某型柴油機曲軸孔加工精度提升研究*
2022-04-07 09:58:18李世永張春明郭鵬飛
制造技術與機床 2022年4期
李世永 丁 澤 張春明 郭鵬飛
(①濰柴動力股份有限公司新產品制造中心,山東 濰坊 261061;②青島理工大學機械與汽車工程學院,山東 青島 266520)
柴油機曲軸孔主要作用是支撐曲軸,傳遞從曲柄傳來的扭矩并通過法蘭輸出,同時吸收活塞運動過程中產生的軸向和側向力[1-2]。由于曲軸孔加工質量嚴重影響發動機工作性能,所以對曲軸孔加工精度要求較高,其質量的評價包括直徑、位置度、圓度、同軸度、各檔曲軸孔中心直線度及表面粗糙度等[3]。為滿足這些苛刻質量指標,曲軸孔精加工一般采用專機線鏜或鉸珩兩種加工方式。
基于某新型4 缸柴油機機體,曲軸孔專用工藝裝備采購周期較長,為縮短試制準備周期與降低試制成本,樣試階段采用加工中心與線鏜刀試切?69H6曲軸孔。
1 主要試切條件與測量要求
加工方式:線鏜刀一端與加工中心主軸剛性連接,另一端穿入夾具端部支撐套保證加工位置精度,通過機床主軸軸向移動實現曲軸孔加工,應用的其他加工條件見表1,應用的曲軸孔精加工刀具、夾具照片見圖1、圖2。

圖1 曲軸孔精加工刀具
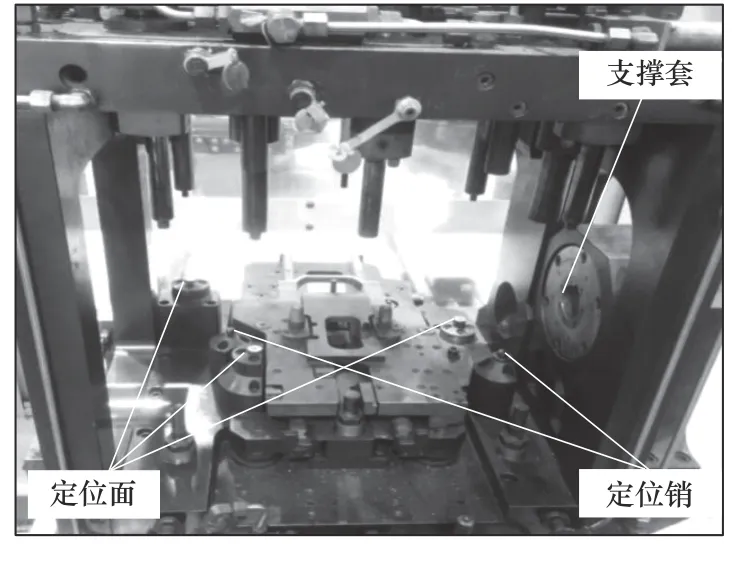
圖2 應用夾具
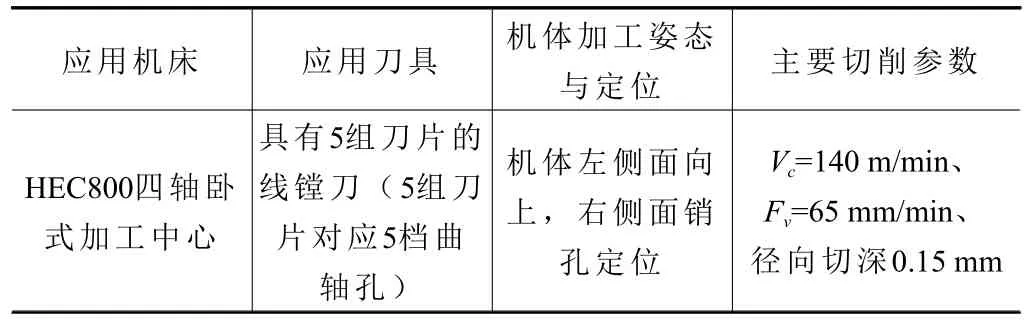
