空間關節軸承復雜節點制作工藝的開發與應用
2022-04-09 16:55:57馮林濤杜冰冰闕子雄王笛水峰胡誠安張杰
電焊機 2022年2期
馮林濤 杜冰冰 闕子雄 王笛 水峰 胡誠安 張杰











摘要:已有關于關節軸承節點的研究主要是從設計和現場安裝方面進行解讀,對工廠制作關節軸承節點的介紹則相對不足,本文通過對關節軸承節點制作過程的補充,將關節軸承節點在鋼結構領域的應用,從設計、制作、安裝三步有機的結合起來。通過分析關節軸承節點的制作過程,從拼裝、焊接、檢驗三方面著手,解決節點制作中的重難點問題。通過焊接工藝評定確定了斜 T 型小夾角位置焊接參數及坡口角度等,使該類型焊縫質量得到保證;采用塞焊和坡口焊等措施,解決了軸承耳板補強貼板熱鍍鋅后變形問題;通過加設支撐及銷軸試穿檢驗工序,有效保證了關節軸承節點制作精度;提出了以關節軸承節點板件為主,其余部件為次的制作思路,便于制作和檢驗。主要通過控制關節軸承復雜節點制作過程,對空間關節軸承復雜節點的拼裝精度和焊接變形進行控制,保證了節點制作質量,提升板件安裝精度,為其他類似工程提供了參考經驗。
關鍵詞:關節軸承節點;焊接工藝評定;拼裝精度;變形控制;質量驗收
中圖分類號: TU391????? 文獻標識碼: B文章編號:1001-2303(2022)02-0069-09
Development and Application of Complex Node Production Process for Space Spherical Bearings
FENG Lintao, DU Bingbing, QUE Zixiong, WANG Di, SHUI Feng, HU Chengan, ZHANG Jie
Zhejiang Jinggong Steel building Group, Shaoxing 312000, China
Abstract: Mainly introduced the Sanya stadium project in the space spherical bearing complex node production process, be‐ fore there have been many people from the design and on-site installation to interpret, but the introduction of the factory to make spherical bearing nodes is relatively insufficient, this article through the joint bearing node production process supple‐ ment, the application of spherical bearing nodes in the field of steel structure, from the design, production, installation of three steps of organic combination, to help related practitioners smooth construction. By analyzing the production process of spherical bearing nodes, starting from the three aspects of assembly, welding and inspection, we will solve the difficult prob‐ lems in the production of nodes. Through the welding process evaluation, the welding parameters and groove angle of the oblique T-shape small angle position are determined, so that the quality of the weld of this type is guaranteed; the plug weld‐ ing and groove welding measures are used to solve the deformation problem after the hot-dip galvanizing of the bearing ear plate reinforcement patch; the precision of the joint bearing node is effectively guaranteed by adding support and pin shaft testing inspection process; the production idea of the joint bearing node plate is mainly put forward, and the rest of the com‐ ponents are secondary, which is convenient for production and inspection. Mainly by controlling the production process of complex nodes of spherical bearings, the assembly accuracy and welding deformation of complex nodes of space spherical bearings are controlled, which ensures the quality of node production, improves the installation accuracy of plates, and ob‐ tains qualified quality installation accuracy, which provides reference experience for other similar projects.
Keywords: process measures; welding procedure specifications; deformation control; quality acceptance
引用格式:馮林濤,杜冰冰,闕子雄,等.空間關節軸承復雜節點制作工藝的開發與應用[J].電焊機,2022,52(2):69-77.
Citation:FENGLintao, DU Bingbing, QUE Zixiong, et al. Development and Application of Complex Node Production Process for Space Spherical Bearings[J]. Electric Welding Machine, 2022, 52(2):69-77.
