微小窄槽的數(shù)控車削加工技術(shù)研究
2022-04-07 09:58:10宋佳杰
制造技術(shù)與機床 2022年4期
宋佳杰 朱 剛 陳 路
(上海無線電設備研究所,上海 200090)
環(huán)形溝槽特征是回轉(zhuǎn)類零件常見的特征,根據(jù)槽的數(shù)量可分為單槽和多槽,單槽采用G01 切削即可;對于多槽的加工,常常采用切槽循環(huán)指令G75或子程序編制加工程序[1]。根據(jù)槽的寬度,可分為寬槽和窄槽。寬槽無法一次車出,往往采用多次排切的方法加工[2],而窄槽可根據(jù)槽寬使用等寬槽刀一次車出。而槽寬在0.1 mm 以下的稱為微小窄槽,受制于刀具制造商的制造能力,微小窄槽通常難以用標準槽刀車削,而密集分布的微小窄槽加工難度更高,給生產(chǎn)加工造成了很大的困難。
陳誠等人通過工藝分析和正交試驗,研究了寬2.4 mm的環(huán)形密封槽的高效車削加工方法[3];王仁偉等人通過建立有限元模型,對環(huán)槽車削加工工藝參數(shù)與刀具磨損速度的關(guān)系進行了研究,并優(yōu)化了加工參數(shù)[4];沈國祥通過加工工藝分析,研究了寬槽和常規(guī)窄槽的數(shù)控車削方法[5];吳衛(wèi)通過工藝分析,研究了高精度的多道環(huán)形槽零件車削加工工藝方法及測量方法[6];凌平等人通過工裝、刀具材料及參數(shù)、切削余量和工藝流程等方面的分析,提出并研究了減少切削加工中變形和振動的方法[7]。目前針對環(huán)槽的加工技術(shù)研究多為常規(guī)寬度的槽型,對于槽寬在0.1 mm 以下的微小窄槽則研究較少。本文將以內(nèi)型芯零件為例,探討密集微小窄槽的加工方法。
1 內(nèi)型芯零件簡介
內(nèi)型芯是某武器型號中天線的重要零件,其材料為鋁合金2A12-H112,結(jié)構(gòu)模型如圖1 所示,設計圖如圖2 所示。整個工件由頭部、中間錐度部分及尾端組成。其頭部具有?0.54±0.01 mm的細小直徑;中間部分為圓錐形,小端直徑為1.35 mm,大端直徑為6.3 mm;工件的尾端是直徑6-0.01×8 mm的圓柱,包含1 處M2-6H 螺紋孔。其最典型的特征是:外錐面上分布有103 處密集排列的微小窄槽,每處槽寬均為0.08±0.01 mm,槽深0.16 mm,相鄰兩槽間距0.2 mm。微小窄槽的放大圖如圖3 所示。

