中低溫熱處理對SUS304不銹鋼TIG焊接接頭組織及力學性能的影響
2022-04-09 16:55:57鮑慶臣渠懷志史建強宮明龍
電焊機 2022年2期
關鍵詞:力學性能
鮑慶臣 渠懷志 史建強 宮明龍




摘要:軌道交通車輛在沖擊振動試驗后,部分設備SUS304不銹鋼焊接件出現斷裂失效現象。為了提升SUS304不銹鋼焊后機械性能,采用金相顯微鏡、掃描電鏡、硬度測試及拉伸試驗等方法,研究了中低溫熱處理工藝對2 mm厚 SUS304不銹鋼板 TIG 焊接接頭的組織及力學性能的影響。研究發現,經400℃熱處理30 min及焊接后未處理態焊縫組織均由γ -奧氏體與δ -鐵素體組成,δ-鐵素體主要分布于富Cr 區呈蠕蟲狀,熱處理后δ -鐵素體含量有一定程度的減少。焊接接頭熱處理后硬度值整體較未處理態低,焊后焊縫屈服強度為189.5 MPa,應變為64.5%,熱處理后屈服強度為221 MPa,應變為72.7%,屈服強度提升了16.6%,達到母材的屈服強度。斷口呈現出韌性斷裂特征且無顯著焊接缺陷,主要呈現出較深的韌窩,韌窩分布著第二相粒子,第二相粒子阻礙滑移造成應力集中而產生微坑,成為裂紋的主要發源地之一。
關鍵詞: SUS304;TIG焊;中低溫熱處理;微觀組織;力學性能
中圖分類號: TG456.7????? 文獻標識碼: A文章編號:1001-2303(2022)02-0063-06
Effect of Heat Treatment on Microstructure and Properties of SUS304 Stainless Steel TIG Welded Joint
BAO Qingchen1, QU Huaizhi1, SHI Jianqiang1, GONG Minglong2
1. CRRC Qingdao Sifang Rolling Stock Research Institute Co., Ltd., Qingdao 266000, China
2. School of Materials Science and Engineering, Northeastern University, Shenyang 110819, China
Abstract: After the impact and vibration test of rail transit vehicles, some equipment 304 stainless steel welded parts ap‐ peared fracture failure. In order to improve the mechanical properties of 304 stainless steel after welding, in this paper, by means of metallographic microscope, scanning electron microscope, hardness and tensile test, the effects of medium and low temperature heat treatment process on the microstructure and mechanical properties of 2 mm thick 304 stainless steel plate TIG welded joints were studied. It is found that the microstructure of the untreated weld is composed of γ-austenite and δ- ferrite after heat treatment at 400℃ for 30 min, and δ-ferrite mainly distributes in the Cr-rich zone and appears as a worm, and the content of δ-ferrite decreases to some extent after heat treatment. After heat treatment, the hardness of welded joints is lower than that of untreated ones. The yield strength of welded joints after welding is 189.5 MPa, and the strain is 64.5%. After heat treatment, the yield strength is 221 MPa, the strain is 72.7%, and the yield strength is increased by 16.6%, reach‐ ing the yield strength of base metal. The fracture surface shows ductile fracture characteristics and no significant welding de‐ fects, mainly showing deep dimples, and the dimples are distributed with second phase particles, which hinder the slip and cause stress concentration and produce micro-pits, which become one of the main craters of cracks.
Keywords: SUS304; TIG welding; low temperature heat treatment; microstructure; mechanical properties
引用格式:鮑慶臣,渠懷志,史建強,等. 中低溫熱處理對SUS304不銹鋼TIG焊接接頭組織及力學性能的影響[J]. 電焊機,2022,52(2):63-68.
Citation:BAOQingchen, QU Huaizhi, SHI Jianqiang, et al. Effect of Heat Treatment on Microstructure and Properties of SUS304 Stainless Steel TIG Welded Joint[J]. Electric Welding Machine, 2022, 52(2):63-68.
