以增加涂層的結構強度。圖5是不同烘焙溫度下制備的阻燃商標布表面涂層形貌。
由圖5可知,當烘焙溫度為80 ℃時,表面的聚酰胺涂層能形成典型的多孔結構,但是孔的大小不太均勻,涂層表面不平整。當烘焙溫度升高到100 ℃時,聚酰胺涂層的整體結構趨于平整,孔洞大小變得均勻。繼續升高烘焙溫度,發現聚酰胺涂層的孔洞開始消失,表面開始部分轉變為致密結構。當溫度升高至140 ℃時,涂層膜完成轉變為了致密結構,幾乎無法發現孔洞,并且涂層膜表面產生了應力裂紋。這是因為DOPO的熔點在117~121 ℃之間,如果烘焙溫度過高,會造成DOPO發生熔化,變成液態的DOPO會逐步地將涂層膜的孔洞填滿,使得濕法相轉變形成的多孔膜結構轉變為常規的致密膜結構。并且過高的溫度也使得涂層膜本身的內應力增大,容易產生大量的裂紋。
進一步測試不同焙烘溫度下所制涂層織物的硬挺度和極限氧指數,結果如圖6所示。
由圖6可知,隨著烘焙溫度的提高,涂層織物的極限氧指數與硬挺度呈現逐漸降低的趨勢。這是因為在烘焙溫度高于DOPO熔點時,涂層膜中的DOPO會開始液化流動,并且由于DOPO與聚酰胺纖維有較好的親和力,液化后的DOPO就容易填補上涂層的孔洞,使得涂層孔洞結構逐漸消失,同時DOPO在高溫條件烘干過程中發生熱分解,造成質量損失,從而導致涂層表面以及內部有效阻燃成分變少,從而造成涂層織物的阻燃效果變差,因此,對于含有DOPO的阻燃商標織物,其最佳的烘焙溫度在100 ℃左右。
3 結 論
綜上所述,在聚酰胺濕法涂層漿料中加入阻燃劑DOPO,再通過濕法涂層工藝可制得表面多孔、阻燃性能較佳,柔性的涂層商標布。根據DOPO的特性,實驗得出了獲得最佳服用性能和阻燃性能的涂層制備工藝。
a)涂層漿料的放置時間越久,其本身的黏度越大,在刮應力相同的前提下,所制涂層的厚度就越厚。但厚度增大對涂層織物的阻燃效果提升不大,卻會極大增加涂層織物硬挺度,因此,適宜的涂層漿料放置時間為0.5 h,黏度為0.7 Pa·s。
b)相轉變時間對涂層孔洞結構影響較大,涂層織物需要足夠的相轉變時間來形成有效的孔洞結構,本實驗工藝范圍內最佳相轉變時間為15 s。由于DOPO的熔點較低,因此無法適用常規的烘焙高溫,本實驗范圍烘焙溫度為100℃時,既可以保證涂層膜的結構,同時讓水分揮發完全。
參考文獻:
[1]亢旭陽,韓延陽,尚亞國.尼龍產業發展趨勢研究[J].化學工程與裝備,2011(6):154-156.
KANG Xuyang, HAN Yanyang, SHANG Yaguo. Study on the development trend of nylon industry[J].Chemical Engineering & Equipment, 2011(6): 154-156.
[2]吳滾滾,馮美平.廢聚酰胺纖維回收利用的研究進展[J].合成纖維工業,2014,37(2):51-55.
WU Gungun, FENG Meiping. Research progress in recycling and utilizing polyamide fiber waste[J].China Synthetic Fiber Industry, 2014, 37(2): 51-55.
[3]王忍,杜文琴.涂層織物生產方法與發展趨勢[J].紡織導報,2011(2):58,60-62.
WANG Ren, DU Wenqin,Production method and development trend of coating fabric[J]. China Textile Leader, 2011(2): 58, 60-62.
[4]唐斌,李小寧,劉振東,等.尼龍6局部絡合的研究[J].北京服裝學院學報(自然科學版),2008,28(2):1-7.
TANG Bin, LI Xiaoning, LIU Zhendong,et al. Partial complex of nylon 6[J]. Journal of Beijing Institute of Fashion Technology(Natural Science Edition), 2008,28(2): 1-7.
[5]VASANTHAN N, KOTEK R, JUNG D W, et al. Lewis acid-base complexation of polyamide 66 to control hydrogen bonding, extensibility and crystallinity[J]. Polymer, 2004, 45(12): 4077-4085.
[6]MEGYES T, BLINT S, BAK I, et al. Solvation of calcium ion in methanol: Comparison of diffraction studies and molecular dynamics simulation[J]. Chemical Physics, 2006, 327(2/3): 415-426.