0? 前言
在鋼結構建筑領域,各類建筑、結構、外觀行業的設計理念和體系不斷蓬勃發展,一些節點的使用早已跨越原本的行業。如機械行業的關節軸承節點,因其承載性能優良,且可以實現多向轉動的特點而被應用在鋼結構領域。賈尚瑞等[1]從設計方面介紹了關節軸承節點在鋼結構領域的應用,重點在于節點計算方面。陳志雄[2]對國內關節軸承節點技術和理論現狀進行了分析。朱平[3]對某大劇院工程鋼柱柱腳用關節軸承節點進行了足尺加載試驗和有限元分析,得出了軸承節點的破壞機理和各部件破壞形態;文獻[4-6]從現場施工方面對關節軸承節點的安裝進行了闡述。以上文獻基本從前端和后端詳實地介紹了關節軸承節點在鋼結構領域的應用。但是在節點的關節軸承設計和制作之間,還存在承上啟下的加工制作環節,已有研究只是對工廠制作方面進行過程性的敘述,沒有相對詳實地介紹加工制作中的具體細節。
本文對三亞體育場工程空間關節軸承復雜節點的制作應用工藝進行介紹,并優化現有關節軸承節點制作工藝,解決一些具體制作和施工中的困難,保證關節軸承節點的制作質量和精度要求,滿足工廠制作和現場安裝需求。
1? 工程及節點概況
1.1? 工程概況
三亞體育場位于三亞市吉陽區,為甲級大型體育場,總坐席數約4萬座。體育場地上共5層,高度45.3 m,地上建筑面積87897 m2,長邊尺寸283 m,短邊尺寸245 m,屬于大跨空間結構,整體效果如圖1所示。
1.2? 節點構造
體育場內圈為輪輻式索桁架結構,外圍采用斜柱支撐結構。整體上通過36個內環梁節點和144個V柱節點來支撐結構受力。其中上層結構以內環梁節點與V柱節點通過向心關節軸承相連,下層結構以V柱節點和柱腳通過關節軸承相連,如圖2所示。
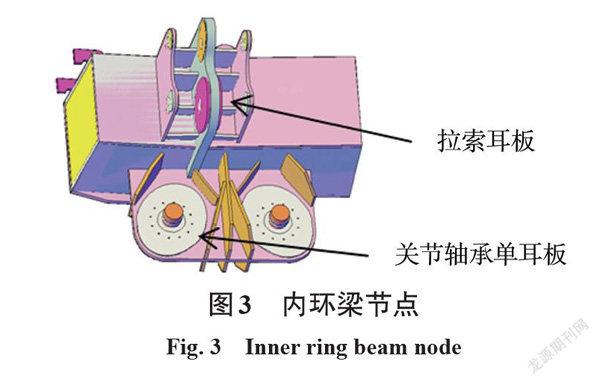
其中內環梁節點為箱體面,如圖3所示,截面尺寸為1 500 mm ×1500 mm,單個節點質量超過30 t。節點中部為拉索耳板,板厚為120 mm。節點底部為關節軸承單耳板,最大規格為PL80 mm×1521 mm×2 834 mm,材質為Q345GJC-Z25。
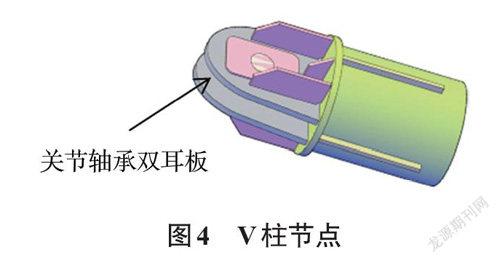
V柱節點為圓管構件,截面規格為Φ1200 mm× 22 mm,柱頂處為關節軸承雙耳板,最大板厚80 mm,如圖4所示。
本工程設計文件要求關鍵節點位置即所有關節軸承節點、拉索節點及其周圍單、雙耳板都采用熱鍍鋅防腐,熱鍍鋅層厚度為80μm,以達到防腐50年的要求。
1.3? 節點重難點分析
(1)關節軸承節點精度要求高。
本工程多處節點均采用關節軸承結構進行受力、傳力,數量多達324個,共有5種關節軸承節點規格,其配圖及相關尺寸、節點位置如圖5、表1所示。關節軸承孔的制作精度為 ?280銷軸的精度為?2800-0.35,制作安裝精度要求極高。