表1 主要加工條件
測量要求:應用ZEISS CALYPSO 三坐標測量機測量每檔(共5 檔)曲軸孔圓柱度,圖3 為曲軸孔測量位置示意圖,每檔曲軸孔用測針掃描兩截面圓(兩截面圓位置分別距離開檔面內側3 mm,有效避開了曲軸孔邊緣銳邊影響)自動構建圓柱評價得出圓柱度,為減小測量誤差,取兩次測量平均值作為每檔曲軸孔有效值。
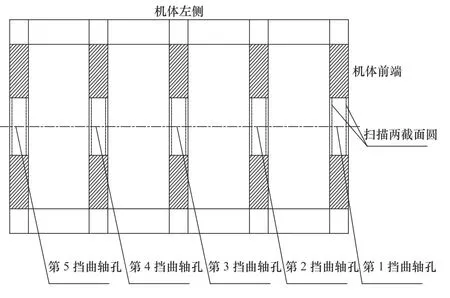
圖3 曲軸孔測量位置示意圖
圖紙要求每檔曲軸孔圓柱度0.007,試切結果機體前端起第1 檔、第4 檔曲軸孔圓柱度為0.011~0.013,加工精度不合格。
2 5M1E 分析
“人機料法環測”是對全面質量管理理論中6個影響產品質量的主要因素的簡稱[4]。人(man),指制造產品的人員;機(machine),指制造產品所用的設備或工具工裝;料(material),指制造產品所使用的材料;法(method),指制造產品所使用的工藝流程和加工方法;測(measurement),指測量采用的方法是否正確,測量結果是否準確;環(environmen),指產品制造過程所處的環境[5-6]。由于這5 個因素的英文首字母是M和E,所以常簡稱為5M1E,當產品出現質量問題時可從5M1E的6 個方面進行排查分析。
2.1 篩選可能的主要因素
