皮秒激光加工工藝對(duì)微溝槽表面的疏水性研究
2022-04-25 08:03:36李元可汪永超趙忠偉
激光技術(shù) 2022年3期
關(guān)鍵詞:溝槽
李元可,魏 昕,汪永超,趙忠偉,李 亮,張 亮
(廣東工業(yè)大學(xué) 機(jī)電工程學(xué)院,廣州 510006)
引 言
溝槽式均熱板具有熱響應(yīng)快、輕便、無(wú)接觸熱阻等優(yōu)點(diǎn),符合現(xiàn)代電子元件輕量化、集成化的發(fā)展趨勢(shì),是當(dāng)今散熱技術(shù)方面的研究重點(diǎn)之一。當(dāng)均熱板的內(nèi)部工質(zhì)在冷凝端液化時(shí),采用簡(jiǎn)單高效的加工方式制備疏水性強(qiáng)的微結(jié)構(gòu)表面,使工質(zhì)不在冷凝端聚集,盡快回流至蒸發(fā)端,提升工作循環(huán)效率,是目前提升均熱板的整體散熱性能研究中的研究方向之一。
BALDACCHINI等人[1]采用飛秒激光在硅片上連續(xù)增大激光能量,使得硅片上形成了一種圓錐結(jié)構(gòu),后經(jīng)過(guò)氟硅烷修飾,得到了疏水角度達(dá)160°的超疏水結(jié)構(gòu)。XIE等人[2]采用脈沖光纖激光器加工溝槽,通過(guò)氧化氫溶液改性得到了具有梯度濕潤(rùn)表面的微熱管,結(jié)果表明,具有梯度濕潤(rùn)表面的微熱管熱阻比普通微熱管低10倍。VENKATA等人[3]利用皮秒激光加工出了方形微溝槽,結(jié)果表明,樣件表面的疏水性隨激光功率的增大而增加,加工后的樣品的傳熱系數(shù)提高了1.4倍。WU[4]將紫銅基板浸入由正己烷與全氟癸基三乙氧基硅烷溶液配置的化學(xué)試劑中改性,得到了接觸角度為155°的疏水表面,但其沒(méi)有在工件表面加工微溝槽,不會(huì)對(duì)工質(zhì)進(jìn)行定向引導(dǎo),且工件表面粗糙度與毛細(xì)性能變化不大。YANG等人[5]先使用紅外納秒激光在紫銅基板上刻蝕出親水狀態(tài)的微溝槽表面,然后對(duì)該表面進(jìn)行酒精退火后處理工藝,得到了接觸角度為151°的疏水表面,但是在紅外納秒激光加工的過(guò)程中,紅外激光的熱影響區(qū)域較大,如果激光掃描間距過(guò)小,會(huì)導(dǎo)致有大量熔融物飛濺入溝槽內(nèi)堵塞溝槽,影響溝槽質(zhì)量,且該制備方式流程繁瑣,效率相對(duì)低下。
紫外(ultraviolet,UV)皮秒激光微加工技術(shù)是近幾年新興的激光加工技術(shù),紫外皮秒激光器不僅結(jié)構(gòu)簡(jiǎn)單,而且可以提供較高的平均功率和較好的光束質(zhì)量[6]。本文中主要研究了紫外皮秒激光在紫銅基板上以加工微溝槽的方式制備疏水表面的加工機(jī)理以及工藝規(guī)律。通過(guò)引入Cassie-Baxter模型,初步分析了溝槽表面參數(shù)對(duì)接觸角的影響;采用單因素實(shí)驗(yàn),分別研究了激光掃描速率、激光掃描間距、光斑橫向重疊次數(shù)對(duì)微溝槽表面疏水性的影響規(guī)律,并對(duì)相關(guān)加工機(jī)理進(jìn)行分析。這對(duì)研究均熱板冷凝端的疏水性加工工藝、優(yōu)化均熱板的整體散熱性能有著重要意義。
1 實(shí) 驗(yàn)
1.1 參數(shù)選擇與實(shí)驗(yàn)變量
本文中結(jié)合前期實(shí)驗(yàn)數(shù)據(jù)以及前人的加工經(jīng)驗(yàn),獲得了3組較為理想的工藝參數(shù),如表1所示,加工結(jié)果如表2所示。理論研究表明[3,7],溝槽深寬比越大,吸液芯毛細(xì)壓力越大,毛細(xì)流動(dòng)特性越有利于增強(qiáng)均熱板的傳熱性能。因此,使用第1組參數(shù)最有利于提升均熱板的傳熱性能,且其加工出的微溝槽輪廓規(guī)則,如圖1所示,可以運(yùn)用于溝槽式吸液芯中。