關節軸承節點為單耳板和雙耳板的配合形式,其中單耳板和雙耳板均在工廠分開進行制作,最后以組合的形式在現場安裝。其難點是一旦單耳板與雙耳板孔位不同軸或雙耳板發生焊接變形就會造成銷軸不能順利穿入節點,導致現場安裝困難,因此關節軸承耳板制作精度控制是工程施工的難點。
(2)斜T型小夾角位置焊接困難。
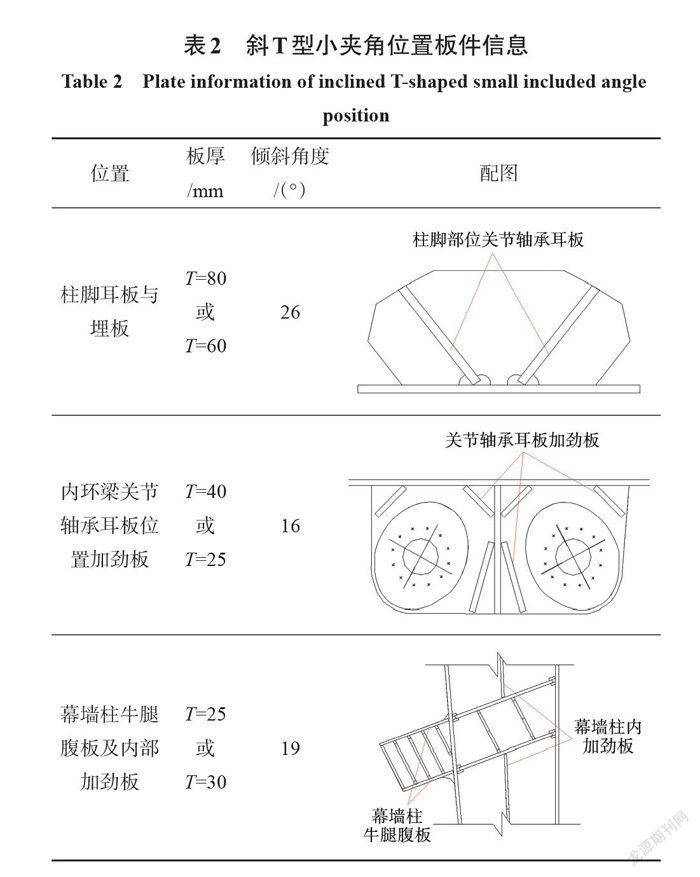
本工程的節點復雜,因結構需要,存在大量的斜T型接頭,且各位置的焊接角度都不同,如表2所示。部分位置斜T型板厚最大為80 mm,必須控制好焊接坡口角度和確定焊接收縮變形量,以確保此類斜T型板件的焊接變形和板件尺寸精度。為保證構件能順利制作安裝,在工程開始前需要對斜T型接頭進行焊接工藝評定,根據評定結果分析再進行后續大批量工件的制作,并用于員工的培訓指導,要求拼裝工、焊工根據要求規范施工。
(3)質量檢驗復雜。
本工程的構件截面尺寸大,特別是內環梁節點構件,空間位置中的每個構件位置都不一樣,在前道深化階段每塊板件都要經過微調,這就造成在后續的拼裝、焊接和質檢階段難以實現批量化作業,工作量大。因此,保證構件質量檢驗的準確性,確保現場順利安裝是工程制作的另一個難點。
2 節點制作工藝
2.1 厚板斜T型小夾角的焊接
工程中的斜T型小夾角位置,焊縫若參照常規坡口,將會導致現場仰焊位置和反面無法施焊,造成焊縫未熔合或夾渣。因此斜T型焊縫應采取適宜的坡口形式、坡口角度和間隙,便于電極電弧能達到坡口底部,保證焊縫有效熔深,同時也便于控制焊接應力和變形,利于關節軸承節點耳板的制作和安裝。
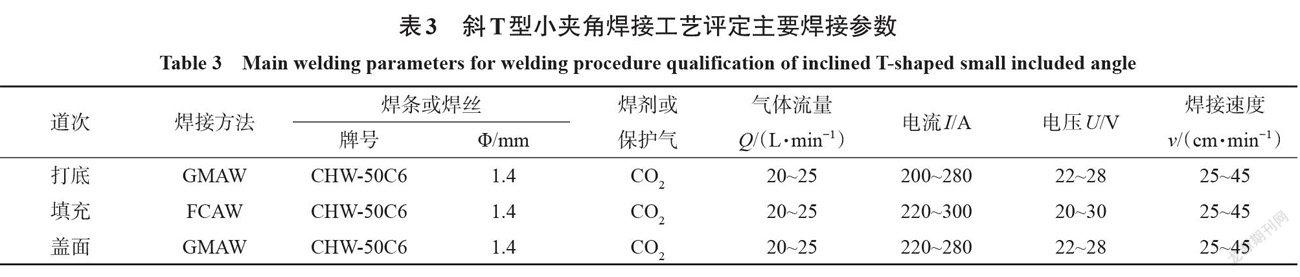
為滿足工廠、現場焊接需求,進行斜T型焊接工藝評定。為使試驗結果具有代表性和針對性,綜合考慮工廠、現場拼裝及安裝實際工況,對本工程節點斜T型焊縫位置進行確認,并依據《鋼結構焊接規范》[7]中的相關條文要求進行焊接和過程控制。本批斜T型焊接工藝評定母材板厚為40 mm、60 mm,焊接方法為GMAW和FCAW,焊接位置為橫焊和平角焊,焊材選用鐵錨WH50-6和上海焊接SH.Y71T-1,坡口形式有單V、K型,清根、加鋼襯墊等形式,主要焊接參數如表3所示。
焊接時采用夾具保證以上板件的斜T 型角度,并采用支撐進行固定,正式施焊前,在兩端頭加設材質同母材的引熄弧板,正式焊接前采用焊接檢驗尺對坡口角度、焊接間隙等進行復核,同時調試焊接參數,確認符合表3要求后再進行焊接。焊前采用火焰加熱方式進行預熱,預熱溫度100℃,焊中采用多層多道焊進行焊縫填充,控制層間溫度不小于200℃,并及時使用風鏟進行清渣和鏟除氧化皮,減小焊縫殘余應力,焊后200℃保溫1 h 。之后靜置24 h,進行UT探傷和宏觀取樣等試驗。
經檢測,以上各類焊評試驗結果均合格,形成了一套完整的斜T 型小角度焊接工藝,保證了特殊接頭的焊接質量。
2.2? 關節軸承耳板的制作
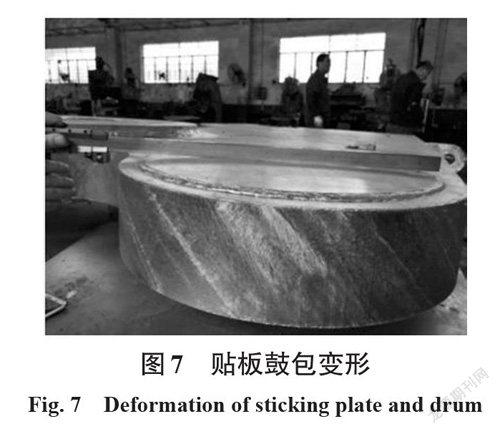
