GFRP 旋轉(zhuǎn)超聲套孔加工軸向力試驗(yàn)研究*
2022-04-07 09:57:56朱卓志徐蘇柏董香龍韋文東劉子文宋春陽
制造技術(shù)與機(jī)床 2022年4期
朱卓志 鄭 雷 徐蘇柏 董香龍 韋文東 劉子文 宋春陽
(鹽城工學(xué)院機(jī)械工程學(xué)院,江蘇 鹽城 224051)
纖維增強(qiáng)復(fù)合材料(fiber reinforced plastic,F(xiàn)RP)具有比模量高、比強(qiáng)度高、耐疲勞和耐腐蝕等優(yōu)良特性,廣泛應(yīng)用于航空航天、船舶和軍工等領(lǐng)域[1-2]。玻璃纖維增強(qiáng)復(fù)合材料(glass fiber reinforced plastic,GFRP)作為FRP的代表之一,在實(shí)際工程應(yīng)用中,常需要進(jìn)行一定量的孔加工以便與其他零部件裝配連接。在常規(guī)麻花鉆制孔過程時(shí),由于鉆削軸向力過大,GFRP 孔常存在毛刺、分層和撕裂等加工缺陷,極大影響了GFRP 結(jié)構(gòu)件的裝配連接強(qiáng)度[3-4]。
旋轉(zhuǎn)超聲套孔加工是集傳統(tǒng)超聲加工和套料鉆套磨加工為一體的復(fù)合加工方式,較常規(guī)制孔方式,可有效降低FRP 孔加工的軸向力,改善制孔質(zhì)量。李哲等[5-6]對(duì)碳纖維增強(qiáng)復(fù)合材料(carbon fiber reinforced plastic,CFRP)進(jìn)行旋轉(zhuǎn)超聲套孔加工研究,對(duì)比常規(guī)孔加工,軸向力降低12%~20%,孔壁表面粗糙度降低24%~36%。Wu C Q 等[7]對(duì)CFRP 進(jìn)行旋轉(zhuǎn)超聲套孔研究,發(fā)現(xiàn)旋轉(zhuǎn)超聲加工可有效減少孔出口分層缺陷。Mohammad B 等[8]對(duì)GFRP 進(jìn)行旋轉(zhuǎn)超聲套孔加工研究,相對(duì)于常規(guī)加工,軸向力大幅降低,孔出口分層損傷減少23%。
在FRP的旋轉(zhuǎn)超聲套孔加工過程中,鉆削軸向力的大小對(duì)孔加工質(zhì)量有直接影響,因此建立鉆削力數(shù)學(xué)模型具有著非常重要的研究意義。本文通過分析旋轉(zhuǎn)超聲套孔加工的運(yùn)動(dòng)學(xué)特性,建立鉆削力數(shù)學(xué)預(yù)測(cè)模型,并以GFRP 為研究對(duì)象,進(jìn)行旋轉(zhuǎn)超聲套孔加工試驗(yàn),分析旋轉(zhuǎn)超聲套孔加工的工藝效果,為FRP 高質(zhì)量孔加工的工藝參數(shù)選擇提供參考。
1 旋轉(zhuǎn)超聲套孔加工鉆削力模型建立
1.1 旋轉(zhuǎn)超聲套孔加工運(yùn)動(dòng)學(xué)特性分析
旋轉(zhuǎn)超聲套孔加工示意圖,如圖1 所示。套料鉆隨主軸高速旋轉(zhuǎn)的同時(shí),沿其軸線方向做超聲頻率的振動(dòng),通過與工件之間的進(jìn)給運(yùn)動(dòng),端部金剛石磨粒以磨削的方式實(shí)現(xiàn)材料的去除。

圖1 旋轉(zhuǎn)超聲加工示意圖
由旋轉(zhuǎn)超聲套孔加工的特點(diǎn),可將套料鉆上任一磨粒在空間三維展開,其運(yùn)動(dòng)軌跡可表示為:

式中:v為套料鉆相對(duì)于工件的進(jìn)給速度,mm/s;t為時(shí)間,s;A為振幅,mm;f為振動(dòng)頻率,Hz;ω為磨粒的角速度,rad/s;R為單顆磨粒到套料鉆軸線的垂直距離,mm。
由式(1)得旋轉(zhuǎn)超聲套孔加工單顆磨粒的速度為:

進(jìn)而求得旋轉(zhuǎn)超聲套孔加工單顆磨粒的加速度為:

當(dāng)A=0.002 5 mm,f=35 000 Hz,v=9 mm/min,R=4 mm和主軸轉(zhuǎn)速n=2 000 r/min 時(shí),單顆磨粒運(yùn)動(dòng)軌跡可表示如圖2 所示。結(jié)合圖2 與式(1)、式(2)和式(3),可將單顆磨粒的運(yùn)動(dòng)特性表示如圖3 所示。結(jié)合圖2和圖3 可知,旋轉(zhuǎn)超聲套孔加工中單顆磨粒的運(yùn)動(dòng)軌跡為一條正弦振動(dòng)的三維螺旋曲線,磨粒受超聲振動(dòng)作用,在一個(gè)周期T內(nèi),僅有極小段的時(shí)間 Δt參 與磨削,磨削深度為δ,與工件之間形成周期性的接觸分離。由于磨粒加速度的周期性變化,磨粒對(duì)工件總保持極高的沖擊速度,在短時(shí)間內(nèi)完成對(duì)工件的加載和卸載,有效防止了磨粒對(duì)工件內(nèi)部材料的進(jìn)一步的破壞,促使材料斷裂去除,減少加工過程中磨屑粘刀和料芯堵刀問題,提高孔加工質(zhì)量[8-9]。

圖2 旋轉(zhuǎn)超聲加工單顆磨粒運(yùn)動(dòng)軌跡

圖3 旋轉(zhuǎn)超聲加工單顆磨粒運(yùn)動(dòng)特性
1.2 鉆削力模型建立
為建立旋轉(zhuǎn)超聲套孔加工鉆削力數(shù)學(xué)模型,需對(duì)套料鉆工作部金剛石磨粒和工件做出一定的假設(shè):
(1)參與磨削的磨粒為大小相同的剛性球體。
(2)所有磨粒露出的切削刃高度相同,且在一個(gè)振動(dòng)周期內(nèi)都參與磨削。
(3)FRP的纖維和基體結(jié)合良好,遵循線彈性理論,為理想的脆性材料。
在已有假設(shè)的狀況下,考慮到旋轉(zhuǎn)超聲套孔加工的鉆削力與磨粒對(duì)工件的周期性沖擊力有關(guān),可將單顆磨粒產(chǎn)生最大沖擊力Fm與單顆磨粒產(chǎn)生的切削力Fi的關(guān)系表示為[10]:

套料鉆表面磨粒產(chǎn)生的最大沖擊力Fm與磨削深度 δ有關(guān),兩者關(guān)系可表示為[11-12]:

式中:d為單顆磨粒直徑;σ為纖維增強(qiáng)材料的泊松比;E為纖維增強(qiáng)材料的彈性模量。考慮纖維增強(qiáng)復(fù)合材料在套孔加工時(shí)多受到軸向壓力載荷以及自身的力學(xué)性能各向異性的特點(diǎn),模型中選用纖維和樹脂基體的縱向彈性模量與泊松比,并將其簡(jiǎn)化為[11-12]:
式(6)和(7)中:Em和Ef分別為纖維和基體的彈性模量,Vm和Vf分別為纖維和基體的所占的體積分?jǐn)?shù),σm和 σf分別為纖維和基體的泊松比。
脆性斷裂是纖維增強(qiáng)復(fù)合材料在套孔加工時(shí)的主要失效形式。根據(jù)脆性材料壓痕斷裂力學(xué),旋轉(zhuǎn)超聲加工中單顆磨粒的單周期內(nèi)的材料去除體積可表示為[11-13]:

式中:CL和CH為橫向裂紋長(zhǎng)度和深度,L為單顆磨粒在工件表面的有效磨削長(zhǎng)度。CL和CH可以進(jìn)一步表示為:

式(9)和(10)中:KC為材料壓痕斷裂韌性,kL和kH比例常數(shù)。
由旋轉(zhuǎn)超聲加工的運(yùn)動(dòng)學(xué)特性,單顆磨粒的有效磨削長(zhǎng)度L可表示為:

式中:D1為 套料鉆外徑;D2為套料鉆內(nèi)徑。
旋轉(zhuǎn)超聲套孔加工的材料去除率(material removal rate,MRR )為:

式中:N為套料鉆表面參與磨削的磨粒數(shù)目,N與金剛石磨粒在套料鉆工作部濃度和套料鉆與工件接觸面相關(guān)。
旋轉(zhuǎn)超聲套孔加工的材料去除率可以寫成進(jìn)給速度v的表達(dá)形式:

聯(lián)立式(4)~(13)可得鉆削力F為:

根據(jù)已有學(xué)者的研究結(jié)論[13-16],Δt可表示為振動(dòng)頻率、振幅和主軸進(jìn)給速度的相關(guān)函數(shù)。由超聲振動(dòng)加工時(shí)磨粒的瞬時(shí)進(jìn)給速度遠(yuǎn)大于主軸的瞬時(shí)進(jìn)給速度,Δt又可近似表示為振動(dòng)頻率和振幅相關(guān)函數(shù),進(jìn)而有:

由此可得旋轉(zhuǎn)超聲套孔加工鉆削力F模型為:

由式(16)可知,旋轉(zhuǎn)超聲套孔加工的鉆削力與主軸進(jìn)給和轉(zhuǎn)速,超聲振動(dòng)幅度和頻率及套料鉆壁厚等參數(shù)有關(guān)。鉆削力受進(jìn)給速度和主軸轉(zhuǎn)速影響的權(quán)重較大,且隨主軸轉(zhuǎn)速的提高或是進(jìn)給速度降低,都呈現(xiàn)減小趨勢(shì)。因此,開展主軸轉(zhuǎn)速和進(jìn)給速度對(duì)GFRP 旋轉(zhuǎn)超聲套孔加工的鉆削軸向力和孔口加工質(zhì)量影響規(guī)律的試驗(yàn)研究,對(duì)實(shí)現(xiàn)GFRP高質(zhì)量孔加工具有一定的指導(dǎo)意義。
2 試驗(yàn)設(shè)備與方案
試驗(yàn)采用的GFRP 工件厚10 mm,纖維含量約60%,密度為1.8 g/cm3,基體為環(huán)氧樹脂,彈性模量為72 GPa,抗壓強(qiáng)度為380 MPa。試驗(yàn)所用的刀具為燒結(jié)/釬焊薄壁金剛石套料鉆,鉆頭工作部外徑為8 mm,壁厚為0.4±0.1 mm,金剛石磨粒濃度為150%。試驗(yàn)的刀具及工件裝夾如圖4 所示,試驗(yàn)在VMC-C30 五軸五聯(lián)動(dòng)數(shù)控加工中心進(jìn)行,軸向力由Kistler 壓電式4 分量測(cè)力儀實(shí)時(shí)采集。試驗(yàn)采用SZ-12 型超聲振動(dòng)系統(tǒng),在頻率為 35 kHz,振幅為2.5 μm 時(shí),具有最佳超聲振動(dòng)效果。試驗(yàn)加工參數(shù)變化均采用等差遞增,試驗(yàn)參數(shù)如表1 所示。試驗(yàn)結(jié)束后,采用Navitar顯微觀測(cè)系統(tǒng)觀測(cè)孔加工表面。

圖4 刀具及工件裝夾

表1 試驗(yàn)參數(shù)設(shè)計(jì)
3 試驗(yàn)結(jié)果分析
3.1 軸向力分析
在GFRP 制孔過程中,軸向力對(duì)孔加工質(zhì)量影響最大,軸向力隨主軸轉(zhuǎn)速和進(jìn)給速度的變化規(guī)律如圖5 所示。由圖可知,軸向力隨著主軸轉(zhuǎn)速的提升和進(jìn)給速度的降低大致呈現(xiàn)減小趨勢(shì),與上文鉆削力數(shù)學(xué)模型的推測(cè)結(jié)果相符,驗(yàn)證了鉆削力數(shù)學(xué)模型的正確性。分析軸向力的變化趨勢(shì),主要原因?yàn)椋寒?dāng)主軸轉(zhuǎn)速提高,套料鉆表面磨粒切削刃的線速度隨之提高,進(jìn)而帶來更大的沖擊力和更強(qiáng)的切削能力,促使材料斷裂去除,使套料鉆在孔加工時(shí)產(chǎn)生的軸向力降低;當(dāng)進(jìn)給速度降低,套料鉆在單位時(shí)間內(nèi)每轉(zhuǎn)的軸向切深減少,去除材料的體積減少,進(jìn)而使材料對(duì)套料鉆磨粒產(chǎn)生阻力減少,在孔加工時(shí)產(chǎn)生的軸向力降低。