0? 前言
不銹鋼因其良好的耐腐蝕性、焊接性、低溫塑韌性,以及良好的綜合力學性能,在工業各領域得到了非常廣泛的應用[1]。室溫下不銹鋼可分為奧氏體不銹鋼、鐵素體不銹鋼、馬氏體不銹鋼、沉淀硬化不銹鋼和奧氏體-鐵素體雙相不銹鋼[2],其中SUS304奧氏體不銹鋼(牌號06Cr18Ni9)因鉻含量優勢而表現出良好的焊接性、耐腐蝕性、無磁性等特征,被廣泛應用在橋梁結構、船舶、航空和軌道交通等眾多領域[3-4]。
目前,耐腐蝕性的要求使得軌交車輛的車下變流器箱體制造多選用SUS304不銹鋼材料。而變流器箱體中結構復雜的SUS304結構件的連接以TIG焊為主。TIG焊具有熱輸入低、能量密度高、電弧穩定性好、能較好控制線能量的優點,且其保護氣流具有冷卻作用,可降低熔池表面溫度,提高表面張力,可獲得污染少、焊縫美觀、焊接質量高的焊接接頭[5-6]。但是 SUS304導熱系數小、線膨脹系數大導致其焊接時存在殘余應力,接頭中易形成結晶裂紋[7]、晶間腐蝕[8-9]、應力腐蝕開裂、焊縫脆化、夾雜氣孔等缺陷[10-11]。適當的熱處理可以提高接頭性能。郭國林[12]等對304不銹鋼板焊接接頭熱處理后組織和性能進行研究發現在1 000℃固溶處理后,焊接接頭的組織和性能良好。楊曉禹[13]等對S32101 不銹鋼焊接接頭在1 050℃熱處理后,晶界的沉淀相Cr2N會重新溶解到基體中。SaeidGhorbani[14]等人研究發現,異種不銹鋼焊接接頭在960℃熱處理后得到最佳的拉伸性能。
目前熱處理工藝多是在較高溫度下進行[15-16],但在軌道交通行業生產中,考慮到生產周期短及成本控制,對焊接接頭中低溫熱處理研究具有顯著意義。在部分高鐵牽引變流器箱內水冷系統 SUS304 管路支架中采用了TIG焊,但在依據IEC 61373:1999Ⅰ 類A級設備進行沖擊振動試驗的過程中,SUS304管夾的TIG焊接頭處出現了斷裂。參考成本及工藝生產周期等因素,本文對焊后試驗樣件進行中低溫熱處理,并對焊后及焊后熱處理態焊接接頭進行微觀組織和性能研究,以探究改善焊接接頭質量的方法。
1? 試驗材料與方法
試驗母材為 SUS304(GB/T 3280-2007)板材,試樣尺寸170 mm×35 mm×2 mm,焊絲選用308LSi,直徑 Φ1 mm 。母材及焊材的名義化學成分和力學性能分別如表1、表2所示。