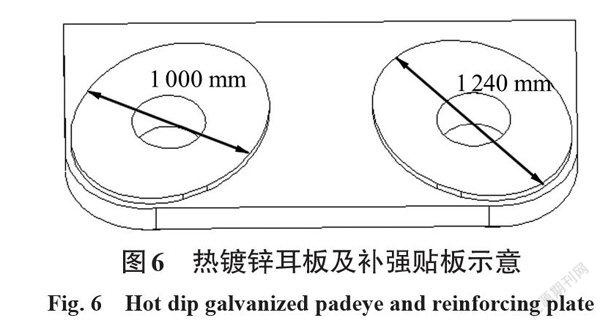
在內環梁與V柱連接位置,采用關節軸承節點連接,在關節軸承節點單耳板兩側焊接補強貼板,此處關節軸承耳板母材規格為PL80 mm×1521 mm ×2834 mm,材質為 Q345GJC-Z25。貼板規格為 PL20 mm×1240 mm×1000 mm,材質為 Q345C,形狀為橢圓形,如圖6所示。單耳板及補強貼板中部開設銷軸孔,設計要求關節軸承耳板熱鍍鋅防腐處理,熱鍍鋅層厚度為80μm 。原焊接工藝為在貼板內外兩圈采用角焊縫進行圍焊,焊腳高度Hf=0.7t,t 為貼板板厚。
首批板件在熱鍍鋅結束后,出現了較多質量問題,如薄貼板鼓包變形、圍焊貼角角焊縫開裂等,如圖7、圖8所示。
針對以上質量問題,若使用氣刨修補問題區域,會造成鍍鋅鋅膜損壞,嚴重影響節點質量。為此重新分析制作工藝,制定工藝改進措施,如表4所示。
改進后的工藝流程如下:
(1)補強貼板銷軸開設內坡口,貼板上開設塞焊孔。
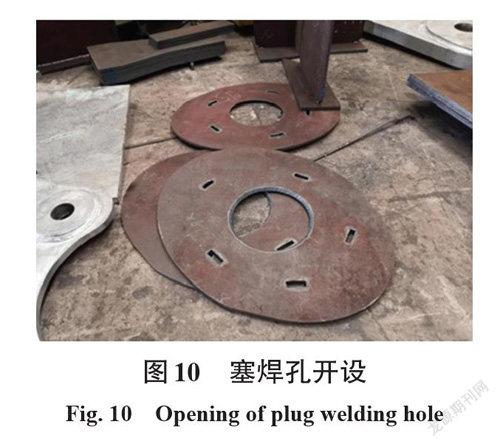
在貼板孔內側開設內坡口,如圖9所示,坡口角度45°,坡口深度10 mm 。貼板外圈開設內坡口,坡口角度45°,坡口開到底。貼板上同時開設塞焊孔,如圖10所示,塞焊孔尺寸為100 mm ×25 mm,貫通貼板板厚,沿中耳板板面均布。
(2)耳板、貼板組拼焊。
清除耳板、貼板表面和邊緣的割渣、毛刺等雜
物。準確匹配耳板和貼板進行拼裝,耳板和貼板緊密貼合,貼合面處間隙小于0.5 mm,并使用C型夾進行固定,之后先點焊固定,焊腳高度Hf=6 mm,點焊長度30~40 mm。
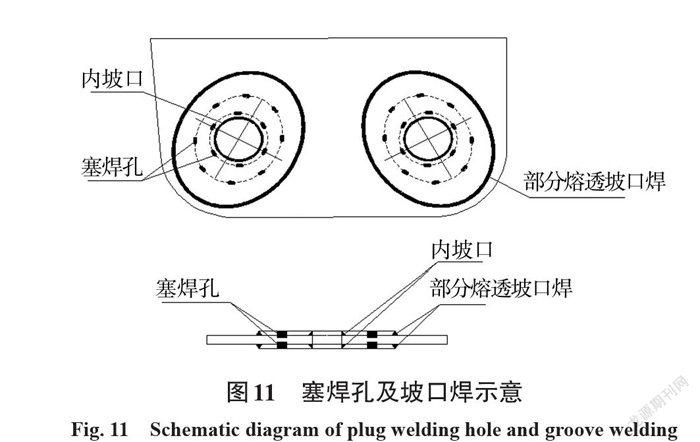
對耳板和貼板處的孔內側焊縫和外圈焊縫進行焊接,焊縫要求為部分熔透坡口焊,如圖11所示。焊接時采用間斷焊,之后再對貼板中部的塞焊孔進行焊接,最后將塞焊孔磨平。
焊接完成后清理耳板上的焊接飛濺和雜物等,質檢部門檢驗補強貼板的平面度,平面度偏差控制在 0.2 mm,合格后轉熱鍍鋅工序進行鍍鋅,完畢后進行熱鍍鋅質量檢查,合格后再轉機加工鏜銷軸孔,至此關節軸承耳板制作完成。
2.3 ??V柱節點的制作
V柱節點柱頂為關節軸承雙耳板,雙耳板制作的難點為雙耳板之間的平行度和雙耳板上兩銷軸孔的同軸度。分別從拼裝、焊接、檢驗三方面對V 柱節點關節軸承雙耳板的制作質量進行控制。
2.3.1? 銷軸耳板與端板的拼裝質量控制措施
(1)拼裝前,先對鍍鋅耳板根部、與加勁板焊接處及其周圍50 mm范圍內的鋅膜進行打磨,清除氧化渣及氧化皮,直至露出金屬光澤,避免后續焊接時產生夾渣,影響焊縫質量。對于坡口面割痕或缺口尺寸超標位置,采用打磨方式進行平滑過渡,未經允許不得隨意補焊。
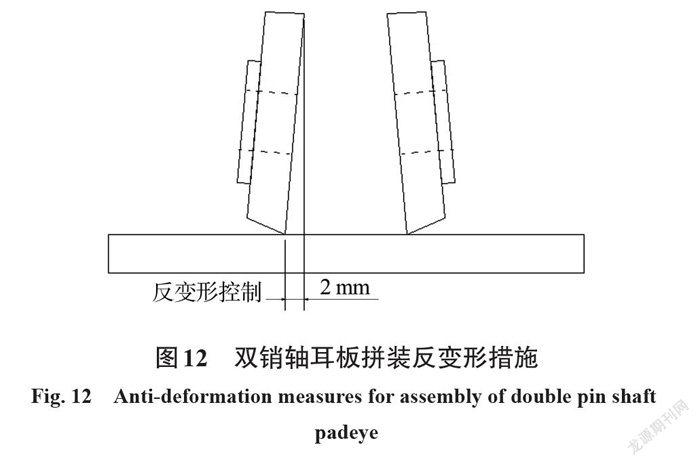
