高抗擠壓油氣井套管殘余應力檢測及分析*
2022-04-13 03:26:38王浩龍周好斌邢立偉徐向前
云南化工 2022年3期
王浩龍,周好斌,路 浩,邢立偉,徐向前
(西安石油大學 材料科學與工程學院,陜西 西安 710065)
鉆井套管用于地層的封隔以及井壁坍塌的防護,是鉆井管材的一次性消耗品,其消費量占油井管總銷售量的七成以上。高抗擠套管是抗擠強度比API計算值高的套管。高抗擠套管因在相同的鋼級、尺寸下,不增加管道壁厚,便具有較高的抗拉強度,而得到廣泛應用。其優點主要有:在同樣的服役外載條件下,與同規格套管比較,高抗擠套管的管壁厚度可減小,從而減輕管柱的總質量,增加可下井深度,增大套管通徑。可采用降低殘余應力、提高整體尺寸精度的途徑來提高高抗擠套管的抗擠強度[1]。
國內外生產制造、科研院所已研究了套管擠毀失效的機理,以及對抗擠性能影響的因素。研究表明[2-5],影響套管抗擠性能的因素主要是屈服強度和殘余應力、D/t比值、壁厚偏差、橢圓度等。殘余應力是影響套管擠毀抗力的主要因素之一,高抗擠套管要求管體具有高的屈服強度、高的尺寸精度和較低的殘余應力。
當工程對套管鋼級和規格的需求確定以后,如何根據企業自身設備和生產技術條件,制訂出合理的生產工藝是開發高抗擠套管的重點工作,重點在于如何通過減低殘余應力、提高材料屈服比等有效措施提高套管的抗擠性能。本文針對無縫管T1、有縫管T2、有縫管T3等三種不同成型工藝套管,采用盲孔法檢測殘余應力,對比殘余應力分布特征、差異,為工藝設計提供借鑒。
1 油套管類型
1.1 無縫油套管
無縫油套管和電阻焊接管是油套管中兩種主要套管。其中,無縫油套管的生產方式有熱軋(擠壓)和冷拔(扎)兩種方式。無縫油套管的主要坯料是無縫管坯,一種中空的圓形鋼條,主要特點是沒有焊縫。
1.2 有縫油套管
有縫油套管多采用電阻焊接管,工藝流程主要有“HFW、熱張力減徑、整管熱處理、熱矯直”。有縫油套采用熱軋鋼卷,經過開卷、滾壓、焊接等工藝過程制成。成型過程中板材邊緣熔融,經過滾壓將其連接在一起,形成管體,則焊縫的機械強度比母材好。比如,直縫電阻焊鋼管的管體橫截面上內外圓的同心度較高,焊縫經過滾壓和熱處理后,組織均勻,抗擠潰能力較好。與無縫套管相比,直縫電阻焊套管憑借著成本低、生產效率高、抗擠毀能力強、沖擊韌性好等多項優點。
2 油套管殘余應力
在套管的成型生產中,因為成型過程的塑性變形,包括軋制、定(減)徑以及校直等,產生殘余應力。套管成型過程會產生殘余應力,可以采取一定工藝措施改變殘余應力的分布或者控制殘余應力的值。比如,套管的擠毀抗力在內表面的環向拉應力約為管體材料屈服強度的5%~10%時會有所提高;采用有限元方法計算線彈性材料套管的殘余應力,發現當套管不圓時,最大臨界擠毀壓力與管體屈服強度之比為0.07;同時,殘余拉應力值較大時,降低了套管的擠毀抗力[6-11]。在生產中,采取棱角之工藝,對套管的擠毀抗力的提高有明顯作用,而適當的熱矯直溫度,可有效減小殘余應力的產生。
國產套管在殘余應力控制方面,對不同工序中殘余應力的產生規律以及油套管服役工況和力學行為與殘余應力關系研究不足。
3 油套管應力檢測
3.1 油套管
檢測對象為三種不同成型工藝的碳鋼油套管,管外徑 270 mm,3個油套管分別編號為:T1、T2、T3。其中,T1是無焊縫,由熱軋工藝制成,T2、T3為兩種不同工藝的焊接有縫管,T2由HFW工藝制成,T3由SEW工藝制成。
3.2 盲孔法檢測設備
盲孔法作為一種標準化的殘余應力檢測方法被廣泛使用。其測量的原理是在被測構件上鉆小孔,測量小孔周圍的應變變化量,計算出殘余應力。
對高抗擠壓油氣井套管進行殘余應力測量時,使用的盲孔法檢測設備是江蘇東華公司生產的DH3820型高速靜態應變儀。殘余應力檢測和變形計測量采用標準ASTM-E837-2008,鉆孔應變的釋放方法采用GB/T 3395-2013進行。DH3820應變儀帶有光學對中結構,便于鉆孔和設定鉆孔深度。檢測設備如圖1所示。

