汽車敞篷機構的裝配工裝設計及制造工藝研究
2022-04-01 07:08:06袁雪松田沙沙
企業科技與發展 2022年11期
羅 杰,袁雪松,田沙沙
(上汽通用五菱汽車股份有限公司 廣西新能源汽車試驗室,廣西 柳州 545000)
0 引言
隨著汽車工業的高速發展,汽車早已成為一種藝術品,可隨時折疊和展開的敞篷更是成為眾多車迷們關注的亮點。目前,絕大多數的敞篷汽車都是軟頂的,從技術的角度來說,主要是考慮到軟頂的汽車可以非常方便收回到車內。但是,考慮到軟篷的頻繁開合以及車身行駛過程中的顛簸會明顯影響敞篷的使用壽命,確保敞篷機構的安裝質量,成了各大汽車公司目前的研究熱點之一。敞篷機構的安裝精度主要由敞篷的零部件精度、機械裝配方式共同決定,其中在相同的零部件經濟精度下,機械裝配方式對敞篷裝配精度的影響相對較大,此外不同的裝配方式不僅影響機械裝配的精度,也影響敞篷機構裝配的效率。因此,在研究敞篷機構的機械裝配形式的基礎下,提出敞篷機構裝配工藝的優化解決方案。
1 敞篷汽車機械裝配工藝類型
對于機械裝置來說,其生產制造需要大量的構成部件,類型多樣且結構復雜,需要大量的人工及物料,裝配周期也比較長。目前,對于敞篷汽車的機械裝配有移動式裝配與固定式裝配兩種方式,根據具體的裝配方法又可細分為以下幾種[1-2]。
(1)選擇裝配法:將裝配尺寸鏈中組成環的公差放大到經濟可行的程度,然后選擇合適的零件進行裝配,這類保證裝配精度要求的裝配方法,稱為選擇裝配法。適用場合:裝配精度要求高,而組成環較少的成批或大批量生產。
(2)互換裝配法:裝配的每一個零件不需作任何挑選、修配和調整,就能達到規定的裝配精度要求。用互換法裝配,其精度主要取決于零件的制造精度。根據零件的互換程度,互換裝配法可分為完全互換裝配法和不完全互換裝配法。
(3)調整裝配法:在以裝配精度要求為封閉環建立的裝配尺寸鏈中,除調整環外,各組成環均以加工經濟精度制造。擴大組成環制造公差累積造成封閉環過大的誤差,通過調節調整件(或稱補償件)相對位置的方法消除,最后達到裝配精度要求。調節調整件相對位置的方法有可動調整法、固定調整法和誤差抵消調整法3種。
2 敞篷機構關鍵裝配技術
2.1 敞篷機構裝配概述
2.1.1 敞篷機構產品特征
敞篷車按車頂結構可以分成硬頂車和軟頂車。軟頂車更為常見,其通常采用帆布,乙烯或塑料為車頂材料,配備可折疊的支架。硬頂車的車頂為金屬材質,通常可以自動開合。
軟頂敞篷:軟頂敞篷至今經歷了兩個顯而易見的改進:軟頂收起從外置式收藏改成了內置式收藏(美觀且阻力減小);從手工折疊改成自動折疊。早期的一些軟頂敞篷車都是手工、外置式的;現在大部分都是自動、內置式的。(現在也有外置式的,主要是受車型的限制,如MINI敞篷版,SMART敞篷版)。