采用手工TIG填絲焊制作焊接試板,焊接接頭形式為平板對接,焊前不開坡口。采用FK 4000-R焊機,焊接電壓為18~25 V,電流為75~95 A,焊接速度為0.8~1.2 mm/s,氬氣流量為8 L/min,熱輸入為995~1260 J/mm 。焊接后試板在300℃、400℃、500℃下分別退火30 min、60 min、90 min。
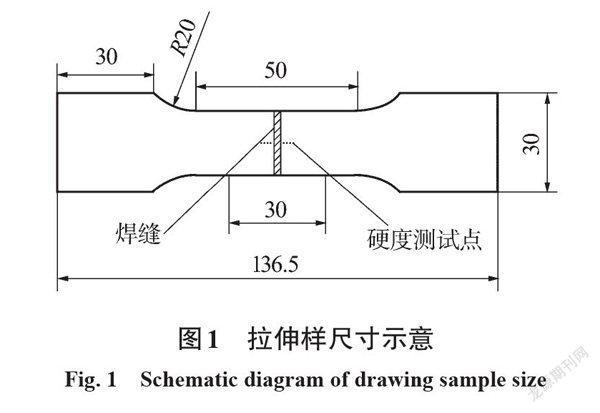
接頭試樣經打磨、拋光后,以焊縫中心為基準,參考 GB/T2654-2008《焊接接頭硬度試驗方法》和 GB/T4340.1-2009《金屬材料-維氏硬度試驗》,采用 MHV 5Z 硬度計在母材區(BZ)、熱影響區(HAZ)、焊縫區( WZ)取若干測量點,加載負荷0.98 N(100 gf)并持續時間15 s,進行接頭硬度測試。用電火花線切割的方法沿著焊縫橫截面截取20 mm× 10 mm×2 mm的方形小塊,包含焊縫區(WZ)和母材區(BZ),然后用砂紙(400#、600#、800#、1000#、1500#、3000#)由粗到細的原則對金相觀察面進行打磨,使用2.5μm的金剛石拋光膏進行拋光處理,然后采用王水溶液(體積比HCl∶HNO3=3∶1)進行晶界腐蝕,腐蝕時間25~30 s,腐蝕完成后立即用去離子水將試樣清洗干凈并用吹風機將其吹干備用,采用 XRD(SMARTLAB X-ray)、金相顯微鏡(DMI5000M)和掃描電鏡(ZEISS SUPRA 55)對焊接接頭的微觀組織和斷口進行分析。參考 GB/T2649-1989 《焊接接頭機械性能試驗取樣方法》和 GB/T228- 2002《焊接接頭拉伸試驗方法》,利用萬能試驗機 WDW-3100對焊接接頭的拉伸性能進行分析,加載速度2 mm/min,拉伸樣尺寸如圖1所示。
2? 試驗結果與討論
2.1? 熱處理對接頭硬度的影響
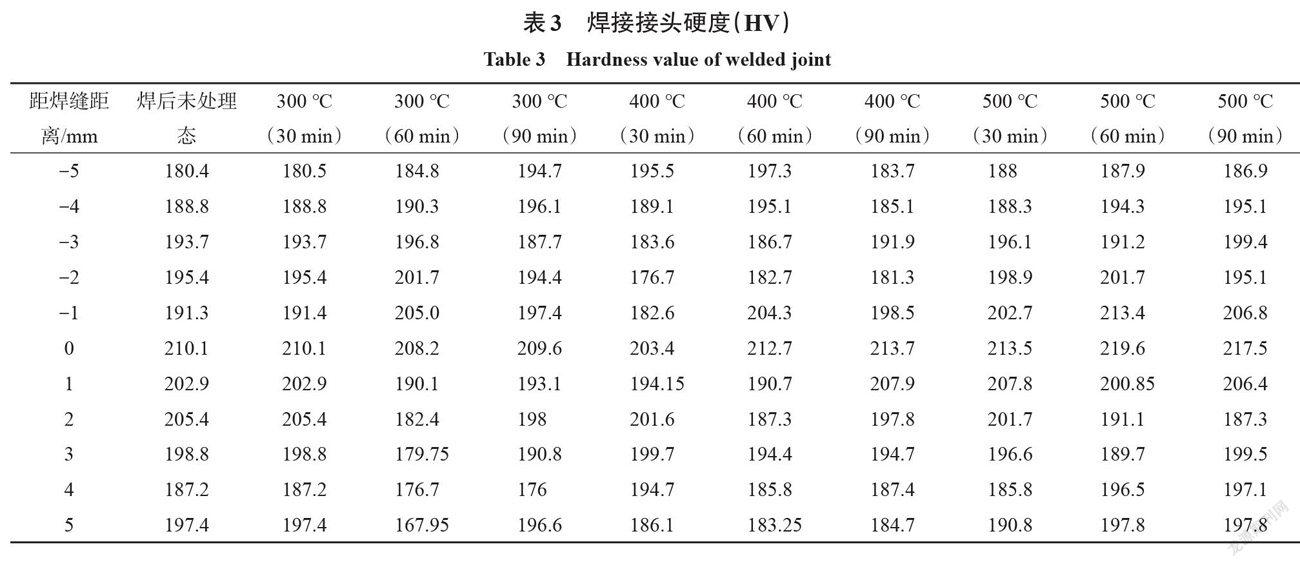
焊后未處理態及不同溫度熱處理后焊接接頭的硬度曲線如圖2所示,硬度值如表3所示。可以看出,硬度值先增高后降低,顯微硬度峰值均出現在WZ,HAZ硬度處于母材與焊縫區之間。焊接接頭存在焊接應力,同時有富Cr相析出,因此在焊接接頭處有較高的硬度。經過不同溫度與時間的熱處理,硬度值變化趨勢大致相同。這是因為隨著熱處理的進行,部分焊接應力得到釋放,硬度值表現為不同程度的降低,但是熱處理溫度超過450℃達到材料敏化區會有碳化物Cr23C6形成[17],降低焊接接頭塑韌性,因此在經過400℃退火30 min后硬度值小于其他溫度熱處理的硬度(見圖2),焊縫處硬度值降低5.2%,可見在該熱處理條件下,其塑韌性相對較好。以下討論均以此參數為熱處理的對比參數。