圖5 軸向力對(duì)比
在GFRP 制孔試驗(yàn)中,套料鉆產(chǎn)生的最大軸向力僅為32 N,表明薄壁中空結(jié)構(gòu)的金剛石套料鉆可有效降低軸向力,能夠適用于GFRP的孔加工。同時(shí)相對(duì)于常規(guī)套孔加工,旋轉(zhuǎn)超聲加工可使軸向力進(jìn)一步降低,降低幅度為6%~25%,分析其原因?yàn)椋盒D(zhuǎn)超聲套孔加工具有脈沖式動(dòng)態(tài)磨削特性,使套料鉆與工件在短時(shí)間內(nèi)不斷接觸分離,形成振動(dòng)沖擊效果,促使纖維材料破裂去除,在一定程度上降低了軸向力。
3.2 孔加工出入口質(zhì)量分析
GFRP 孔加工后的表面圖形通過Navitar 顯微觀測(cè)系統(tǒng)進(jìn)行采集。在套孔加工初始階段,套料鉆可以獲得較好冷卻,刀具表面金剛石磨粒可完全切斷纖維,GFRP 孔加工入口處近乎不存在加工缺陷,孔加工入口如圖6 所示。
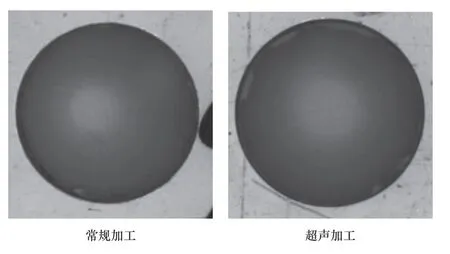
圖6 GFRP 孔入口
但隨著套料鉆磨削深度不斷增加,GFRP 未加工的厚度逐漸減小,孔出口處材料承載能力變差,同時(shí)切削液不容易進(jìn)入,套料鉆冷卻不充分,磨粒無法有效切斷纖維,孔出口處加工不充分的材料容易演化成如圖7 所示的分層缺陷。

圖7 GFRP 孔出口
為對(duì)孔出口分層損傷進(jìn)行統(tǒng)計(jì),采用Digimizer軟件對(duì)采集得到的圖像進(jìn)行測(cè)量與分析,并用分層因子γ對(duì)分層缺陷進(jìn)行表征[8-9],其原理示意圖,如圖8 所示,分層比γ定義為鉆削產(chǎn)生出口分層的圓的最大直徑Lmax與 鉆削孔直徑Lo之比,其計(jì)算方法為:


圖8 孔出口分層因子示意圖
旋轉(zhuǎn)超聲加工和常規(guī)加工的分層因子對(duì)比,如圖9 所示。相較于常規(guī)套孔加工,旋轉(zhuǎn)超聲加工的出口分子因子降低,降低幅度為8%~15%,同時(shí)分層因子隨著主軸轉(zhuǎn)速的提高和進(jìn)給速度降低呈降低趨勢(shì),與軸向力變化趨勢(shì)大致相同,表明旋轉(zhuǎn)超聲振動(dòng)能有效降低了軸向力,進(jìn)而提高制孔質(zhì)量。

圖9 孔出口分層因子對(duì)比
4 結(jié)語
本文首先分析了旋轉(zhuǎn)超聲套孔加工的運(yùn)動(dòng)學(xué)特性,建立鉆削力數(shù)學(xué)模型,并進(jìn)行GFRP 孔加工試驗(yàn)驗(yàn)證,現(xiàn)得到結(jié)論如下:
(1)通過旋轉(zhuǎn)超聲套孔加工運(yùn)動(dòng)學(xué)特性建立的鉆削力數(shù)學(xué)模型表明,鉆削力受主軸轉(zhuǎn)速和進(jìn)給速度的影響較為顯著。
(2)相對(duì)于常規(guī)套孔加工,旋轉(zhuǎn)超聲加工能夠有效降低軸向力,最大降幅可達(dá)25%。軸向力在降低的同時(shí)孔出口分層損傷隨之減小,兩者隨工藝參數(shù)的變化規(guī)律近乎具有一致性,表明降低軸向力可以改善GFRP 孔加工質(zhì)量。
(3)GFRP 孔加工試驗(yàn)表明,軸向力隨著主軸轉(zhuǎn)速的增大和進(jìn)給速度的減小呈降低趨勢(shì),與鉆削力數(shù)學(xué)模型預(yù)測(cè)的結(jié)果相符,因此GFRP的高質(zhì)量孔加工應(yīng)選在高轉(zhuǎn)速和低進(jìn)給的加工參數(shù)下進(jìn)行。