對曲軸孔圓柱度加工不合格問題初步分析,見表2,排除次要因素,篩選出“機”與“料”是可能的主要因素。
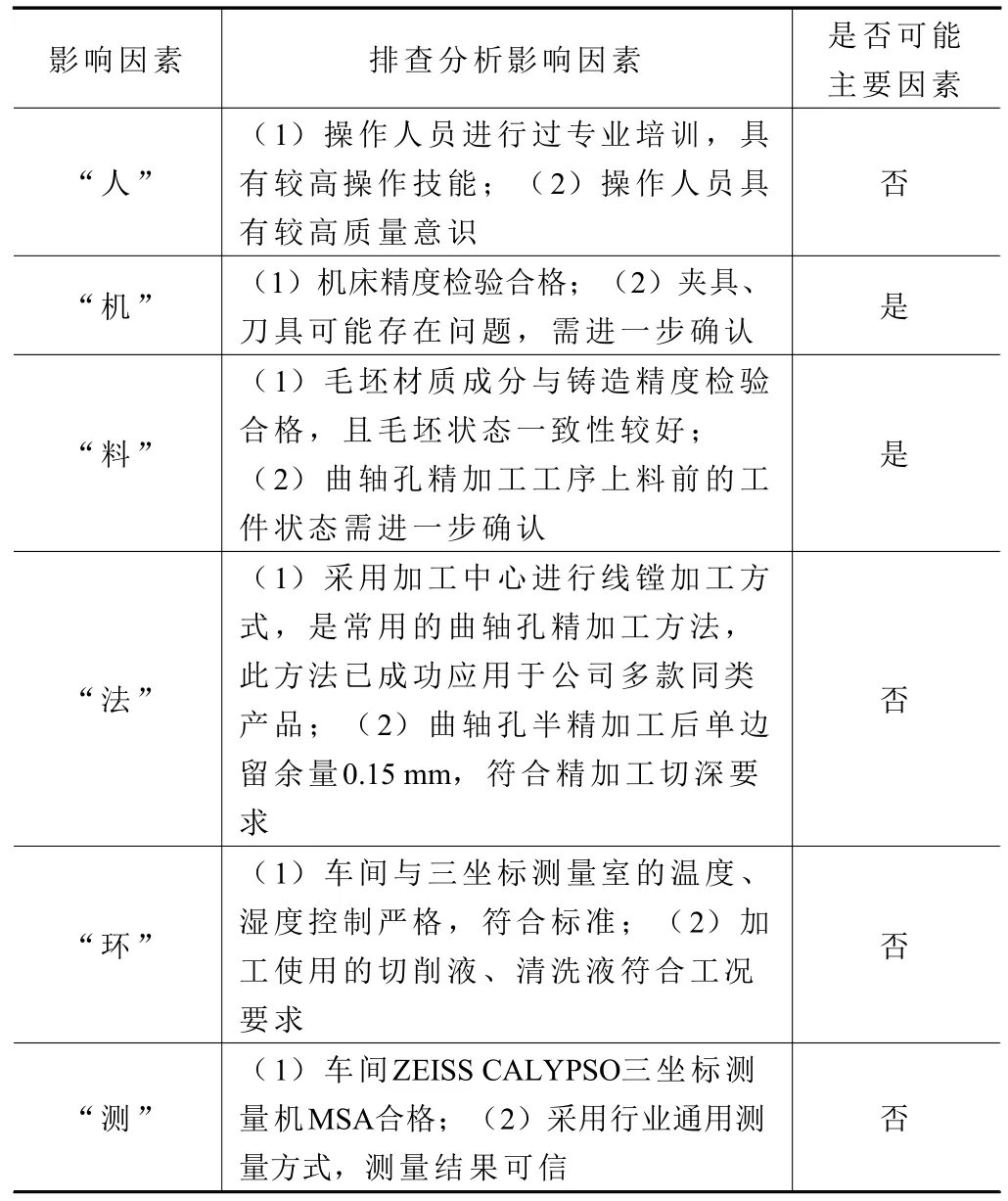
表2 5M1E 分析表
2.2 進一步分析影響因素“機”、“料”
基于可能的主要因素“機”、“料”,分析刀具、夾具和工件半成品影響曲軸孔圓柱度的可能問題項,逐項排查驗證,篩選出主要問題,表3 是排查驗證情況。
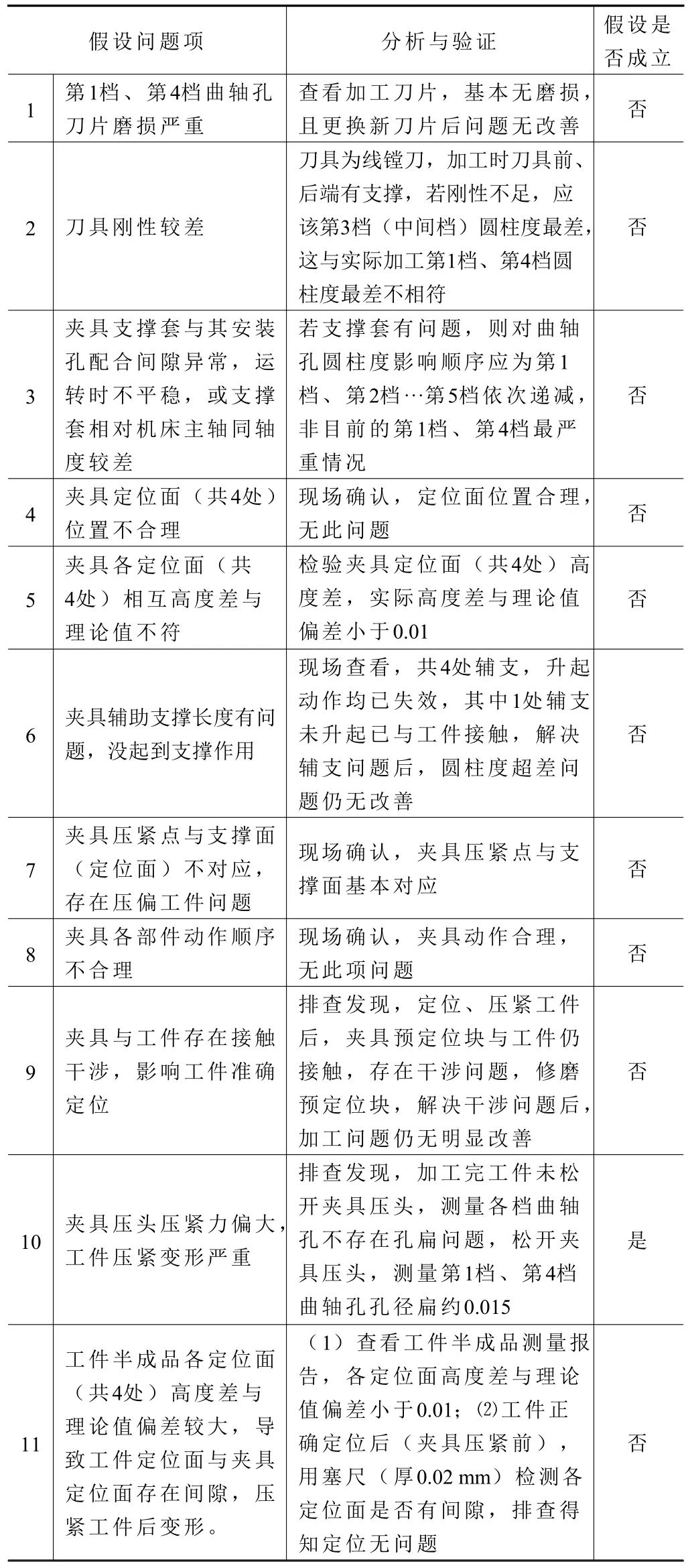
表3 “機”、“料”排查驗證情況
通過上述分析,進一步縮小問題范圍,夾具壓頭壓緊力偏大是曲軸孔圓柱度超差主要原因。
3 夾具優化與工件試切驗證
根據一面兩銷定位原理及不共線三點確定一個平面得知夾具3 處較小定位面(可簡化為3 個點)即可實現平面定位要求,因每處定位面對應著1 處壓緊點,即3 處壓頭可實現工件壓緊。壓頭數量較多時一方面可提高工件剛性與工件切削時可靠性,另一方面可能導致工件壓緊變形,影響工件加工精度。
減少壓頭數量與減小壓頭作用壓力可有效減小夾具壓緊力[7]。基于夾具現狀,考慮盡量減少改造內容,分層分步實施夾具壓頭數量優化與作用壓力優化。
3.1 夾具壓頭數量優化
由夾具液壓原理圖(圖4)得知,共8 處壓頭,4 處壓頭由單獨油缸控制,是主壓頭,此油路共兩處減壓閥,1 處控制3 個油缸,另1 處控制1 個油缸;另外4 處壓頭共用1 個油缸,是輔助壓頭,此油路沒有減壓閥,但有1 處節流閥。