2.2? 熱處理對焊縫組織的影響
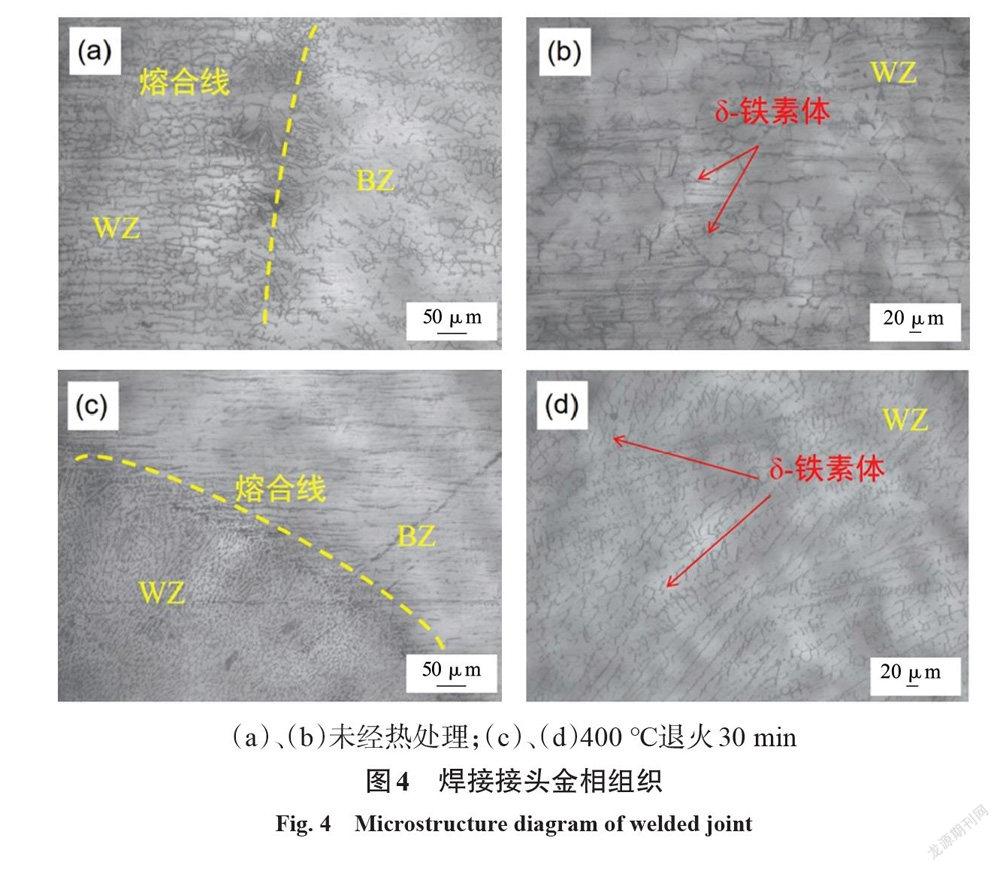
焊接接頭的XRD 圖譜如圖3所示。可以看出,焊縫組織主要為γ-奧氏體和δ-鐵素體,在44°~45°區間內熱處理后焊接接頭衍射峰強度相對焊態降低,表明經400℃退火30 min后δ-鐵素體含量有一定程度的減少。焊接接頭焊態及400℃退火30 min 后的金相組織如圖4所示。SUS304母材組織為典型的奧氏體晶粒,但是焊接接頭的結晶模式主要由 Cr、Ni元素的含量決定,WZ區主要由γ-奧氏體與δ- 鐵素體組成。這是因為Ni、Cr 、Fe 三相共晶時,富 Cr 區域位于三角區的右側,鐵素體優先在富Cr區形核結晶,因此焊縫處的金屬凝固時是以δ-鐵素體作為初始相析出,最終形成蠕蟲狀鐵素體。新的物相和晶粒的變化是熱力學和動力學綜合作用的結果,晶粒的長大主要表現為晶界的遷移,實質是晶界處原子跨越界面遷移的擴散過程。熱處理過程中促進原子的激活、擴散與界面反應造成δ-鐵素體含量減少[17]。
2.3? 熱處理對焊接接頭力學性能的影響
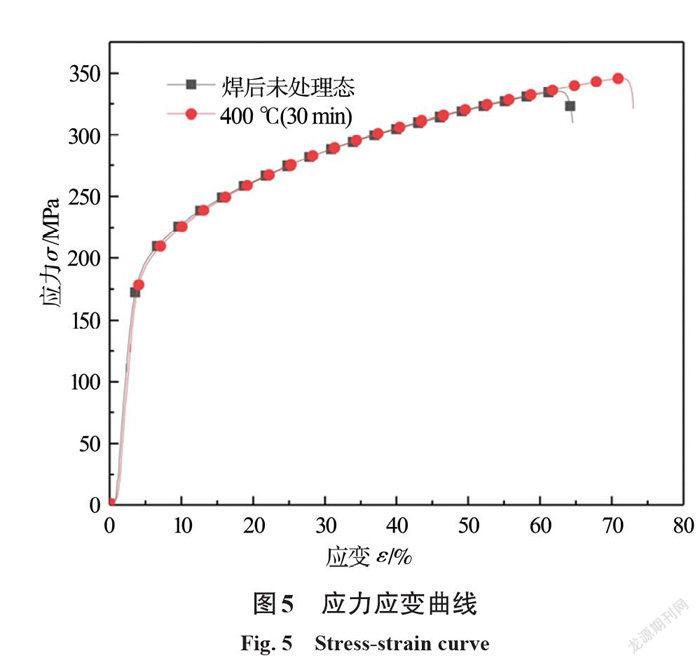
焊態和400℃熱處理30 min 焊接接頭拉伸后的應力應變曲線如圖5所示。由圖可知,未熱處理焊接接頭的屈服強度為189.5 MPa,應變為64.5%,熱處理后接頭屈服強度為221 MPa,較焊態提升了16.6%,達到母材的屈服強度,同時應變也提高為72.7%,與熱處理前后硬度的變化趨勢一致。這是因為焊態 SUS304不銹鋼焊接接頭鐵素體含量較多,硬度較高,且大量的鐵素體分布在奧氏體中,在位錯滑移過程中起到釘扎作用,阻礙了滑移系運動[15],而熱處理后鐵素體分布更加均勻且含量減少,故應變有一定程度的提高。