硬頂敞篷:相比軟頂敞篷則要“年輕”許多。真正的量產硬頂敞篷車始于1996年的“奔馳”上一代SLK(R170)。經歷了近20年的演變,現在已經“百花齊放”,硬頂跑車正引導著目前敞篷車的流行趨勢。
軟頂敞篷和硬頂敞篷的優劣勢分析(見表1)。從表1看,有些優缺點是受材質本身的限制,很難改進,比如軟頂的強度低、噪音大;硬頂的質量大,占用行李廂空間大。隨著技術和市場的發展,可以看到軟頂敞篷和硬頂敞篷在相互學習,軟頂敞篷不停地改進材料,例如三層復合合成材料,降低噪音;硬頂敞篷則在不停地將硬頂折疊再折疊,減少占用空間。
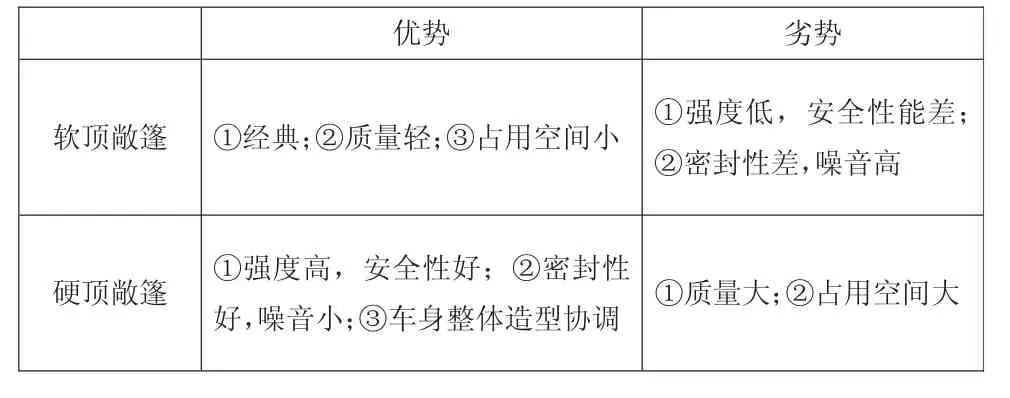
表1 敞篷機構對比
1886年卡爾本茨制造出的第一臺三輪汽車就是軟頂敞篷,由于結構相對簡單,且與馬車的構造一脈相承,可以說,軟頂敞篷車的發展和汽車本身的發展是步調一致的。因此,“經典”也就成為軟頂敞篷車得天獨厚的優勢和最顯著的標簽。盡管以現在的眼光審視,它看上去與車身并不那么協調,但許多人依然喜歡這種感覺,尤其是MINI這類配有軟頂的英式小型車;而勞斯萊斯幻影這樣的奢華車型,配以軟頂敞篷,則更彰顯出優雅的古典貴氣,讓人們暫時把軟頂的缺點拋在腦后。
軟頂敞篷結構特點主要表現為總重輕,比硬頂省油,頂棚開啟快速,維護修理相對硬頂便宜,開合裝置耐久度比硬頂長。缺點表現為相對較危險(軟頂很脆,如果出事故受傷比硬頂嚴重),頂棚容易臟,清洗很麻煩,隔音效果差,暴雨天氣可能會出現漏雨的情況,雨雪天氣車輛停外面需加蓋汽車罩子。軟頂的折疊基本大同小異,沒有硬頂那么千變萬化。
2.1.2 裝配組織形式
敞篷機構裝配機構主要包括“Z”形復合連桿機構、液壓系統、電控系統及車窗輔助定位機構構成。其中,“Z”形復合連桿機構因為結構復雜,不僅包含3套4連桿,還需要與軟頂進行縫合保證機構的密封性,同時還具備鎖緊機構,并且對裝配要求較高,因此成為敞篷裝配工藝的重中之重。
2.2 敞篷機構裝配工藝現狀
目前,國內外敞篷機構裝配現狀差距較大。例如寶馬Z4敞篷跑車在其生產過程中,95%的制造由機器人完成,平均40h生產1輛敞篷跑車。但國內汽車市場看到敞篷車的機會很少,擁有敞篷車類型的生產商基本都是一些合資高端品牌,自主品牌幾乎沒有敞篷車類型。曾經國內市場上也出現過兩款非常具有代表性的敞篷車,1臺是“比亞迪”生產的S8,這款車當年在車展上亮相時,吸引了不少人的目光;另外1臺是“北汽”生產的212,雖然這臺車是一款軟頂敞篷車,但是它的敞篷需要手動拆卸。從嚴格意義上來說,國內可量產的敞篷車裝配工藝接近空白,自動化程度自不必說,不能保證敞篷機構的裝配質量,與國外成熟的敞篷裝配工藝存在較大差距。
