基于阿里云的電阻點(diǎn)焊數(shù)據(jù)監(jiān)測系統(tǒng)設(shè)計(jì)
2022-04-09 16:55:57李東陽鄧?yán)棂i胡德安譚欽文
電焊機(jī) 2022年2期
關(guān)鍵詞:物聯(lián)網(wǎng)
李東陽 鄧?yán)棂i 胡德安 譚欽文






摘要:基于阿里云物聯(lián)網(wǎng)平臺和MQTT(消息隊(duì)列遙測傳輸)通信協(xié)議技術(shù),設(shè)計(jì)了一套以 STM32F103VET6單片機(jī)為主控核心,以阿里云IoT Studio(物聯(lián)網(wǎng)應(yīng)用開發(fā))網(wǎng)頁為監(jiān)測界面的電阻點(diǎn)焊數(shù)據(jù)監(jiān)測系統(tǒng),實(shí)現(xiàn)了電阻點(diǎn)焊過程的在線監(jiān)測和焊接電流、電極壓力曲線的遠(yuǎn)程實(shí)時顯示。該監(jiān)測系統(tǒng)的設(shè)計(jì)分為硬件和軟件兩個部分,主要內(nèi)容包括傳感器、數(shù)據(jù)信號處理模塊、主控模塊、無線傳輸網(wǎng)絡(luò)以及阿里云物聯(lián)網(wǎng)平臺等。實(shí)測結(jié)果表明,該系統(tǒng)能準(zhǔn)確地實(shí)現(xiàn)對焊接數(shù)據(jù)的遠(yuǎn)程實(shí)時監(jiān)測,性能穩(wěn)定,數(shù)據(jù)傳輸丟包率低于1%,為物聯(lián)網(wǎng)化下的智能化焊接提供了技術(shù)支持。
關(guān)鍵詞:電阻點(diǎn)焊;實(shí)時監(jiān)測;物聯(lián)網(wǎng); MQTT
中圖分類號: TG438.2????? 文獻(xiàn)標(biāo)識碼: B文章編號:1001-2303(2022)02-0078-06
Design of Data Monitoring System for Resistance Spot Welding Based on Alibaba Cloud
LI Dongyang, DENG Lipeng, HU Dean, TAN Qinwen
School of Aeronautical Manufacturing Engineering, Nanchang Hangkong University, Nanchang 330063, China
Abstract: Based on the Alibaba Cloud Internet of Things platform and MQTT (Message Queue Telemetry Transmission) communication protocol technology, a set of resistance spot welding data with STM32F103VET6 microcontroller as the main control core and Alibaba Cloud IoT Studio (Internet of Things Application Development) webpage as the monitoring interface is designed The monitoring system realizes online monitoring of resistance spot welding process and remote real- time display of welding current and electrode pressure curve. The design of the monitoring system is divided into two parts: hardware and software. The main content includes sensors, data signal processing modules, main control modules, wireless transmission networks, and Alibaba Cloud Internet of Things platform. The actual measurement results show that the system can accurately realize remote real-time monitoring of welding data, with stable performance, and the data transmission packet loss rate is less than 1%, which provides technical support for intelligent welding under the Internet of Things.???????? Keywords: resistance spot welding; real-time monitoring; internet of Things; MQTT
引用格式:李東陽,鄧?yán)棂i,胡德安,等.基于阿里云的電阻點(diǎn)焊數(shù)據(jù)監(jiān)測系統(tǒng)設(shè)計(jì)[J].電焊機(jī),2022,52(2):78-83.
Citation:LIDongyang, DENG Lipeng, HU Dean, et al. Design of Data Monitoring System for Resistance Spot Welding Based on Alibaba Cloud[J]. Electric Welding Machine, 2022, 52(2):78-83.