圖6為拉伸試驗后焊接接頭的斷口微觀形貌,觀察未發現顯著的焊接缺陷。其中圖6b斷口的韌窩較圖6a的韌窩更圓、更大、更深,呈等軸韌窩狀,屬于韌性斷裂。從右上角高倍斷口形貌圖中可以觀察到韌窩里分布著第二相粒子,這成為裂紋的主要發源地之一,即隨著拉伸變形的發生,不同的滑移帶相交匯集至一處時,會因第二相阻礙滑移造成應力集中而產生微坑,在滑移作用下微孔逐漸長大,相鄰微孔逐漸連接在一起形成大的空洞進而擴大為微裂紋,最終發生斷裂[17-18]。
3? 結論
(1)焊接接頭組織由γ-奧氏體與δ-鐵素體組成,在富 Cr區形成了蠕蟲狀δ -鐵素體。經400℃退火30 min熱處理后,在熱力學和動力學綜合作用下δ- 鐵素體含量有一定程度的減少。
(2)焊縫熱處理后硬度值整體較焊態低。焊后焊縫屈服強度為189.5 MPa,應變為64.5%,熱處理態屈服強度為221 MPa,應變為72.7%,屈服強度提升了16.6%,達到母材的屈服強度。
(3)板厚2 mm的 SUS304不銹鋼TIG焊后能夠獲得致密的焊接組織,對焊接接頭斷口掃描分析為韌性斷裂,斷口無顯著焊接缺陷,主要呈現出較深的韌窩,韌窩分布著第二相粒子。
參考文獻:
[1] Kurt H,Samur R. Study on microstructure,tensile testand hardness 304 stainless steel jointed by TIG welding[J]. International Journal of Science and Technology ,2013,2(2):163-168.
[2]薄鑫濤.常用不銹鋼種類及特點[J].熱處理,2017,32(02):56.
BO Xintao. Types and characteristics of common stain‐ less steel[J]. Heat Treatment,2017,32(02):56.
[3]Erinosho M F,Akinlabi E T,Ogundimu E O. Study onmicrostructure and mechanical properties of 304 stain‐ less steel joints by Tig-Mig hybrid welding[J]. Surface Review & Letters,2018,25(01):1-14.
[4] Li Z,Gobbi S L. Laser welding for lightweight struc‐tures[J]. Journal of Materials Processing Technology,1997,70(1-3):137-144.