圖1 內(nèi)型芯零件模型圖

圖2 內(nèi)型芯設計圖

圖3 窄槽局部放大圖
2 加工工藝性及難點分析
2.1 車削振動和錐度
工件的頭部細小圓柱部分直徑為0.54±0.01 mm,長度為5.02 mm,長徑比接近10,由于其直徑太小,且在加工中無法使用輔助支撐,所以裝夾剛性和切削剛性較差,易造成車削振動和錐度。
2.2 無微小窄槽車削刀具
工件錐度圓周上均勻分布了103 處寬度為0.08 mm的等深度微小窄槽。針對窄槽特征,常規(guī)的加工方法是選用與窄槽寬度等寬的切槽刀,將窄槽一次性加工完成。因此,加工0.08 mm 窄槽的刀具寬度最大只能是0.08 mm。而刀具市場上常見的切槽刀寬度最小是0.5 mm,無法滿足該工件的加工。刀具問題成為了加工的最大瓶頸。
2.3 表面質(zhì)量難以保證
工件表面粗糙度要求Ra0.8 μm,而窄槽的表面粗糙度保證是一個難點。由于窄槽刀具尺寸極小,幾乎無副偏角,副刀刃與工件窄槽接近線接觸,切削過程中稍有排屑不暢,就會產(chǎn)生坑刀現(xiàn)象。因此對于這種情況下的加工,冷卻不是首要問題,影響更大的是潤滑和排屑問題。而水基冷卻液并不能取得很好的切削效果,易造成表面粗糙度較大。此外,由于微小窄槽的寬度僅為0.08 mm,常規(guī)刀具難以將車削毛刺去除,所以槽內(nèi)毛刺的去除也是一個難點,毛刺將嚴重影響外錐面的表面粗糙度。
2.4 傳統(tǒng)編程效率低下
工件上的微小窄槽共有103 處,選擇所有的窄槽,進行計算機輔助編程工作量較大,生成的程序繁瑣,程序檢查困難,為提高編程及加工效率,需采用更高效的編程方法。
3 工藝方案和解決措施
3.1 工藝方案設計
工藝方案應首先保證加工頭部細小直徑時無錐度和振動。工件的最大直徑處為6.3 mm,為避免加工過程中產(chǎn)生振動,選擇了?10 mm的圓棒進行加工,以提升工件剛性。對于頭部的?0.54 mm 細長圓柱部分的加工,先將材料輪廓粗加工成型,頭部粗加工成直徑5 mm×5 mm的圓柱部分,以去除材料中的部分應力(如圖4 所示),后續(xù)再精加工。具體工藝流程如圖5 所示,首先進行毛坯粗加工,預留夾持工藝塊,再加工頭部細小直徑,然后加工錐度、割槽及尾部外圓,割斷后加工尾部端面及內(nèi)螺紋。