0? 前言
隨著制造業(yè)的迅速發(fā)展以及物聯(lián)網(wǎng)技術(shù)的不斷成熟,物聯(lián)網(wǎng)技術(shù)在生產(chǎn)制造領(lǐng)域的應(yīng)用越來越廣泛,極大提高了工業(yè)生產(chǎn)效率[1]。電阻點(diǎn)焊過程具有高度非線性、多變量耦合作用并伴隨著大量的隨機(jī)因素,因此在線監(jiān)測電阻點(diǎn)焊過程對提高焊點(diǎn)質(zhì)量有著重要意義[2-3]。由于傳統(tǒng)的焊接過程監(jiān)控不足、數(shù)據(jù)監(jiān)測相對孤立,造成了巨大的人力物力浪費(fèi)[4],因此建立了一套基于物聯(lián)網(wǎng)的電阻點(diǎn)焊數(shù)據(jù)監(jiān)測系統(tǒng),將各個點(diǎn)焊設(shè)備連接起來以達(dá)到集中監(jiān)測,具有重要的應(yīng)用價值。
近年來隨著制造業(yè)向精細(xì)化方向發(fā)展,對電阻點(diǎn)焊質(zhì)量的要求也在不斷提高,電阻點(diǎn)焊監(jiān)測系統(tǒng)也成為了國內(nèi)外研究的熱點(diǎn)。管景凱[5]等人采用觸摸屏作為電阻點(diǎn)焊監(jiān)測儀的人機(jī)交互界面,并通過 RS485串口完成單片機(jī)與觸摸屏之間的數(shù)據(jù)傳輸,實(shí)現(xiàn)了電阻點(diǎn)焊的在線監(jiān)測和焊接過程分析。李偉[6]使用LabVIEW軟件編寫了上位機(jī)監(jiān)測界面程序和數(shù)據(jù)處理程序,能準(zhǔn)確獲取點(diǎn)焊過程的特征信號。蔡洪豐[7]采用外擴(kuò)RAM 的ATMEGA128單片機(jī)作為監(jiān)測系統(tǒng)的控制核心,實(shí)現(xiàn)對焊接電流和動態(tài)電阻的準(zhǔn)確測量。Haghshenas[8]等人使用高速攝影儀對電極位移進(jìn)行測量,并通過神經(jīng)網(wǎng)絡(luò)算法實(shí)現(xiàn)對點(diǎn)焊質(zhì)量的預(yù)測。Li[9]采用PLC高速采集卡和 AD轉(zhuǎn)換模塊實(shí)現(xiàn)對焊接電流和電極間電壓的同步采集。隨著工業(yè)物聯(lián)網(wǎng)化進(jìn)程的推進(jìn),將云平臺和物聯(lián)網(wǎng)技術(shù)應(yīng)用于設(shè)備監(jiān)測已經(jīng)成為一個趨勢,國內(nèi)已有許多學(xué)者對此展開了研究。李鑫磊[10]通過在云服務(wù)器上搭建MQTT服務(wù)器方法,實(shí)現(xiàn)了管道焊接的云監(jiān)控功能。