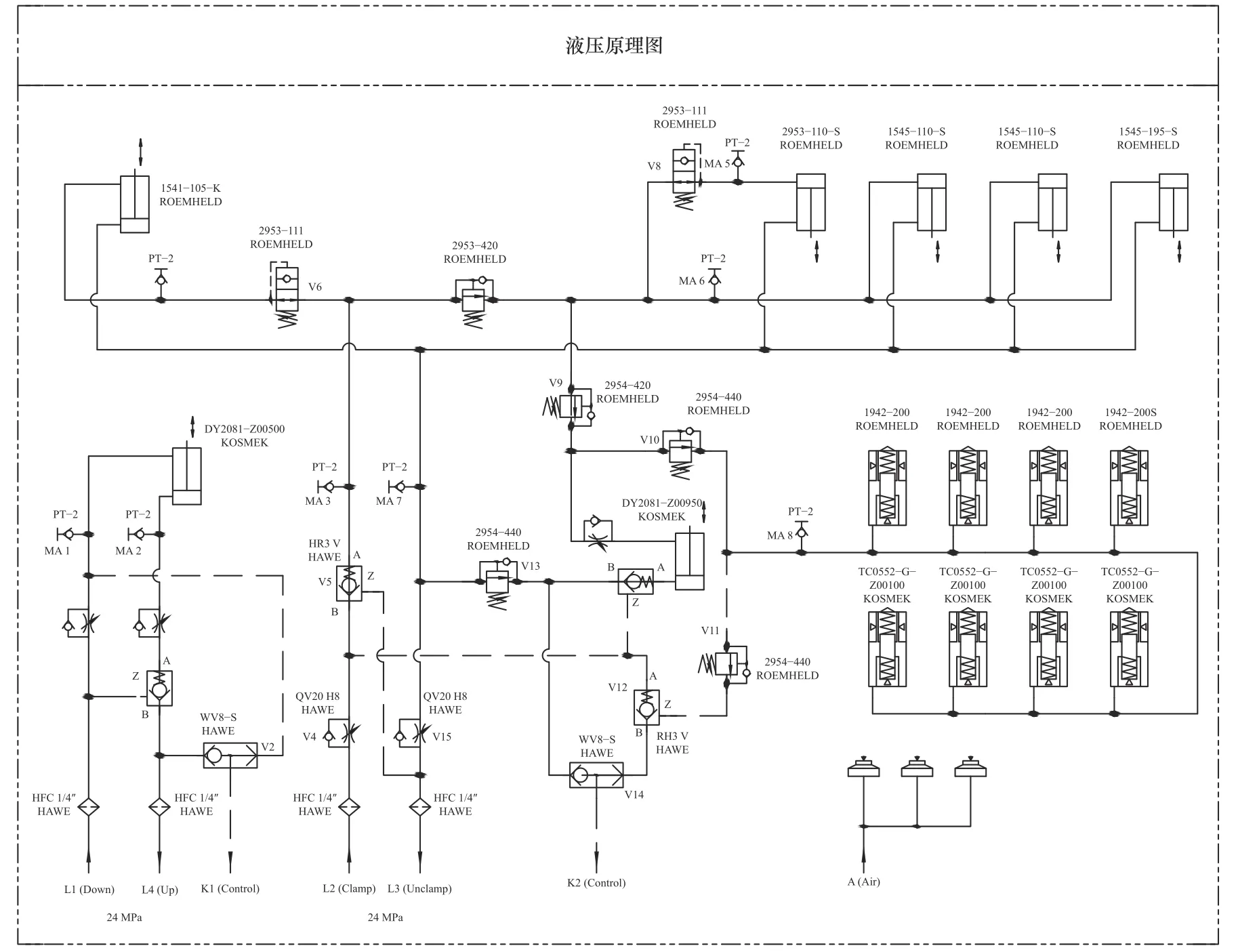
圖4 夾具液壓原理圖
步驟1:保持4 處輔助壓頭狀態不變,通過兩處減壓閥調低主壓頭油路壓力,分別試驗9 MPa、6 MPa、3 MPa 時工件壓緊變形情況。測量方式:通過磁力表座將杠桿表固定至夾具體,使用杠桿表測量工件壓緊前后第1 缸孔有無位移變化(變形量),夾具壓頭及位移變化測量位置見圖5。試驗結果:試驗的3 個壓力,工件壓緊前后均有0.05~0.06 mm 位移變化,即工件壓緊變形較嚴重,表明當前狀態4 個輔助壓頭起主導作用。
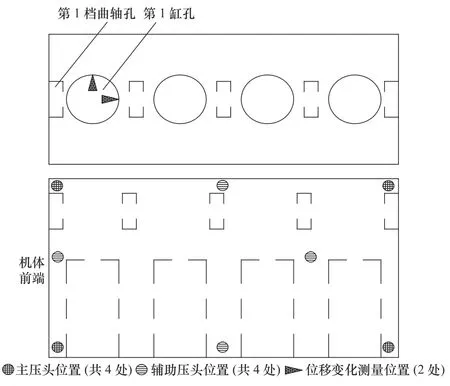
圖5 夾具壓頭及位移變化測量位置
步驟2:考慮避免工件未壓牢,加工中出現工件松動問題,將4 處主壓頭油路壓力調高(9 MPa),通過節流閥切斷4 處輔助壓頭油路壓力(因4 處輔助壓頭油路沒有減壓閥,沒法調低壓力),試驗工件壓緊變形情況。試驗結果:工件壓緊前后有0.054 mm位移變化,工件壓緊變形問題無明顯改善。
試驗結果表明,可去除夾具4 處輔助壓頭作用,同時需繼續調低主壓頭油路壓力,試驗避免工件壓緊變形且能可靠壓緊壓力值。
3.2 夾具壓頭作用壓力優化