圖4 毛坯粗加工輪廓形狀
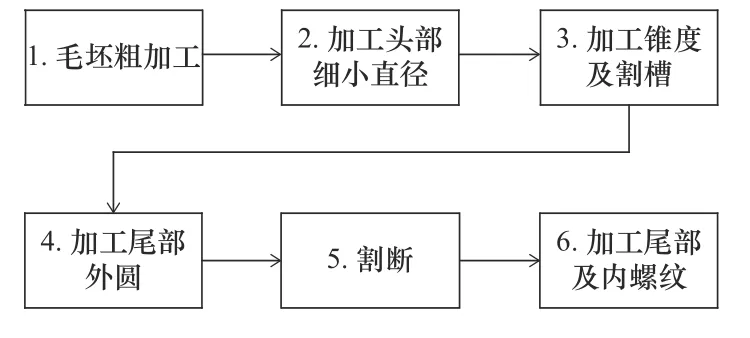
圖5 工藝流程圖
走刀路徑方面,?0.54 mm 細長外圓加工采用了逐段分段加工的進給路線,每次加工長度1.7 mm,有效避免了工件在加工中產(chǎn)生錐度。外圓加工選用了HP 大前角的KC5410 涂層刀具,該涂層與鋁合金親和力小,大大減小了徑向切削力。粗加工刀片刀尖圓弧半徑為0.2 mm,精加工刀片刀尖圓弧半徑為0.1 mm。
3.2 切槽刀具的設計與制作
微小窄槽的車削加工切削力較大,且刀頭呈狹長型,易產(chǎn)生切削振動,因此刀具設計的首要原則是保證刀具的剛性。由于切削刃處于半封閉狀態(tài),切削熱量不易傳散出去,集中在刀具上,加劇了刀具磨損[8],且刀具受到槽兩側(cè)面的摩擦阻力較大,所以在設計上要盡可能地減小摩擦阻力,降低切削熱量。
3.2.1 切槽刀具類型選擇
內(nèi)型芯工件每一處槽寬均為0.08±0.01 mm,材質(zhì)為硬鋁2A12,比較適合采用硬質(zhì)合金切槽刀進行加工,由于待加工的槽均分布在外圓錐面上,所以切槽刀宜采用單面斜形刀具,如圖6 所示。
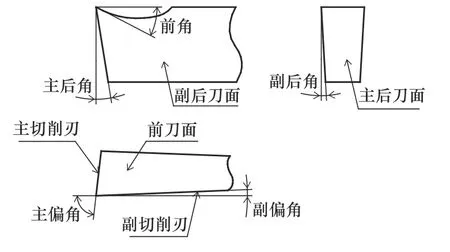
圖6 切槽刀結(jié)構(gòu)示意圖
3.2.2 切槽刀具材料選擇
相比于高速鋼,硬質(zhì)合金不僅硬度更高,還具有更好的耐磨性和熱硬性,可減小因刃口磨損造成的表面粗糙。在內(nèi)型芯切槽加工時,須連續(xù)完成103 處槽的加工,要求刀具具備較好的耐磨性和使用壽命,因此切槽刀具選擇硬質(zhì)合金材料制作。
3.2.3 切槽刀具主偏角設計
切槽刀主要用于外圓錐面上的槽加工,而外圓錐面母線與軸線的夾角為6.8°,槽底部與外圓錐母線平行,并且切槽刀寬度只有0.08 mm,應盡量減小車削時的軸向分力,以避免刀具振動或折斷。所以主偏角應為83.2°,保證切槽時主切削刃與母線平行,減小刀具所承受的切削力。
3.2.4 切槽刀具前角、副偏角及主后角設計
切槽刀應在刀具結(jié)構(gòu)強度允許的情況下,選擇盡量大的前角,前角增大有利于減小工件塑性變形,降低切削溫度。副偏角越小,刀頭強度越高,但是副偏角太小,會使刀刃與工件表面接觸過大,受到槽兩側(cè)面較大的摩擦阻力,導致表面粗糙度增加和刀具損壞。主后角越大,刀刃越鋒利,越有利于切削,但是刀刃部分的強度會受到影響;主后角過小,則會導致刀具與工件摩擦加劇。
在微小窄槽加工中,刀具本身尺寸較小,強度和剛性都較低,設計角度時應以保證刀具強度為主。根據(jù)前期的切削試驗確定幾何角度的大概范圍,前角應在2°~8°,副偏角應在0°~1°,主后角應在7°~13°。為進一步找到合適準確的副偏角、前角和主后角組合,設計了三因素三水平試驗,使用正交表L9(33)進行正交試驗設計。因素A 為前角,3 種水平分別是3°(A1)、5°(A2)和7°(A3);因素B 為副偏角,3種水平分別是0.3°(B1)、0.6°(B2)和0.9°(B3);因素C為主后角,3種水平分別是8°(C1)、10°(C2)和12°(C3)。每種組合分別加工15 個相同規(guī)格的槽,投影記錄槽寬尺寸并計算標準差,試驗數(shù)據(jù)見表1。
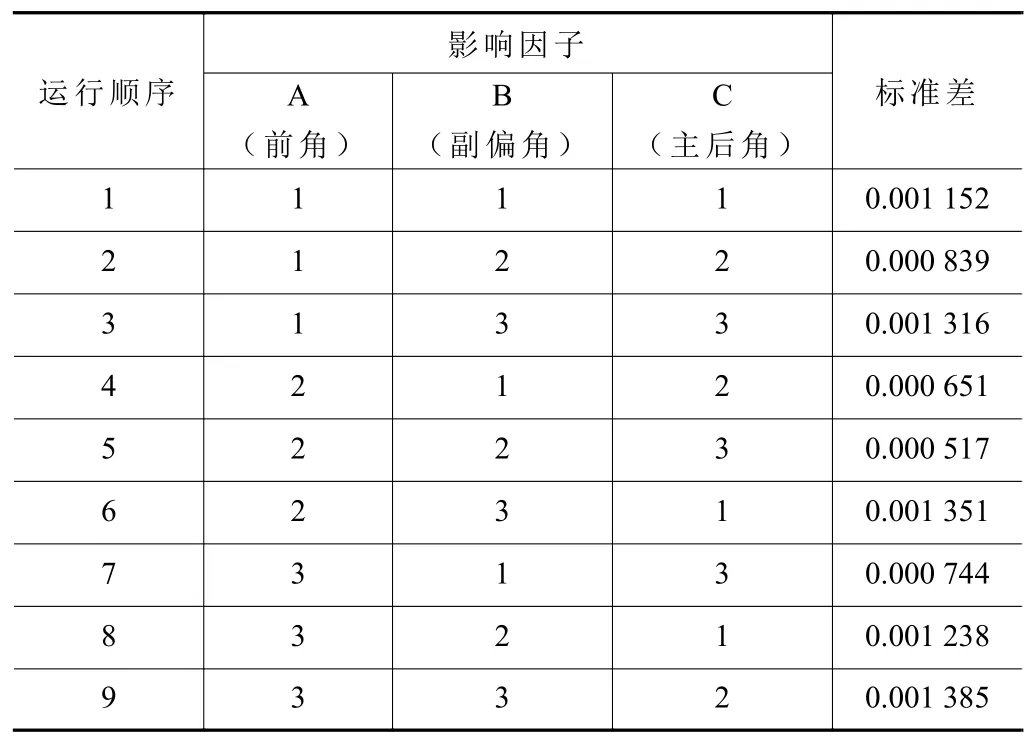
表1 正交試驗數(shù)據(jù)
用Minitab 分析數(shù)據(jù)后,得到分析結(jié)果如表2所示,主效應圖如圖7 所示。
由表2和圖7 可知,從影響的顯著性來看,前角>主后角>副偏角,當A2、B1 與C3 組合時,切削試驗結(jié)果達到最優(yōu)水平,加工效果最穩(wěn)定。因此切槽刀設計采用前角為5°、主后角為12°和副偏角為0.3°的幾何角度。由于副偏角接近于0°,將導致切削熱量升高和表面粗糙度增大,可通過改善冷卻和潤滑條件來彌補這一缺陷。