路昊[11]利用單片機(jī)、低功耗無線通信模塊實(shí)現(xiàn)對消防設(shè)備的遠(yuǎn)程監(jiān)測和報警。王曉蘭[12]等人基于CAN總線和ZigBee技術(shù)構(gòu)建了地下感測網(wǎng)絡(luò)架構(gòu),并通過3G/GPRS技術(shù)將數(shù)據(jù)傳輸至互聯(lián)網(wǎng),實(shí)現(xiàn)對礦井設(shè)備的實(shí)時監(jiān)測和故障診斷。劉歡[13]等人采用邊緣-云架構(gòu)的方式實(shí)現(xiàn)對核電設(shè)備的遠(yuǎn)程監(jiān)測和智能診斷。本文在以上研究的基礎(chǔ)上,通過對物聯(lián)網(wǎng)云平臺與點(diǎn)焊監(jiān)測原理的分析,設(shè)計(jì)了一套基于云平臺的實(shí)時點(diǎn)焊監(jiān)測系統(tǒng),以充分發(fā)揮物聯(lián)網(wǎng)技術(shù)在焊接設(shè)備監(jiān)測與質(zhì)量管理中的優(yōu)越性。
1? 基于云平臺的監(jiān)測系統(tǒng)總體結(jié)構(gòu)設(shè)計(jì)
監(jiān)測系統(tǒng)主要由焊接數(shù)據(jù)傳感器、數(shù)據(jù)信號處理模塊、主控模塊、無線傳輸網(wǎng)絡(luò)以及阿里云物聯(lián)網(wǎng)平臺構(gòu)成。以上各模塊分別對應(yīng)著本系統(tǒng)物聯(lián)網(wǎng)結(jié)構(gòu)的感知層、網(wǎng)絡(luò)層和應(yīng)用層。系統(tǒng)總體結(jié)構(gòu)框圖如圖1所示。
電流傳感器和電極壓力傳感器采集相應(yīng)的焊接數(shù)據(jù)信號,經(jīng)數(shù)據(jù)信號處理模塊的積分、放大等電路處理后得到模擬信號,再經(jīng)AD轉(zhuǎn)換模塊將其轉(zhuǎn)換成數(shù)字信號傳送至主控芯片,主控芯片通過其內(nèi)部移植的FreeRTOS實(shí)時操作系統(tǒng)調(diào)取任務(wù)程序?qū)Σ杉瘮?shù)據(jù)進(jìn)行有效值計(jì)算,并判斷是否超出設(shè)置的工藝范圍,然后將以上數(shù)據(jù)打包整理成標(biāo)準(zhǔn)的 MQTT報文格式,數(shù)據(jù)包經(jīng)WiFi模塊—無線路由器—互聯(lián)網(wǎng)傳輸?shù)桨⒗镌茢?shù)據(jù)庫服務(wù)器,由阿里云 IoT Studio構(gòu)建的可視化應(yīng)用網(wǎng)頁從數(shù)據(jù)庫服務(wù)器中調(diào)取數(shù)據(jù),向遠(yuǎn)程用戶呈現(xiàn)焊接過程監(jiān)測狀態(tài)和實(shí)時數(shù)據(jù)曲線、歷史數(shù)據(jù)和報警數(shù)據(jù),用戶也可以根據(jù)需要對焊機(jī)下發(fā)一些簡單的控制指令。