(2)分別將兩銷軸耳板與端板進行組裝,拼裝前復核耳板平面度,拼裝時兩銷軸耳板端頭之間按-4 mm的距離進行控制,為后續焊接收縮預留反變形量,如圖12所示。拼裝后采用角尺沿孔壁進行360°檢測,保證兩個銷軸耳板之間的同軸度。
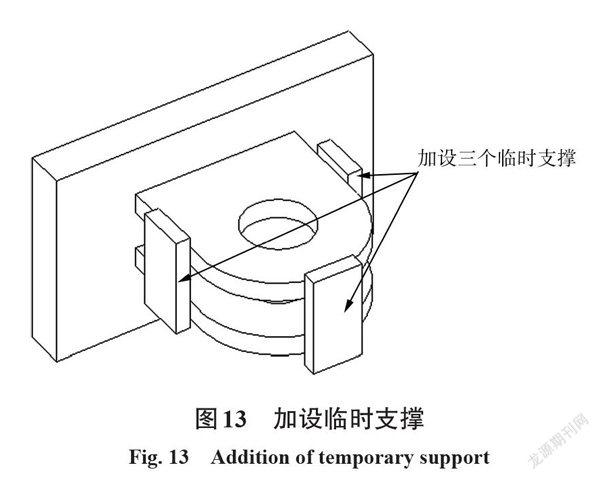
(3)為預防焊接時兩銷軸耳板間的距離產生較大偏差,需要沿銷軸耳板邊緣加設3個支撐臨時支撐進行剛性固定,減少焊接變形。臨時支撐加設如圖 13所示。
2.3.2? 銷軸耳板的焊接質量控制措施
(1)焊接順序控制。
焊接順序控制如圖14所示。首先焊接加勁板與端板的焊縫,如焊縫①,再焊接加勁板與銷軸耳板的焊縫,如焊縫②,這兩處位置焊接完成后形成剛性支撐,可以對銷軸耳板進行固定,控制厚板的焊接變形,最后焊接銷軸耳板和端板的焊縫③,之后將V柱節點翻身后在平焊位置進行焊接。
(2)焊接過程控制
銷軸耳板材質為Q345GJC-Z25,規格PL80 mm ×1350 mm×1200 mm,端板材質為Q345GJC-Z25,規格為PL80 mm×1359 mm×1359 mm,銷軸耳板與端板焊接時采用火焰加熱進行預熱,預熱溫度120~ 150℃,預熱區域為焊接坡口兩側約100 mm寬度范圍;預熱時在板件反面用紅外線測溫筆進行測量,板件正面在火焰離開后進行測溫[8]。
采用GMAW,焊接電流控制在220~300 A,焊接電壓控制在28 V左右,采用多層多道焊,控制焊接熱輸入量,減小銷軸耳板的焊接變形和焊接應力。焊接過程加強道間飛濺殘渣的清理,保證焊縫成形美觀,飛濺小,無咬邊、夾渣等缺陷。焊接完成后立即用保溫棉進行保溫作緩冷處理。
(3)焊接質量控制。
銷軸耳板和端板的焊縫等級為Ⅰ級,焊后24 h進行 100% UT 探傷,其合格等級為 B 級檢驗的Ⅱ級要求[9]。
2.3.3? 銷軸耳板同軸度的質量控制措施
(1)預先制作同規格的銷軸(或機加工的替代圓管),在V柱節點雙耳板拼裝完成后試穿檢驗兩銷軸孔的同軸度,如圖15所示,當銷軸能順利穿入和穿出銷軸孔后,再下胎架進行銷軸耳板與端板的焊接。
(2)雙耳板與端板焊接完成后,測量兩銷軸耳板之間的距離,并使用角尺檢驗兩耳板的同軸度,之后再次采用同規格的銷軸對銷軸孔進行復穿,檢驗板件焊后質量,如圖16所示。必須確認銷軸能夠自由順利穿過銷軸孔,以便于現場安裝施工,同時檢測過程保留影像作為工程資料留底。
2.4? 內環梁節點的制作
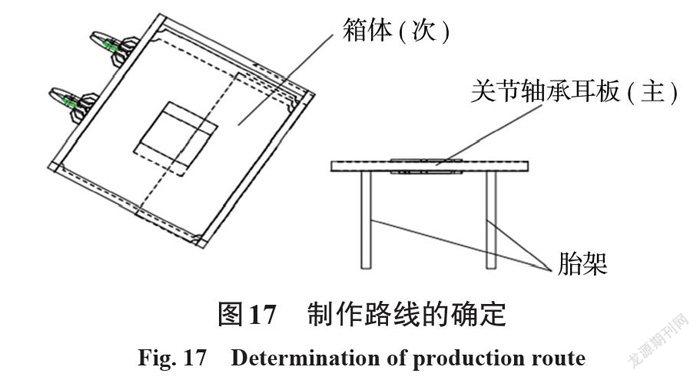
內環梁節點制作的重難點在于關節軸承節點的精度控制,若按照常規做法,以箱體為主、板件為次的拼裝經驗,將會產生大量的空間點位,這些空間點位的測量和檢驗較為困難,也很容易出錯。為此舍棄常規做法,提出以關節軸承耳板為主、箱體為次的拼焊制作思路,即以關節軸承耳板為基準平面,再進行箱體的定位,如圖17所示。變空間點位控制為平面點位控制,有效減少了拼、檢兩處的工作量。制作思路的轉變有效地提高了工程的制作進度和質量控制。