Table 1 UV picosecond laser processing parameters

Table 2 Dimensions of microgrooves processed by an UV picosecond laser

Fig.1 Contour diagram of the groove processed by an UV picosecond laser
本文中以上述參數(shù)作為初始參數(shù),通過(guò)改變其中3種工藝參數(shù):激光掃描速率、激光掃描間距、激光光斑橫向重疊次數(shù),依次進(jìn)行單因素實(shí)驗(yàn),研究紫外皮秒激光對(duì)微溝槽表面疏水性能的影響,如表3所示。其中,光斑橫向重疊次數(shù)即在完成加工區(qū)域掃描后,使激光沿著掃描路徑偏移一定的距離(10μm)繼續(xù)線掃描[8]。
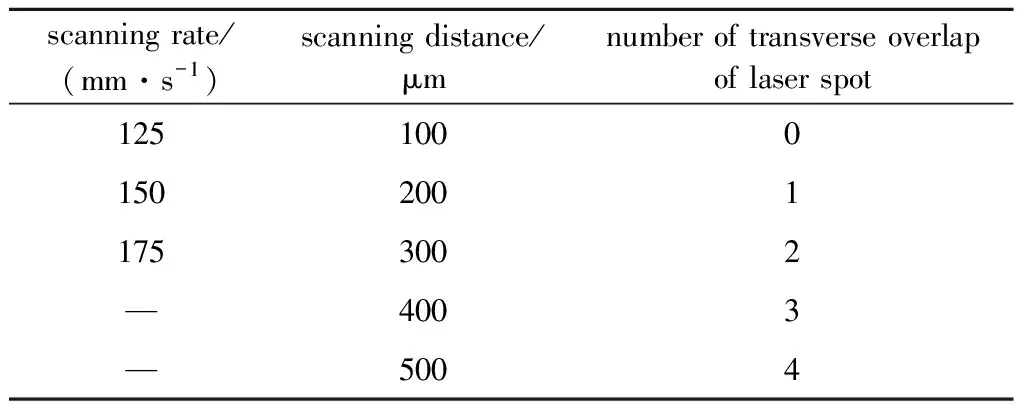
Table 3 Single factor variables and their parameters
1.2 微溝槽表面疏水性評(píng)價(jià)指標(biāo)
面粗糙度對(duì)樣件表面的疏水性能有著直接的影響,當(dāng)材料表面所展現(xiàn)出疏水性能時(shí),其靜態(tài)接觸角隨樣件表面粗糙度的增大而增大[9]。因此,本文中以微溝槽表面的面粗糙度Ra作為評(píng)價(jià)紫外皮秒激光的工藝參數(shù)對(duì)微溝槽表面疏水性能影響的指標(biāo)之一。
此外,工質(zhì)液滴在樣件表面的接觸角可以直接反應(yīng)疏水性能的好壞。本文中也以液滴在微溝槽表面上接觸角的大小作為評(píng)價(jià)指標(biāo)。由于溝槽具有各項(xiàng)異性,使得水滴以長(zhǎng)形條狀存在于微溝槽表面,不同的方向看到的接觸角的大小均不相同,所以需要測(cè)量?jī)蓚€(gè)方向的接觸角,即水滴垂直于溝槽方向的接觸角θv和平行于溝槽方向的接觸角θl[10]。
1.3 實(shí)驗(yàn)材料與設(shè)備
本文中采用尺寸為50mm×50mm×1.5mm的紫銅作為基板材料,實(shí)驗(yàn)前,依次用800目、1500目、2000目的碳化硅砂紙對(duì)紫銅基板打磨拋光后進(jìn)行超聲波清洗,去除附著在材料表面的雜質(zhì)與油污。
本文中采用型號(hào)為EP-UVPS08的紫外皮秒激光打標(biāo)機(jī)對(duì)紫銅基板進(jìn)行加工;EP-UVPS08紫外皮秒激光打標(biāo)機(jī)所用激光波長(zhǎng)為355nm,脈寬為15ps,最大輸出功率為10W,最大加工頻率為1000kHz。采用OLS4000激光共聚焦顯微鏡對(duì)微溝槽的幾何輪廓及其表面粗糙度Ra進(jìn)行觀察與測(cè)量;采用SU8220掃描電鏡對(duì)微溝槽表面微觀形貌以及各元素占比進(jìn)行觀測(cè)和定量分析;采用OCA15Pro視頻光學(xué)接觸角測(cè)量?jī)x測(cè)量水滴在微溝槽表面上的接觸角大小。
2 激光加工機(jī)理及模型建立
2.1 紫外皮秒激光加工疏水性表面的機(jī)理
本文中采用SU8220掃描電鏡,對(duì)紫外皮秒激光加工后的溝槽表面進(jìn)行微觀形貌觀測(cè)以及元素定量分析,如圖2、圖3所示。圖2中,溝槽表面光滑平整,沒(méi)有過(guò)多的熔融物堆積,納米結(jié)構(gòu)密布于溝槽內(nèi)壁及兩側(cè),這說(shuō)明紫外皮秒激光的加工過(guò)程非熱破壞,熱影響區(qū)很小。圖3中,與未加工區(qū)域相比,加工區(qū)域的碳、氧元素含量明顯增多。