因為國外敞篷車生產工藝相對成熟,各類零部件加工精度高,敞篷機構互換性好,所以基本采用完全互換的裝配形式,使用吊具對敞篷機構直接進行吊裝。相較而言,國內敞篷機構目前還處于手工及半手工的狀態,產品精度低,互換性較差,并不適用于完全互換裝配,因此裝配方法選用對產品精度要求相對較低的分組裝配及調整裝配。其中,國內某家新能源車企新上市敞篷車型的生產模式采用調整裝配的方法。與國外敞篷車互換裝配方式不同的是,國內敞篷機構的裝配不僅是在零件上進行調整,連裝配形式也大幅不同。國外的敞篷機構一般都是折疊完全,采用吊裝設備直接進行裝配,方便簡單,不用調節且裝配質量高。但國內的敞篷機構卻必須將敞篷機構展開進行調整裝配,因此不能使用吊具直接吊裝。這種裝配模式目前正處于手工及半手工的狀態,裝配精度非常差且需要較大的人力投入,對技師的技術水平要求高,在進行小批量生產時勢必采用相對復雜的工裝輔助才能滿足目前裝配需求。
3 敞篷機構工裝技術的優化方案
目前敞篷車生產工藝在國內相對空白,缺乏對應的工裝,因此開發與敞篷機構相匹配的工裝,采用調整裝配的方式來改進國內現有敞篷裝配技術,是解決現有裝配現狀的最佳方式之一。設計的優化工裝應滿足成本低,易操作,能大幅提高敞篷的裝配效率,針對國內新能源車企剛上市的敞篷汽車敞篷機構裝配方式進行深入研究及優化改進,為敞篷裝配工藝提供作者自己的思路及建議。
3.1 需要解決的技術問題
該新能源車企的敞篷車所采用的敞篷機構本身自帶一定的微調功能,因此敞篷機構的裝配主要是,在機構本身的安裝固定、與敞篷布的縫合及定位檢查,供裝配機構調整參考。具體問題如下:①敞篷機構采用展開的形式,轉運相對困難;②敞篷機構安裝效率低,安裝難度大;③敞篷機構與車窗安裝條貼合質量差,需要調整裝配;④敞篷布縫合效率低,效果差;⑤敞篷布定位夾緊困難;⑥敞篷布縫合點需要隨時檢查以供后續的調整裝配。
3.2 優化工裝的技術方案
敞篷機構采用展開的形式進行安裝,并不適合采用類似與國外的吊裝方式,采用在地上可移動的定位工裝相對更合適。在機構的轉運過程中使用啟動快夾的方式,分別在敞篷機構左下,右下,左上,右上等多個位置進行氣動夾緊。經過定位相對準確的夾緊定位后,通過工裝轉運到對應的敞篷車裝配流水線工位,將安裝點一一對應進行初步裝配。而在轉運之前,在該工裝基礎上增加一套帶有磁性的定位夾緊裝置,待磁性進行吸附后,通過定位孔進行定位調整,最后通過螺紋連接進行車門玻璃導槽的夾緊,以此來解決敞篷車側門玻璃導槽安裝問題。同樣,在該敞篷機構安裝工裝基礎上進行改進,采用工裝定位縫紉點,將敞篷布迅速通過設置好的定位點進行快速地定位,使用長條形壓條進行壓緊,壓條設置與工裝相對應的縫紉點形成對應的定位關系。長條形壓條結構可以保證壓緊篷布的力足夠大,降低敞篷布縫紉過程中出現篷布滑脫的現象。為保證足夠的壓緊力做到快速壓緊或松開,敞篷布共用該工裝氣壓裝置進行壓緊。此外,該工裝還需設置張緊結構,當縫紉結束后,工裝可以通過張緊,對篷布縫紉質量再次檢查確保質量。另外為加強裝配效率,氣壓夾緊裝置采用PLC控制,確保工人師傅在高效率地狀態下完成敞篷機構的裝配。其實現原理主要如下:優化工裝在使用過程中,具有兩對X、Y、Z方向上的機械夾緊終端,終端上安裝定位夾緊工具,該定位夾緊工具由氣缸及雙電控電磁閥進行夾緊與松開控制,定位夾緊工具可實現X、Y、Z 3個方向的伸縮,分別由3個單電控的電磁閥實現。整個優化工裝共有兩個按鈕,分別承擔著啟動與停止的工作任務。