2.4.1? 箱體部分制作
(1)板件下料后檢查尺寸,打磨板件邊緣的毛刺和割渣。
(2)加裝箱體內部的內隔板,對全熔透焊縫隱蔽報驗合格再進行下一塊板件的焊接。
(3)箱體氣保焊打底,之后進行電渣焊和埋弧焊填充蓋面。
(4)以拉索耳板為基準,對拉索耳板和其兩側的箱體進行拼裝。
2.4.2? 關節軸承耳板、拉索工裝板拼裝定位
(1)預先在拼裝平臺上使用圓鋼和角鐵等搭設胎架,胎架搭設應牢固、穩定,并檢驗胎架的水平度,確保胎架水平度偏差<0.5 mm。
(2)將關節軸承耳板吊裝至胎架,采用吊鉛錘的方式檢驗關節軸承耳板的水平度,如圖18所示。確定耳板位置無誤后,在裝焊好的箱體壁板面劃出關節軸承耳板安裝位置線,然后以此為基準將箱體與關節軸承耳板進行拼裝。
(3)對耳板和加勁板所有控制點位進行放樣,檢測各板件的空間相對位置。確認各板件空間尺寸無誤后進行點焊,完成關節軸承板件與箱體間加勁板的拼裝。
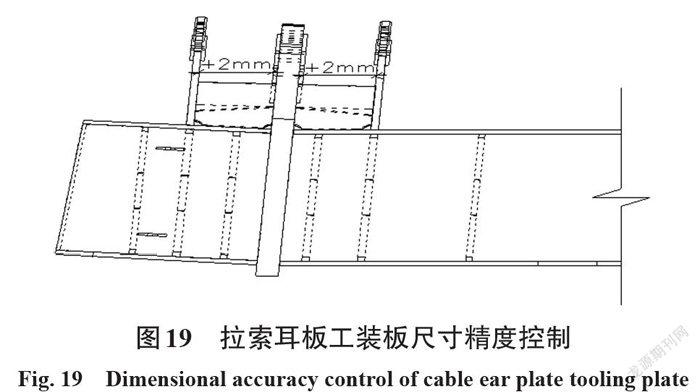
(4)關節軸承耳板、箱體整體定位完成后進行拉索耳板兩側的定位工裝板的拼裝,控制兩工裝板與拉索耳板的間距為2 mm,如圖19所示,確保現場索夾能夠順利安裝。
(5)拉索耳板工裝板拼裝完成后,根據各點位空間對角尺寸進行檢驗,符合質量控制標準后下胎架。
2.4.3? 節點焊接控制
(1)焊接順序控制措施。
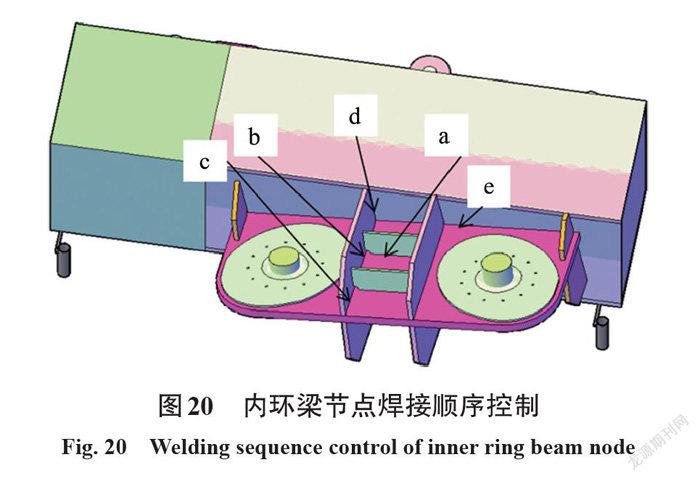
焊接前構件翻身,使單耳板附近的板件焊接位置為橫焊、平焊和立焊(避免仰焊),方便工人焊接并利于焊接質量控制。焊縫焊接順序如圖20所示。
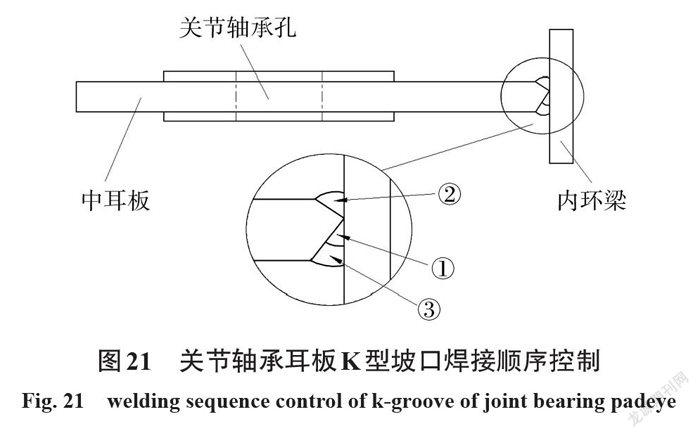
首先焊接耳板中部的4塊橫向加勁板與銷軸耳板的焊縫,對稱施焊,如焊縫 a,為后續板件焊接形成剛性支撐;再焊接銷軸耳板中部縱向的4塊加勁板與橫向內隔板、銷軸耳板和內環梁的焊縫,如焊縫b、焊縫c和焊縫d;焊接完成后形成剛性支撐,對銷軸耳板進行固定,控制焊接變形;最后焊接銷軸耳板與內環梁的焊縫e,此處焊縫為K型坡口,按圖21所示焊接順序進行控制,防止因焊接順序不當引起角變形。
(2)焊接過程控制。
構件中存在多塊銷軸耳板,且板厚多為80 mm,在厚板焊接時采用多層多道焊,并通過控制層間溫度等措施減小焊接變形,保證銷軸耳板及單耳板等大厚板的空間尺寸精度。
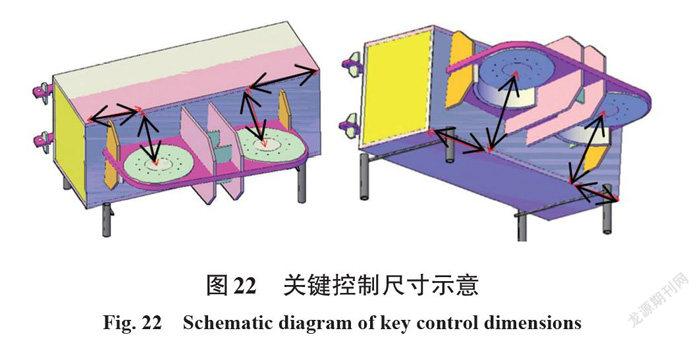
2.4.4? 構件的尺寸驗收控制
以關節軸承孔位中心為原點建立坐標系,坐標系與箱體產生4個交點,交點到關節軸承孔位中心的尺寸標注在構件圖上,作為驗收控制尺寸,如圖22所示,尺寸偏差為±1 mm。