2? 監(jiān)測系統(tǒng)硬件設(shè)計(jì)
2.1? 主控模塊硬件電路設(shè)計(jì)
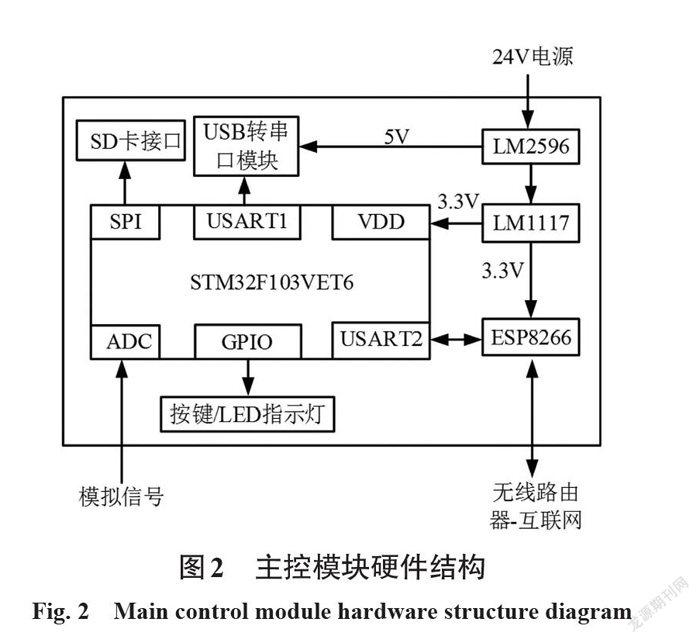
主控模塊是系統(tǒng)的控制核心,由于其需要對大量的焊接信號進(jìn)行處理和傳輸,因此采用以Cortex- M3為內(nèi)核的 STM32F103VET6單片機(jī)作為本系統(tǒng)的控制核心,該芯片具有高性能、低功耗等優(yōu)點(diǎn),其最高72 MHz 的工作頻率基本滿足系統(tǒng)對實(shí)時性的要求。主控模塊硬件結(jié)構(gòu)如圖2所示。
主控模塊采用24 V直流電源進(jìn)行供電,通過 LM2596和LM117模塊將電源電壓降到5 V和3.3 V,分別對 USB 轉(zhuǎn)串口模塊和主控 MCU進(jìn)行供電。 SD 卡接口用于數(shù)據(jù)的外部存儲,USB 轉(zhuǎn)串口模塊用于系統(tǒng)的調(diào)試,與芯片 GPIO 相連接的按鍵和 LED 指示燈用于系統(tǒng)的復(fù)位和狀態(tài)顯示。主控板與路由器的無線傳輸是依靠以ESP8266為核心的無線傳輸模塊實(shí)現(xiàn),ESP8266是集成WiFi和32位Tensilica處理器的嵌入式WiFi模塊,具有性能穩(wěn)定、傳輸速度快等優(yōu)點(diǎn)。
2.2? 焊接數(shù)據(jù)信號處理電路
本系統(tǒng)需要對焊接電流和電極壓力兩個模擬信號進(jìn)行采集和處理。電流信號檢測易受到外界干擾,因此采用 Rogowski 線圈作為電流傳感器, Rogowski線圈輸出的信號經(jīng)積分電路積分后得到焊接電流,然后再經(jīng)過濾波、整流等電路傳到MUC的 ADC 模塊中。設(shè)計(jì)的電流信號積分電路采用 ICL7650作為運(yùn)放的核心,其具有增益高、失調(diào)小和漂移低等優(yōu)點(diǎn),能很好地滿足積分電路高輸出阻抗、低輸入阻抗和高精度反饋的要求。
電極壓力傳感器采用的是壓阻式壓力傳感器,其輸出的電壓信號在70~350 mV范圍內(nèi),本系統(tǒng)通過放大電路將其升至0~3.3 V供AD轉(zhuǎn)換模塊識別。
3? 監(jiān)測系統(tǒng)軟件設(shè)計(jì)
3.1? 軟件總體設(shè)計(jì)
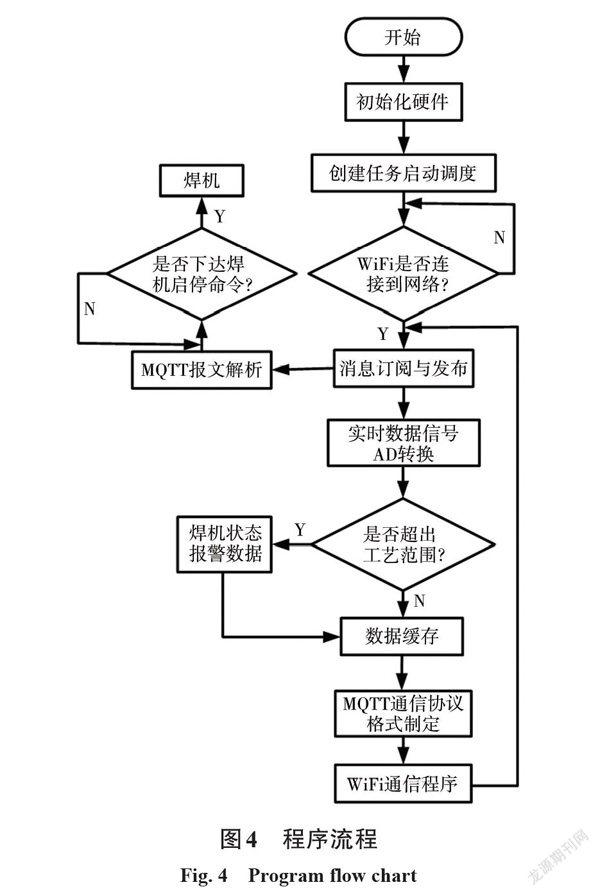