表2 正交試驗分析結(jié)果
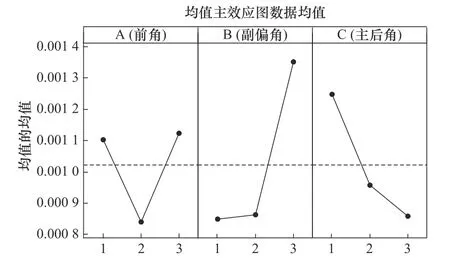
圖7 正交試驗主效應圖
3.2.5 分離式可換刀頭結(jié)構(gòu)設計
在前期的試驗中,選擇了YG8 硬質(zhì)合金圓棒材質(zhì)自制整體切槽刀加工,然而,在試切加工中,此類刀具極易折斷,且斷裂部位都在刀頭和刀桿結(jié)合部。通過原因分析,由于刀頭與刀桿結(jié)合部材料厚薄差異大,存在較大的加工應力,一旦出現(xiàn)排屑不暢,極易折斷刀具,從而無法連續(xù)完成103 處微小窄槽的加工。
為增加刀具使用壽命,設計了分離式可換刀頭結(jié)構(gòu),如圖8 所示。選用KC730 涂層的硬質(zhì)合金刀片,通過螺釘固定在刀桿上,線切割輔助加工成型后,精磨至刃寬0.08 mm。此種分離式結(jié)構(gòu),使刀片和刀桿的連接部位不再因應力而折斷,整體剛性顯著提高。

圖8 修磨完成的刀具局部放大圖
3.2.6 刀刃的磨削
根據(jù)刀刃磨削的要求,選擇了自銳性較好的RVD 金剛石的樹脂結(jié)合劑砂輪,粒度號為140/170。窄槽刀具在刃磨過程中使用公法線千分尺進行刀具寬度不間斷測量,并通過放大投影,逐步修正刀具寬度0.08 mm,同時修正刀頭和刀桿的垂直度。如圖9 所示為使用公法線千分尺進行刀具寬度測量,刃磨完成后刃口實際寬度為0.078 mm。圖10 為修磨完成的刀具頭部放大圖。