構件在裝焊班組焊接完成后回胎進行自檢,自檢合格后再由質檢部門進行終檢,偏差控制范圍為±1 mm,即保證關節軸承耳板與箱體之間的空間夾角小于設計要求偏差。并對箱體4個角點與對角線與箱體產生的4個交點的長度進行測量,尺寸偏差≤2 mm,保證節點構件的尺寸精度[10]和現場對接質量。
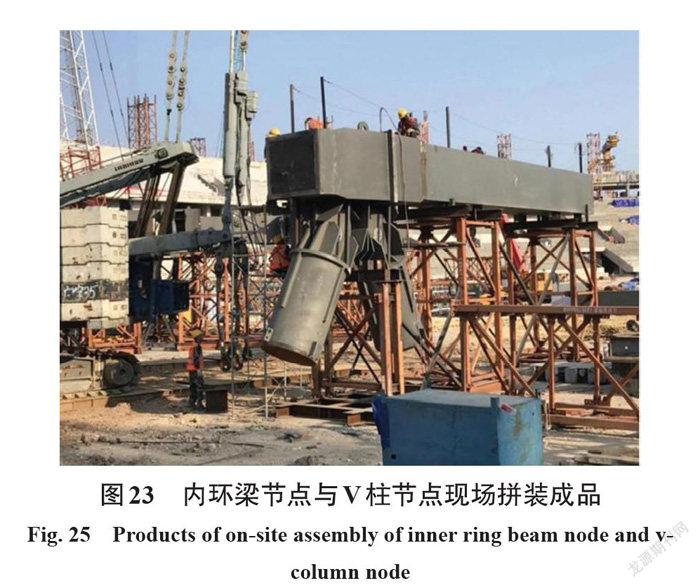
內環梁節點與V柱節點構件制作完成后,發運至現場,關節軸承節點雙耳板與單耳板配合順利,準確安裝,如圖23所示。
3? 結論
通過對三亞體育場工程關節軸承節點的制作過程分析,解決了空間關節軸承復雜節點制作中小夾角焊縫施焊困難問題、大截面異型貼板開裂問題和帶孔位節點板件拼焊精度難控制等問題,并提出了以關節軸承節點板件為主、其余部件為次的制作思路,創新性地提出了采用貼板塞焊的制作方法,對已有關于關節軸承節點具體制作方面的模糊之處進行了補充。通過本工程空間關節軸承復雜節點的制作,整理形成一套空間關節軸承復雜節點的制作工藝方案,可為今后的類似工程施工提供制作經驗和可分析的案例。
鑒于目前在鋼結構領域中尚沒有關于關節軸承節點的規定,只有較為簡單的片節進行敘述,技術人員很難獲取相關資料進行參考,故關節軸承節點在鋼結構領域的規范化標準化問題尚待解決,這將需要各部門、協會通力合作,共同推進其標準化。
參考文獻:
[1]賈尚瑞,劉中華.鋼結構建筑用關節軸承設計與計算的研究[C].鋼結構建筑工業化與新技術應用,2016. ??Jia? shangrui,Liu Zhonghua. Research on design and calculation of joint bearing for steel structure building [C]. Industrialization of steel structure building and ap‐ plication of new technology,2016.
[2]陳志雄.建筑鋼結構關節軸承節點的研究進展[J].門窗,2012(10):177,179.
Chen Zhixiong. Research progress of joint bearing ofbuilding steel structure[J]. Doors & Windows,2012(10):177,179.
[3]朱平.某大劇院關節軸承節點試驗研究及有限元分析[J].施工技術,2018,47(11):66-69,87.
Zhu Ping. Experimental study and finite element analy‐ sis of joint bearing in a Grand Theater[J]. Construction Technology,2018,47(11):66-69,87.
[4]馬建偉,陳志華,郝會芬,等.關節軸承節點在鋼結構中的應用研究綜述[J].建筑結構,2018,48(23):92-100,84.