通過STM32中移植的FreeRTOS實(shí)時操作系統(tǒng)對任務(wù)程序進(jìn)行調(diào)度,實(shí)現(xiàn)對焊接數(shù)據(jù)信號的處理及傳輸。系統(tǒng)主要有AD轉(zhuǎn)換及緩存、數(shù)據(jù)處理與監(jiān)測、MQTT報文制定、消息訂閱與發(fā)布、MQTT報文解析、WiFi通信6個子任務(wù)程序,使用FreeRTOS的搶占式任務(wù)調(diào)度器來協(xié)調(diào)各子任務(wù)的運(yùn)行,軟件結(jié)構(gòu)如圖3所示。程序流程如圖4所示。
3.2 ??MQTT通訊協(xié)議制定
MQTT 是一套專門為物聯(lián)網(wǎng)定制的輕量級應(yīng)用層協(xié)議。MQTT有三種服務(wù)質(zhì)量等級,本系統(tǒng)選擇服務(wù)等級1“至少一次”,確保信息的準(zhǔn)確送達(dá), MQTT總共有14個控制報文,其中最主要的幾個控制報文信息如表1所示。
控制報文的內(nèi)容由固定報頭、可變報頭和負(fù)載組成。CONNECT報文用于客戶端請求與服務(wù)端連接,由客戶端向服務(wù)端發(fā)送,CONNECT的固定報頭是固定的0x10加剩余長度,可變報頭的內(nèi)容用于配置功能,如設(shè)置協(xié)議名、設(shè)置協(xié)議級別等,負(fù)載部分則是用于提交所要連接客服端的ID、用戶名和密碼等信息,以上的客戶端信息是根據(jù)阿里云中所建立設(shè)備的三元組構(gòu)建而成的,打開網(wǎng)絡(luò)調(diào)試助手發(fā)送 CONNECT 報文,服務(wù)器端會返回確認(rèn)連接報文:0x20020000,表示連接成功,圖5框中是CONNECT報文內(nèi)容。
通過 SUBSCRIBE報文訂閱相關(guān)Topic后,便可以向服務(wù)器端發(fā)送PUBLISH 報文,PUBLISH 報文負(fù)載部分是焊接過程參數(shù)的標(biāo)識符和數(shù)值,參數(shù)的標(biāo)志符和數(shù)據(jù)類型需要在阿里云平臺中進(jìn)行定義,將含有焊接過程數(shù)據(jù)的PUBLISH報文通過網(wǎng)絡(luò)調(diào)試助手發(fā)送到服務(wù)器時,會在阿里云物聯(lián)網(wǎng)平臺的設(shè)備物模型中觀測到焊接過程數(shù)據(jù),如圖6所示。在本系統(tǒng)中PUBLISH報文發(fā)送的實(shí)時數(shù)據(jù)有焊接電流、電極壓力、報警數(shù)據(jù)、工件編號、設(shè)備信息、控制指令等。
3.3? 阿里云物聯(lián)網(wǎng)平臺監(jiān)測界面設(shè)計(jì)
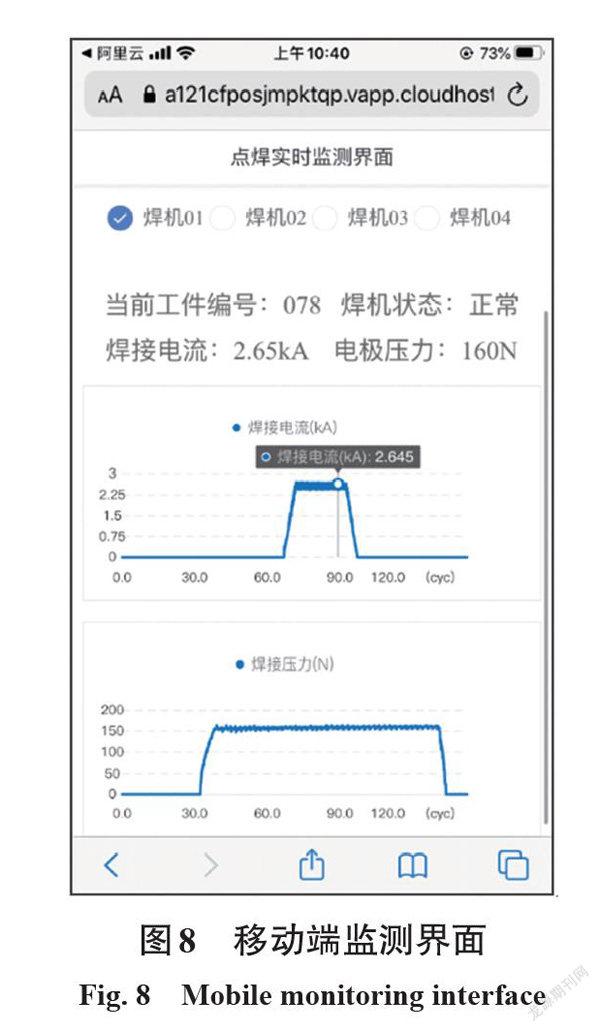