圖9 采用水基冷卻液加工后的工件(局部)

圖10 采用切削純油加工后的工件(局部)
3.3 表面質(zhì)量的改善措施
3.3.1 切削液的選用
由于窄槽刀具副切削刃與工件接近線接觸,前期切削試驗過程中稍有排屑不暢,就會產(chǎn)生坑刀現(xiàn)象,如圖11 所示。因此對于微小窄槽的加工,不僅要保證冷卻條件,更要兼顧潤滑和排屑問題。

圖11 內(nèi)型芯30 倍投影圖(局部)
工件材料為2A12 硬鋁合金,加工時,如果切削液的潤滑性和冷卻性不佳,會導致加工刀具出現(xiàn)粘刀,排屑性能差,容易折斷刀具。傳統(tǒng)的鋁合金精加工,使用煤油當作鋁合金潤滑液,但加工中容易產(chǎn)生燃爆并有異味,加工后還需要再次對切削工件進行清洗,不滿足加工要求。因此,為取得良好的潤滑性,采用了洛斯SS49 純切削油,該切削油屬于高性能中黏度礦物油,含有多量氯化物添加劑、活性硫及脂肪油,能有效地保護刀具,顯著改善工件表面質(zhì)量。同時,窄槽加工的過程中結(jié)合了壓縮空氣吹屑的方法,使窄槽側(cè)面的加工質(zhì)量明顯得到了提高,如圖12 所示,滿足了表面粗糙度Ra 0.8 μm的設計要求。

圖12 加工完成的內(nèi)型芯零件
3.3.2 槽口毛刺的去除
在車削加工后,窄槽的外角口處存在著微小毛刺,因空間受限,無法用刮刀或砂紙等常規(guī)工具去除毛刺。因此,對走刀路線進行了優(yōu)化,針對圓錐及微小窄槽部分按原尺寸再增加一次精加工,將槽口或槽內(nèi)的毛刺徹底去除。按此工藝方法加工出的工件外形和窄槽交匯處保持清角無毛刺(圖13 所示),加工完成的工件如圖14 所示。

圖13 分離式可換刀頭設計示意圖

圖14 公法線千分尺測量刀刃寬度
3.4 基于宏程序的微小窄槽切削加工編程
內(nèi)型芯中間部分的圓錐上均勻分布的103 處窄槽,如使用CAM的切槽編程,必須對所有的槽進行選擇,工作量較大,且程序字節(jié)量大而繁瑣,不方便進行程序檢查。為了提高微小窄槽加工的編程效率,本文采用了宏程序編程的方法。宏程序是采用變量組合方式形成的加工程序,可以給變量賦值,變量之間可以靈活地進行算術(shù)和邏輯運算、轉(zhuǎn)移和循環(huán)等控制[9-10],程序簡潔、字節(jié)少,且便于對加工參數(shù)進行靈活調(diào)整和程序檢查。該方法大幅度提高了編程效率,比CAM的自動編程更具有優(yōu)越性。
微小窄槽的加工宏程序如下:

4 結(jié)語
本文針對內(nèi)型芯零件微小窄槽的車削加工難點進行了詳細分析,制定了合理的數(shù)控車加工工藝路線,設計并制作了可換刀頭結(jié)構(gòu)的專用切槽刀具,通過正交試驗確定了合適的刀具幾何角度。通過選擇合適的切削液和優(yōu)化去毛刺走刀路線,改善了切槽加工的表面質(zhì)量。同時,結(jié)合宏程序編程的方法,使用較為精簡的數(shù)控程序完成了該零件的加工。通過內(nèi)型芯零件的加工實踐和探索,初步研究了在圓錐形工件上加工密集分布的微小窄槽的方法,為今后在微小零件車削加工方面的研究積累了豐富的經(jīng)驗。