步驟3:只保留夾具4 處主壓頭,小分量調低油路壓力,試驗不同壓力值對工件壓緊變形的影響,試驗情況見表4,結果表明,工件壓緊變形量隨油路壓力減小呈減小趨勢,當油路壓力小于等于3 MPa時工件壓緊無明顯變形。
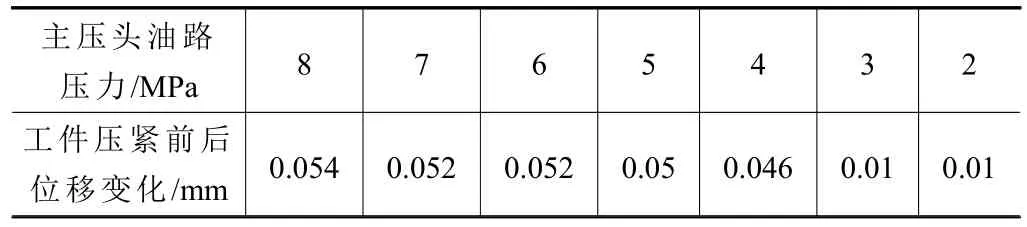
表4 油路壓力對工件變形影響
3.3 工件試切驗證
從上述試驗得知,避免工件壓緊變形的較大油路壓力為3 MPa,此時壓緊工件系數較高,同時考慮曲軸孔精加工時工件承受切削力較小,試切中出現工件松動風險較低,將試切驗證加工效果。
步驟4:只保留夾具4 處主壓頭,主壓頭油路壓力調為3 MPa,完成工件裝夾與試切。試切結果:5 檔曲軸孔圓柱度分別為0.005 4、0.005 0、0.004 9、0.005 6和0.005 8,滿足要求精度(0.007)。
步驟5:固化步驟4 中夾具要求,連續跟蹤5臺氣缸體檢驗報告,曲軸孔加工均合格,圓柱度超差問題徹底解決。
4 結語
通過5M1E 分析與排查鎖定了夾具問題是導致曲軸孔圓柱度加工不合格主要因素,對夾具壓頭數量與位置進行優化,并試驗得出夾具主壓頭油路壓力3 MPa 時既能可靠壓緊工件又能避免壓緊工件變形,解決了曲軸孔圓柱度加工超差問題。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