Fig.2 Micromorphology of microgroove surface processed by an UV picosecond laser

Fig.3 Energy dispersive spectroscopy spectrum of surface before and after UV picosecond laser processing
在紫外皮秒激光加工的過(guò)程中,由于相互作用時(shí)間短,金屬材料不能連續(xù)蒸發(fā)氣化而是轉(zhuǎn)變?yōu)檫^(guò)熱液體和由迅速膨脹的蒸汽形成的高壓混合物[11]。金屬熔滴在高壓氣體作用下發(fā)生爆炸噴濺后,又由于金屬本身具有較強(qiáng)的自冷卻效應(yīng),這兩者這使得溝槽內(nèi)壁和表面形成了十分豐富的具有疏水性的納米結(jié)構(gòu),匯集空氣進(jìn)入溝槽內(nèi)部,因此水滴更難滲入微米結(jié)構(gòu)的溝槽中[12-13]。
LIU等人[14]采用ATR-FTIR檢測(cè)儀對(duì)皮秒激光加工后的試樣表面進(jìn)一步檢測(cè),發(fā)現(xiàn)樣件表面出現(xiàn)了具有疏水性的亞甲基(—CH2)和甲基(—CH3)等化學(xué)基團(tuán);這與本文中所做的元素定量分析結(jié)果相一致,因此可認(rèn)為樣件中的碳元素大多來(lái)源于空氣,并且多以非極性化學(xué)基團(tuán)的形式存在,在加工過(guò)程中這些基團(tuán)吸附在樣件表面,有效的降低了樣件的表面能,使得樣件也具有了疏水性。
綜合上述兩種主要原因,共同造就了具有疏水性能的微溝槽表面。
2.2 疏水模型的建立
楊氏方程是界面化學(xué)的基本方程之一,適用于光滑表面的接觸角預(yù)測(cè)[15]。
σv,s=σs,l+σl,vcosθ
(1)
式中,σv,s,σs,l,σl,v分別是固氣、固液、液氣界面的表面張力;θ是液滴在未加工表面上的接觸角,即材料的本征接觸角。本文中測(cè)得樣件未加工表面的本征接觸角為85.0°,如圖4所示。