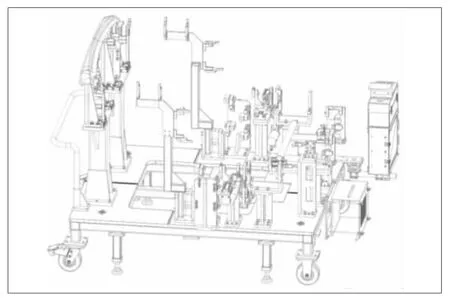
圖1 敞篷機構數模圖
3.3 優化工裝技術的實施效果
傳統的敞篷機構的裝配方式,吊裝的過程一般在5min左右,由于需要頻繁調整,所以一般的分組裝配法并不能完全滿足實際的裝配需求。其中,調整篷布的調整相對最煩瑣。針對敞篷優化工裝實施后,當敞篷機構需要進行調整時,通過氣壓快夾將敞篷機構夾緊到優化工裝上的參考機架,利用優化工裝地參考機架找到需要調整的部位(圖2為工裝實際使用效果),依次調整敞篷機構偏差較大的部位,并檢查關鍵尺寸,檢查篷布各個定位點,在確保敞篷機構能完美地貼合優化工裝地參考機架后,再將敞篷機構整體裝配在汽車上。其中,整體機構裝配單件可節省20 min,篷布調整可節省35 min,單件微調可節省10 min。另外,由于該工裝具備定位功能,在裝配前后可充當質量檢測治具,可減少單件質量檢測時間25 min左右,整個裝配過程單件節省時間可達1.5 h左右;在優化工裝的實際應用中,本作者發現該工裝還可以充當轉運工裝,不僅僅大幅度節省轉運工時,還大大降低了轉運過程中零件的損傷。
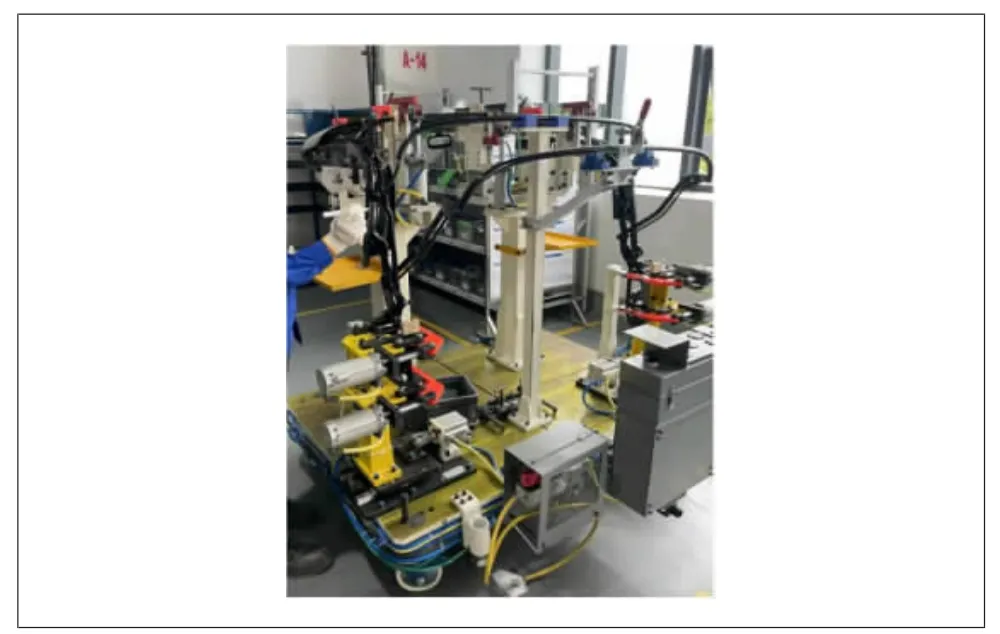
圖2 優化工作使用效果圖
4 結語
在汽車個性化及定制化不斷發展的趨勢下,敞篷機構這類具備一定特色的汽車機械零部件的應用越來越多、對傳統的機械裝配質量挑戰也越來越大[3]。其中,汽車敞篷的裝配質量(氣密性、裝配可靠性、穩定性、外觀等)對敞篷機構的使用壽命及客戶接受度影響很大。想要確保敞篷汽車的裝配質量,需要在現有汽車量產基礎上對汽車敞篷機構等小批量生產特色件進行專有的工裝設計。通過對敞篷機構(軟頂)進行了機械裝配設計,可幫助汽車小批量個性化定制生產提升一定的裝配質量,對敞篷機構的裝配方法提供可實現的裝配方法,并經實踐檢驗,效果良好。但是后續汽車個性化生產還存在較大的提升空間(例如:硬頂敞篷、尾翼、天窗等裝配過程),仍需各大汽車企業不斷地深入研究及改進。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
汽車與安全(2019年9期)2019-11-22 09:48:03
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
現代企業(2015年2期)2015-02-28 18:45:09
決策探索(2014年21期)2014-11-25 12:29:50