[7]王農,孟慶洛,王興權.氯化鈣在甲醇水溶液中的結晶[J].化學世界,2014,55(10):601-604,627.
WANG Nong, MENG Qingluo, WANG Xingquan. Crystallization of calcium chloride in methanol-aqueous solution[J].Chemical World, 2014, 55(10): 601-604,627.
[8]BUJNICKA K, HAWLICKA E. Solvation of Ca2+ in aqueous methanol: MD simulation studies[J]. Journal of Molecular Liquids, 2006, 125(2-3): 151-157.
[9]雷鵬飛,黃亞偉,袁森浩,等.油酸原位合成碳酸鈣及其在聚酰胺濕法涂層中的應用[J].紡織學報,2019,40(5):70-77.
LEI Pengfei, HUANG Yawei, YUAN Senhao, et al. In-situ synthesis of calcium carbonate from oleic acid and application there of in wet coating of polyamide[J]. Journal of Textile Research, 2019, 40(5): 70-77.
[10]葉思佳.高嶺土改性及其在聚酰胺濕法涂層中的應用研究[J].浙江理工大學學報,2018,18(15):16-22
YE Sijia. Study on modification of kaolin and its application in polyamide wet coating[J]. Zhejiang Sci-Tech University, 2018, 18(15): 16-22
[11]李濤,杜奕鈴,李紅艷,等.無機填充劑對聚酰胺濕法涂層商標織物性能的影響[J].紡織學報,2017,38(3):114-121.
LI Tao, DU Yiling, LI Hongyan, et al. Influence of inorganic fillers on properties of polyamide wet-coating trademark fabrics[J]. Journal of Textile Research, 2017, 38(3): 114-121.
[12]VASILJEVI'CJ, ˇCOLOVI'C M, ˇCELAN KOROIN N, et al. Effect of different flame-retardant bridged dopo derivatives on properties of in situ produced fiber-forming polyamide 6[J]. Polymers, 2020, 12(3): 657.
[13]HUANG W J, YAN W, HE W T, et al. Synergistic flame-retardant effect of DOPO-based derivative and organo-montmorillonite on glass-fiber-reinforced polyamide 6 T[J]. Polymers for Advanced Technologies, 2020, 31(9): 12-17
[14]LUO H Q, RAO W H, LIU Y L, et al. Novel multielement DOPO derivative toward low-flammability epoxy resin[J]. Journal of Applied Polymer Science, 2020, 137(46): 7-9
[15]韓明軒,許苗軍,李斌.新型含磷阻燃劑DOPO-PPO的合成及其阻燃性能[J].合成化學,2016,24(2):98-101,106.
HAN Mingxuan, XU Miaojun, LI Bin. Synthesis and flame retardant properties of anovel phosphorous-containing flame retardant DOPO-PPO[J]. Chinese Journal of Synthetic Chemistry, 2016, 24(2): 98-101,106.
[16]智海輝,張龍,鄭今歡.聚酰胺濕法涂層漿的制備機制及其成膜性能[J].紡織學報,2015,36(9):65-69.
ZHI Haihui, ZHANG Long, ZHENG Jinhuan.Preparation mechanism and membrane properties of polyamide wet coating[J]. Journal of Textile Research, 2015, 36(9): 65-69.
[17]李濤.商標織物PA6涂層膜結構與應用性能研究[D].杭州:浙江理工大學,2017:19-26.
LI Tao. Study on Structure and Application Performance of PA6 Coating on Trademark Fabric[D]. Hangzhou: Zhejiang Sci-Tech University, 2017: 19-26.
[18]LIU Q, LIAO B, PANG H, et al. Preparation and characterization of a self-matting coating based on waterborne polyurethane-polyacrylate hybrid dispersions[J]. Progress in Organic Coatings, 2020, 143: 105551.
[19]ZHONG S, LI J, YI L, et al. Cross-linked waterborne alkyd hybrid resin coatings modified by fluorinated acrylate-siloxane with high waterproof and anticorrosive performance[J]. Polymers for Advanced Technologies, 2019, 30(2): 292-303.
猜你喜歡
青少年科技博覽(中學版)(2023年10期)2023-12-17 12:06:27
汽車實用技術(2022年11期)2022-06-20 02:23:04
保健與生活(2021年1期)2021-02-04 07:47:02
散文詩世界(2019年10期)2019-09-10 07:22:44
科學與技術(2019年8期)2019-04-10 12:27:48
中國纖檢(2017年7期)2017-12-15 11:56:56
體育時空(2017年5期)2017-06-17 14:59:31
中國纖檢(2015年13期)2015-11-16 18:23:56
紡織導報(2015年3期)2015-04-09 19:48:48
新課程·中旬(2014年10期)2014-12-26 21:42:11