Fig.4 Sample intrinsic contact angle
CASSIE等人[16]描述了水滴底部和微結(jié)構(gòu)部分接觸的狀態(tài),認(rèn)為當(dāng)樣件表面粗糙度達(dá)到某種程度時(shí),溝槽內(nèi)部存有空氣,內(nèi)部的空氣與表面張力共同作用,使得液滴處于微結(jié)構(gòu)上方,并非只與樣件接觸,如圖5所示。

Fig.5 Cassie-Baxter theoretical model
根據(jù)Cassie-Baxter理論,構(gòu)建微溝槽織構(gòu)模型,如圖6所示。
恒溫恒壓狀態(tài)下,液滴的表面能ΔG的變化為:
ΔG=[f1(σs,l-σv,s)dx+f2σl,v+σl,vcosθ]ΔA
(2)
式中,f1是固-液表面的接觸面積分?jǐn)?shù);f2是氣-液表面

Fig.6 Microgroove texture model
的接觸面積分?jǐn)?shù),且f2=1-f1;ΔA是接觸面積的增加量。
當(dāng)ΔG=0時(shí),θ→θC。結(jié)合(1)式與(2)式,得到Cassie-Baxter模型接觸角θC的計(jì)算公式:
cosθC=-1+(1+cosθ)f1
(3)
其中:
f1=d/(d+w)
(4)
式中,w是溝槽寬度,d是溝槽間距。
結(jié)合織構(gòu)模型,可以推導(dǎo)出微溝槽表面的Cassie-Baxter模型接觸角θC的計(jì)算公式:
cosθC=-1+(1+cosθ)d/(d+w)
(5)
通過(guò)上述理論分析可初步得到結(jié)論:通過(guò)縮短溝槽間距、增大溝槽寬度或通過(guò)其它方式,降低固-液區(qū)域的面積占比f(wàn)1,均可有效提升溝槽表面的疏水性能。
3 結(jié)果與分析
3.1 激光掃描速率對(duì)微溝槽表面疏水性的影響規(guī)律
只改變激光掃面速率,激光加工間距300μm,代入表3中相對(duì)應(yīng)的變量參數(shù),得到了具有不同程度的疏水性微溝槽表面,如表4所示。
由于激光光斑受到限制,溝槽寬度變化不大,溝槽深度隨著激光掃描速率的增加而減小,這主要是因?yàn)殡S著掃描速率增大,輻照區(qū)域內(nèi)材料吸收的激光能量減少,材料的去除率降低,因此溝槽深度減小[17]。

Table 4 Influence of laser scanning rate on the surface hydrophobicity of micro-grooves
由表4可知,垂直方向的接觸角始終大于平行方向的接觸角,且隨著溝槽深度的增加,垂直接方向的觸角增大,但平行方向的接觸角反而呈小幅度減小的趨勢(shì)。這是因?yàn)樵诖怪庇跍喜鄣姆较蛏希后w若想得到擴(kuò)張,就需要能量突破該方向上存在著的連續(xù)且高能量的壁壘[18],但是液滴的能量遠(yuǎn)小于溝槽垂直方向的壁壘的能量,因此其在垂直方向上很難擴(kuò)張,接觸角相對(duì)較大;但是在平行方向上不存在這種能量壁壘,所以液滴可以在平行方向不斷延伸,接觸角不斷下降[19]。
垂直方向上,由于溝槽變深,溝槽表面的起伏程度變大,表面粗糙度明顯增加,溝槽當(dāng)中的微納結(jié)構(gòu)占比大幅上升,因此溝槽內(nèi)截留的空氣隨著溝槽深度的增加而增多,截留的空氣堆積在溝槽內(nèi)部,其含量明顯高于未加工處。由于空氣的堆積,溝槽表面會(huì)形成一層空氣墊,將水滴托起,增大了氣-液接觸線長(zhǎng)度,有效減小了固-液區(qū)域的接觸面積,這與WANG[20]、KONG[21]和LIU[22]等人所設(shè)計(jì)、分析的微結(jié)構(gòu)理論模型的結(jié)論相一致。綜上所述,溝槽越深,其內(nèi)部可封存更多的氣體,使得疏水性能夠得到有效提升[20]。
3.2 激光掃描間距對(duì)微溝槽表面疏水性的影響規(guī)律
只改變激光掃面間距,代入表3中相對(duì)應(yīng)的變量參數(shù),得到了具有不同程度的疏水性微溝槽表面,如表5所示。