[5] Feng L,Yang N. Stainless Steel Welding and Develop‐ment Trend? of Welding Technology[J]. IOP Confer‐ ence? Series? Earth? and? Environmental? Science ,2019(252):022117.
[6] Chidambaram S,Srinivasan R. Study & Optimizationon the effect of welding current & active flux coating thickness in the weld profile of Al-SiC composite weld‐ ment using A-TIG welding[J]. Journal of Advanced Re‐ search in Dynamical and Control Systems,2017,Spe‐ cial Issue(11):409-418.
[7]黃彥良,Brian Kinsella,Thomas Becker,等.原子力顯微鏡評價奧氏體不銹鋼晶間腐蝕敏感性的研究[J].材料開發與應用,2008(03):7-11.
HUANG Yan Liang,Brian Kinsella,Thomas Becker, et al. Identification of Sensitization of Austenitic Stain‐less Steel to Intergranular Stress Corrosion Cracking by Atomic Force Microscopy[J]. Development and Appli‐ cation of Materials,2008(03):7-11.
[8]王建.晶間腐蝕的危害及原因分析[J].鑄造技術,2011,32(12):1756-1759.
WANG Jing. Perniciousness and Prevention Measure of? Inter-crystallineErosion [J]. ?FoundryTechnology,2011,32(12):1756-1759.