Ma Jianwei,Chen Zhihua,Hao Huifen,et al. Sum‐ mary? of application research? of joint bearing in? steel structure[J]. Building Structure,2018,48(23):92-100,84.
[5]彭云,呂鑫,朱忠偉,等.大型關節軸承柱腳節點的研究及運用[C].第七屆全國鋼結構工程技術交流會論文集,2018.
Peng Yun,LV Xin,Zhu Zhongwei,et? al. Research and application of column base joint of large spherical plain bearing[C]. Proceedings of the 7th National Steel Structure? Engineering? Technology? Exchange? Confer‐ ence,2018.
[6]張寶燕,周進兵,張浩.騰訊(北京)總部大樓大懸挑鋼結構向心關節軸承節點制作與安裝技術[J].施工技術,2016,45(17):12-16.
Zhang Baoyan,Zhou Jinbing,Zhang Hao. Manufactur‐ing and installation technology of centripetal joint bear‐ing node of large cantilever steel structure in Tencent (Beijing)headquarters building[J]. Construction Tech‐ nology,2016,45(17):12-16.
[7] GB 50661-2011,鋼結構焊接規范[S].GB 50661-2011,Code? for? welding? of? steel? struc‐ tures[S].
[8] GB 50755-2012,鋼結構工程施工規范[S].GB 50755-2012,Code for construction of steel struc‐tures[S].
[9] GB/T 11345-2013,焊縫無損檢測超聲檢測技術,檢測等級和評定[S].GB/T 11345-2013,Non-destructive testing of welds.Ul‐ trasonictesting.Techniques,testing levels,and assess‐ ment[S].
[10] GB 50205-2020,鋼結構工程施工質量驗收標準[S].GB 50205-2020,Standard for acceptance of construc‐ tion quality of steel structures[S].
編輯部網址:http://www.71dhj.com