Table 5 Influence of laser sweep spacing on the surface hydrophobicity of micro-grooves
結(jié)合表5與圖7分析可知,加工時(shí),激光掃描間距的改變并不影響單根微溝槽的寬度與深度,但隨著激光掃描間距的增加,相鄰的溝槽間距變寬,在相同放大倍數(shù)的觀測(cè)區(qū)域內(nèi)觀測(cè)到的微溝槽的數(shù)量明顯下降。結(jié)合(5)式分析可知,溝槽間距變寬直接導(dǎo)致了固-液表面的接觸面積分?jǐn)?shù)增加,使得接觸角降低。從機(jī)理方面分析,是因?yàn)闇喜坶g距的變寬整體的減少了微溝槽表面的起伏程度,微納結(jié)構(gòu)的占比降低,導(dǎo)致微溝槽表面粗糙度下降;同時(shí),由于溝槽數(shù)量的減少,使得溝槽內(nèi)部無(wú)法過(guò)多截留空氣,且激光加工時(shí)樣件表面吸附的疏水性化學(xué)基團(tuán)減少,導(dǎo)致微溝槽表面疏水性能下降。綜合以上分析,隨著激光加工間距的增大,微溝槽表面的各項(xiàng)有利于疏水的因素減少,疏水性能降低。

Fig.7 Grooves observed at the same magnification with different laser sweep spacing
3.3 光斑橫向重疊次數(shù)對(duì)微溝槽表面疏水性的影響規(guī)律
只改變光斑橫向重疊次數(shù),代入表3中相對(duì)應(yīng)的變量參數(shù),為了保證變光斑橫向重疊次數(shù)變多時(shí)溝槽與溝槽之間互不影響,本文中選用激光加工間距為200μm的加工參數(shù)進(jìn)行實(shí)驗(yàn);得到了具有不同程度的疏水性微溝槽表面,如表6所示。
由實(shí)驗(yàn)結(jié)果可知,隨著光斑橫向重疊次數(shù)增加,溝槽表面的粗糙度不斷上升,溝槽變寬,深度由深變淺;當(dāng)光斑橫向重疊0~2次時(shí),微溝槽表面的接觸角隨著重疊次數(shù)的增加而增大,但是當(dāng)重疊次數(shù)為3~4次時(shí),微溝槽表面的接觸角隨著重疊次數(shù)的增加不斷減小,這與通過(guò)Cassie-Baxter理論模型計(jì)算得到的接觸角及面粗糙度的趨勢(shì)不同。