阿里云物聯(lián)網(wǎng)平臺是一個專門為物聯(lián)網(wǎng)設(shè)備提供數(shù)據(jù)管理服務(wù)的應(yīng)用平臺。首先在阿里云物聯(lián)網(wǎng)平臺上建立相關(guān)的產(chǎn)品和設(shè)備以及所需的物模型,建立成功后生成的設(shè)備的三元組信息,在系統(tǒng)MQTT通訊協(xié)議程序中設(shè)置與之相同的三元組。然后在IoT Studio平臺上建立電腦端應(yīng)用網(wǎng)頁和移動端應(yīng)用網(wǎng)頁,并關(guān)聯(lián)前面所建立的產(chǎn)品和設(shè)備,設(shè)計(jì)電腦端和移動端監(jiān)測界面,布置頁面組件如按鈕、數(shù)據(jù)曲線等,并為其配置物模型中的數(shù)據(jù)源,電腦端和移動端監(jiān)測系統(tǒng)界面分別如圖7、圖8所示。
4? 實(shí)驗(yàn)測試與結(jié)果
點(diǎn)焊電源設(shè)備采用型號為IDW-8100的精密焊接電源,加壓設(shè)備采用型號為MSME022G1S的松下伺服電機(jī)。
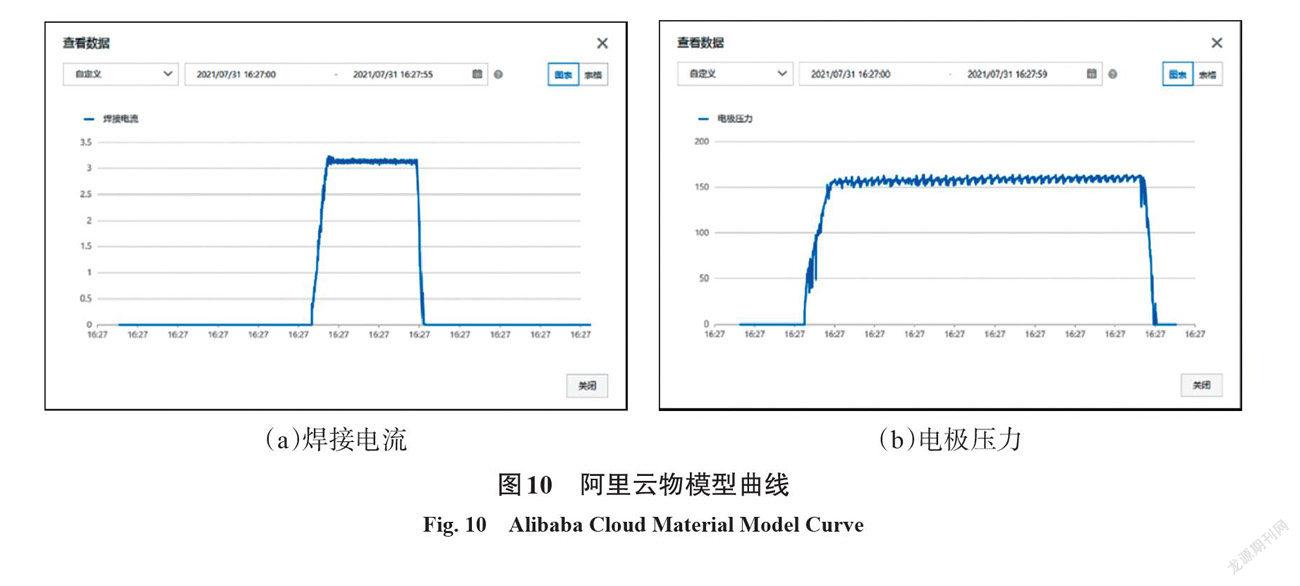
(1)焊接過程中,將主控板的串口轉(zhuǎn)USB模塊連接到電腦的USB 口,焊接完一次后,主控板通過串口調(diào)試助手將緩存區(qū)中采集到的數(shù)據(jù)打印到電腦上,然后通過Origin軟件將該數(shù)據(jù)繪制成曲線,如圖9所示,物聯(lián)網(wǎng)平臺中物模型會將接收到數(shù)據(jù)以曲線的形式展現(xiàn)出來,如圖10所示。對比圖9、圖10,物聯(lián)網(wǎng)平臺上的實(shí)時曲線與主控板中采集到的數(shù)據(jù)曲線一致,未出現(xiàn)失真現(xiàn)象。
(2)在單片機(jī)串口2波特率設(shè)置為115200且WiFi傳輸距離為30 m以內(nèi)的情況下,焊接5次,每次上傳約2000組數(shù)據(jù),對比主控板實(shí)際測量數(shù)據(jù)和云平臺物模型數(shù)據(jù),結(jié)果表明每次焊接平均丟包率低于1%,傳輸穩(wěn)定,滿足實(shí)際生產(chǎn)傳輸要求。
5? 結(jié)論
本文給出了一種基于阿里云的電阻點(diǎn)焊監(jiān)測方案,滿足預(yù)期目標(biāo):
(1)完成以STM32為核心的單片機(jī)外圍電路和焊接信號處理電路設(shè)計(jì),實(shí)現(xiàn)對焊接過程信號的高頻采集和處理。
(2)在單片機(jī)中移植FreeRTOS實(shí)時操作系統(tǒng),并設(shè)計(jì)各個子任務(wù)程序,完成對數(shù)據(jù)的處理和網(wǎng)絡(luò)傳輸,為未來點(diǎn)焊車間的物聯(lián)網(wǎng)化監(jiān)測提供了軟件模型。