[9]羅宏,龔敏.奧氏體不銹鋼的晶間腐蝕[J].腐蝕科學與防護技術,2006,18(5):357-360.
LUO Hong,GONG Min.On intergranular corrosion of austenitic stainless steel[J]. Corrosion Science and Pro‐ tection Technology,2006,18(5):357-360.
[10] Mishra D,Dakkili M. Gas tungsten and shielded metalarc welding of stainless steel 310 and 304 grades over? single and double‘V’butt joints[J]. Materials Today: Proceedings,2020(27):772-776.
[11]馮小松.應變強化技術在低溫儲罐輕型化設計中的應用[D].北京:北京化工大學,2012.
FENG Xiaosong. Application of Strain-Streng-Thening technology in the Light-Weight design of Liquefied-gas Cryogenic? Tanks[D]. Beijing:Beijing? University? of Chemical Technology,2012.
[12]郭國林,劉鵬,楊莉,等.熱處理對304不銹鋼板激光焊接接頭組織和力學性能的影響[J].熱加工工藝,2016,45(21):194-200.
GUO Guolin,LIU Peng,YANG Li,et al. Effect of Heat Treatment? on? Microstructure? and? Mechanical? Proper‐ ties of Laser Welded Joint of 304 Stainless Steel Plate[J]. Hot Working Technology,2016,45(21):194-200.
[13]楊曉禹,田一清,毛紅奎,等.熱處理工藝對雙相不銹鋼 S32101焊接接頭力學性能與微觀組織的影響[J].熱加工工藝,2019,21(48):153-155.
YANG Xiaoyu,TIAN Yiqing,MAO Hongkui,et al. Ef‐ fect of Heat Treatment Process on Mechanical Proper‐ tiesandMicrostructureof? DuplexStainlessSteel? S32101 Welded Joints[J]. Hot Working Technology,2019,21(48):153-155.
[14]SaeidGhorbani, RezaGhasemi, RezaEbrahimi-Kahrizsangi,et? al. The? effect? of heat treatment? after? welding on the microstructure,mechanical properties, and? corrosion? resistance? of dissimilar? stainless? steels[J]. Materials Science & Engineering A,2017(688):470-479.
[15]孫會蘭,畢子墨,張迪,等.不同熱處理條件下高氮奧氏體不銹鋼冷軋組織與力學性能研究[J].礦冶工程,2021,41(04):117-120,124.
SUN Huilan,BI Zimo,ZHANG Di,et al. Microstruc‐ ture and Mechanical Properties of High Nitrogen Aus‐ tenitic Stainless Steel After Cold Rolling by Different Heat Treatment[J]. Mining and Metallurgical Engineer‐ ing,2021,41(04):117-120,124.
[16]陳雙建. SUS304拼焊管非均質接頭組織力學行為及塑變性能優化[D].黑龍江:哈爾濱工業大學,2012. CHEN? Shuangjian. Microstructure? evolution? and me‐ chanical behavior of hererogeneous joint and plastic de‐formation optimi-zation of SUS304 tailor-welded tube [D].Heilongjiang:Harbin Institute of Technology,2012.
[17]何遠靈.? SUS304不銹鋼TIG焊接接頭的組織表征與性能研究[D].山西:山西農業大學,2019.
HE Y L. Microstructure Characterization and Properties Investigation? of? Welded? Joint? of? SUS304 Stainless Steel with TIG Welding[D]. Shanxi:Shanxi Agricul‐ tural University,2019.
[18]許云秀.奧氏體不銹鋼0Cr21Mn17Mo2N0.8腐蝕及疲勞性能研究[D].吉林:長春工業大學,2019.
XU Y X.Austenitic stainless steel 0cr21mn17mo2n08study? on? corrosion? and? fatigue properties[D]. Jilin: Changchun University of Technology,2019.
編輯部網址:http://www.71dhj.com
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