Table 6 Influence of number of spot overlap on surface hydrophobicity of micro-grooves
使用掃描電鏡以和激光共聚焦顯微鏡得到了光斑橫向重疊次數(shù)不同時(shí),溝槽的表面形貌以及橫向剖面圖,如圖8所示。隨著光斑橫向重疊次數(shù)的增加,微溝槽底部逐漸形成凸起,溝槽表面一端逐漸堆積起不規(guī)則的熔融物。光斑橫向重疊0~2次時(shí),微溝槽仍可以保持正常的輪廓形貌,當(dāng)其橫向重疊3~4次時(shí),微溝槽無(wú)法保持正常的輪廓形貌,且溝槽旁邊的熔融物逐漸變大增多。
造成上述原因,是因?yàn)楣獍邫M向重疊加工時(shí):一方面光束無(wú)法聚焦到同一平面,導(dǎo)致被加工部分吸收到的能量不均勻,靠近溝槽邊緣的部分容易被光束聚焦,因此材料去除量相對(duì)較大;靠近溝槽內(nèi)部的部分由于具有一定的深度,很難被光束聚焦,因此材料去除量相對(duì)較小。由于溝槽內(nèi)各處材料的去除量不同,因此其底部逐漸產(chǎn)生了凸起。另一方面,加工時(shí)金屬熔滴向兩邊噴濺,其中一部分噴濺并堆積在了微溝槽表面,形成了許多不規(guī)則的熔融物,且熔融物隨著橫向重疊次數(shù)的增多而逐漸增大,另一部分噴濺到微溝槽底部并堆積,使得溝槽深度降低的同時(shí),又形成了凸起。

Fig.8 Surface morphology and transverse section of the grooves under different number of light spot overlap
綜上所述,光斑適量的橫向重疊,不僅不會(huì)過(guò)度破壞微溝槽的結(jié)構(gòu),還可以增大微溝槽寬度,增加微納結(jié)構(gòu),這有利于截留空氣、提升被吸附的疏水性化學(xué)基團(tuán)的含量,從而增強(qiáng)微溝槽表面的疏水性;相反,過(guò)度的橫向重疊,雖然大量不規(guī)則熔融物使得面粗糙度得以提升,但同時(shí)嚴(yán)重破壞了微溝槽原有的形貌,過(guò)多的飛濺物還會(huì)堆積成大型熔融物,減少了原有微納結(jié)構(gòu)與疏水化學(xué)基團(tuán)的占比,大幅降低了微溝槽表面的疏水性。
4 結(jié) 論
本文中利用單因素實(shí)驗(yàn),研究了不同的工藝參數(shù)下,紫外皮秒激光在紫銅基板上以加工微溝槽的方式制備疏水表面的加工機(jī)理以及工藝規(guī)律。
(1)紫外皮秒激光加工后的微溝槽表面具有豐富的微納結(jié)構(gòu),并且在加工過(guò)程中吸附了大氣中大量的具有疏水性的有機(jī)物,這使得樣件表面具備了疏水特性。
(2)激光掃描速率高于125mm/s時(shí),會(huì)導(dǎo)致材料吸收能量不充分,使得溝槽深度減小,面粗糙度降低;溝槽深度減小會(huì)使得其內(nèi)部截留的空氣減少,疏水性能降低。
(3)激光掃描間距變大時(shí),微溝槽整體數(shù)量下降,其表面及內(nèi)壁中微納結(jié)構(gòu)的占比和吸附的疏水性有機(jī)物也會(huì)減少,同時(shí)面粗糙度及截留的空氣也會(huì)減少,從而導(dǎo)致疏水性能的降低。
(4)光斑橫向重疊0~2次時(shí)為適量,可以增加溝槽的寬度,提升疏水性能;光斑橫向重疊3~4次時(shí)為過(guò)量,會(huì)嚴(yán)重破壞溝槽形貌、降低微納結(jié)構(gòu)及疏水物質(zhì)的占比,使得樣件表面的疏水性能降低。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:28
西北工業(yè)大學(xué)學(xué)報(bào)(2022年2期)2022-05-11 07:50:12
建材發(fā)展導(dǎo)向(2022年1期)2022-03-08 01:52:36
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
機(jī)械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(shù)(2020年3期)2020-12-25 05:22:30
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
中國(guó)機(jī)械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學(xué)學(xué)報(bào)(2015年3期)2015-12-22 05:26:21