(3)通過登錄阿里云平臺電腦端和移動端應(yīng)用網(wǎng)頁實(shí)現(xiàn)了對焊機(jī)的遠(yuǎn)程實(shí)時監(jiān)測,經(jīng)測試,實(shí)時曲線未出現(xiàn)失真現(xiàn)象,傳輸過程中丟包率低于1%,具有較高的穩(wěn)定性、良好的應(yīng)用前景和參考價值。
參考文獻(xiàn):
[1]龍晉.物聯(lián)網(wǎng)技術(shù)在工業(yè)自動化中的應(yīng)用分析[J].電子元器件與信息技術(shù),2018,2(8):78-80.
LONG Jing. Analysis of the Application of Internet of? Things Technology In Industrial Automation[J]. Elec‐ tronic Component and Information Technology,2018,2(8):78-80.
[2]文靜,賈洪德.電阻點(diǎn)焊動態(tài)信號實(shí)時監(jiān)測及焊接質(zhì)量預(yù)測[J].電焊機(jī),2020,50(5):102-106.
WEN J,JIA H D.Real-time monitoring of dynamic sig‐ nals and quality prediction for resistance spot welding [J]. Electric Welding Machine,2020,50(5):102-106.
[3]許君,李永兵,陳關(guān)龍.轎車車身電阻點(diǎn)焊質(zhì)量實(shí)時監(jiān)測系統(tǒng)[J].焊接學(xué)報,2006,27(4):41-44.
XU? Jun ,LI? Yongbing,CHEN? Guanlong. Welding quality real-time monitoring system for auto-body as‐ sembly[J]. Transaction of the China Welding Institu‐ tion,2006,27(4):41-44.
[4]張磊,王博健,于靜偉,等.數(shù)據(jù)采集系統(tǒng)在焊接領(lǐng)域中的應(yīng)用現(xiàn)狀[J].電焊機(jī),2020,50(12):26-31.?? ZHANG L,WANG B J,YU J W,et al. Application status of data acquisition system in welding field[J]. Electric Welding Machine,2020,50(12):26-31.