(a)高速應變儀 (b)光學對中裝置
3.3 油套管檢測位置
每個油套管測量線的標記為C1測量線、C2測量線、C3測量線。每個管道測試3個環形圓周截面,每次檢測位置位于同一橫截面,每個測量點距離的間隔足以消除被測試點的互相影響。測點位置如圖2所示。

圖2 檢測位置說明
4 應力測試數據分析
4.1 套管T1檢測結果及分析
編號為T1的油套管殘余應力檢測結果如圖3所示。
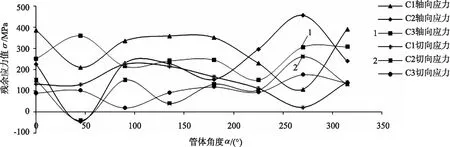
圖3 T1套管檢測結果(無焊縫)
油套管T1的殘余應力分布主要有以下特點:
1)T1管的殘余應力為較為平緩的U型分布,在軸向、切向上具有相同規律,軸向應力大于切向應力,軸向應力均值約 300 MPa,切向應力均值約 140 MPa,存在近似2倍關系。
2)C1測量線存在270°、45°應力降低現象;C2測量線存在45°、225°應力降低現象;C3測量線存在225°、90°應力降低現象。
4.2 套管T2檢測結果及分析
編號為T2的油套管殘余應力檢測結果如圖4所示。

圖4 T2套管檢測結果(焊縫在0°附近)
從檢測結果看,油套管T2的殘余應力分布主要有以下特點:
1)T2管體軸向應力高低交錯分布,存在約120°左右范圍的波動周期,全圓周有三個周期波動,軸向應力均值約 220 MPa,切向應力均值約 150 MPa。
2)T2管體切向應力近似有高、低兩個區域,低應力區域約三分之一圓周。
3)在焊縫附近發生應力的階躍變化,切向應力表現尤為明顯。
4.3 套管T3檢測結果及分析
編號為T3的油套管殘余應力檢測結果如圖5所示。

圖5 T3套管檢測結果(焊縫160°附近)
從檢測結果分析,油套管T3的殘余應力分布特點如下:
1)T3管體軸向應力有類似兩個明顯的高應力區域、低應力區域,低應力區域在0°~150°之間,高應力區域在150°~315°之間。高應力區域、低應力區域與切向分布相反。
2)T3管體切向應力分為兩個明顯的高應力區域、低應力區域,高應力區域在0°~150°之間,低應力區域在150°~315°之間;上述階躍變化在焊縫附近發生。
3)T3管體軸向應力、切向應力在150°有突變現象,管體軸向應力、切向應力在210°左右存在低值現象。
4)切向應力均值約 150 MPa,軸向應力均值約 250 MPa。
5 結論
1)三種不同工藝成型的油套管殘余應力的軸向應力大于切向應力,無縫管的殘余應力水平高于焊縫管的殘余應力水平。T1油套管的軸向、切向殘余應力分布趨勢表現最相同。
2)三種不同工藝成型的油套管的殘余應力分布特征明顯不同,無縫管T1殘余應力為較為平緩的U型分布;有縫管T2軸應力分布呈交替循環分布;有縫管T3軸、切應力分布呈交錯臺階式分布。
3)T2管體軸向應力高低交錯分布,存在約120°左右范圍的波動周期,全圓周有三個周期波動。T2管體切向應力近似有高、低兩個區域,低應力區域約三分之一圓周。
4)T3管體軸向應力有類似兩個明顯的高應力區域、低應力區域,低應力區域在0°~150°之間,高應力區域在150°~315°之間。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
世界農藥(2019年2期)2019-07-13 05:55:12
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
銅業工程(2015年4期)2015-12-29 02:48:39