[5]管景凱,楊凱,吳敏,等.電阻點(diǎn)焊焊接監(jiān)測儀的設(shè)計(jì)[J].電焊機(jī),2018,48(10):105-109.
GUAN Jingkai,YANG Kai,WU Min,et al. Design of resistance? spot welding monitor[J]. Electric Welding Machine,2018,48(10):105-109.
[6]李偉.轎車白車身的電阻點(diǎn)焊質(zhì)量監(jiān)測系統(tǒng)設(shè)計(jì)的研究[D].遼寧:沈陽大學(xué),2013.
LI Wei.Study on the design of Resistance Spot Welding? Quality Monitoring? System for? Sedan[D]. Liaoning: Shenyang University,2013.
[7]蔡洪豐.焊裝車間點(diǎn)焊規(guī)范參數(shù)實(shí)時監(jiān)測系統(tǒng)[D].吉林:吉林大學(xué),2013.
CAI Hongfeng.Real-time Moinitoring System for Spot? Welding Parameters in Welding Workshop[D]. Jilin: Jilin University,2013.
[8]Haghshenas N,Moshayedi H. Monitoring of resistancespot? welding? process[J]. Experimental? Techniques,2020,44(1):99-112.
[9] Li Ruxiong. Quality monitoring of resistance spot weld‐ing based on process parameters[J]. Energy Procedia,2012(14):925-930.
[10]李鑫磊.基于MQTT服務(wù)器和ZigBee的管道焊接狀態(tài)監(jiān)控系統(tǒng)[D].河北:北華航天工業(yè)學(xué)院,2021.
LI Xinlei. Pipeline welding? status monitoring? system based on MQTT server and ZigBee[D].Hebei:North China Institute of Aerospace Engineering,2021.
[11]路昊.基于云平臺的消防設(shè)備遠(yuǎn)程在線監(jiān)測系統(tǒng)的研究與實(shí)現(xiàn)[D].上海:東華大學(xué),2016.
LU? Hao. The? Research? and? Implement? of the? Fire- fighting Equipment Remote Online Monitoring System Based on Cloud Platform[D]. Shanghai:Donghua Uni‐ versity,2016.
[12]王曉蘭,陳沙沙.物聯(lián)網(wǎng)技術(shù)在煤礦設(shè)備異常故障監(jiān)測中的應(yīng)用研究[J].能源與環(huán)保,2021,43(7):182-188. WANG Xiaolan,CHEN Shasha. Research on applica‐ tion of Internet of Things technology in monitoring ab‐ normal faults of coal mine equipment[J]. China Energy and Enviromental Protection,2021,43(7):182-188.
[13]劉歡,畢道偉,劉嘉熙,等.基于云平臺的核電設(shè)備監(jiān)測診斷架構(gòu)設(shè)計(jì)與實(shí)現(xiàn)[J].制造業(yè)自動化,2021,43(1):68-73.
LIU? Huan,BI? Daowei,LIU? Jiaxi,et? al. Design? and implementation of monitoring? and diagnosis? architec‐ture? for? nuclear power? equipment? on? cloud? platform [J]. Manufacturing Automation,2021,43(1):68-73.
編輯部網(wǎng)址:http://www.71dhj.com
猜你喜歡
軟件導(dǎo)刊(2016年9期)2016-11-07 21:56:29
軟件導(dǎo)刊(2016年9期)2016-11-07 21:32:45
中國科技博覽(2016年22期)2016-11-01 15:02:01
中國科技博覽(2016年22期)2016-11-01 13:21:09
中國科技博覽(2016年19期)2016-10-19 14:58:22
電腦知識與技術(shù)(2016年21期)2016-10-18 22:33:02
科技視界(2016年22期)2016-10-18 17:23:30
中國新通信(2016年16期)2016-10-18 11:01:39
中國新通信(2016年16期)2016-10-18 11:00:54
科學(xué)與財(cái)富(2016年28期)2016-10-14 01:24:06
