激光熔覆鐵基TiC復合涂層成形質量的控制方法
2022-04-25 08:03:38師文慶謝林圯龔美美謝玉萍何寬芳
激光技術 2022年3期
關鍵詞:模型
吳 騰,師文慶*,謝林圯,龔美美,黃 江,謝玉萍,何寬芳
(1.廣東海洋大學 電子與信息工程學院,湛江 524088;2.佛山科學技術學院 機電工程與自動化學院,佛山 528225)
引 言
激光熔覆是通過聚集高能量激光束,使基材表面和熔覆材料融化,并快速凝固成型,在基體表面形成一層冶金結合涂層的技術[1-5]。在激光熔覆過程中,影響因素有很多,熔覆材料的選取,輸出電流、脈沖寬度、掃描速率等工藝參數的設置,都會直接影響到熔覆層的宏觀形貌以及質量[6-11]。
為了獲得優良的熔覆層質量,XU等人[12]通過正交實驗法,研究了激光工藝參數與熔覆層寬、高和稀釋率之間的關系,認為對熔覆層寬、高及稀釋率影響最重要的因素分別是激光功率、粉盤轉速及激光功率。YU等人[13]基于正交法,研究了工藝參數對鐵基熔覆涂層寬度、高度、深度的影響。HUANG等人[14]采用極差分析法,研究了激光工藝參數對涂層裂紋及厚度的影響。
以上研究主要利用正交設計方法研究了激光工藝參數對熔覆涂層的影響,可以找出多個因素水平的最優組合,但是只能分析離散型數據。現有的研究通過各種方法所構建的模型具有一定的局限性,無法適用于激光熔覆鐵基TiC復合涂層的實際情況,且有關工藝參數及其組合參數對激光熔覆鐵基TiC復合涂層質量的研究較少。響應面法是一種綜合試驗設計和數學建模的優化方法,能夠明確地獲得影響因素與響應目標之間的函數關系[15-20]。因此,本文中采用YAG激光器,在60Si2Mn基體上制備鐵基TiC復合涂層,通過響應面法,研究不同工藝參數對熔覆層幾何參數、寬高比、稀釋率、硬度的影響,并進行參數優化確定最佳工藝參數組合,實現了對熔覆層質量的有效控制。
1 實 驗
1.1 影響因素與響應目標的設定
此次實驗是基于響應面軟件Design-Expert操作界面下的Box-Behnken design(BBD)設計試驗方案,并構建響應面數學模型。實驗中選用輸出電流X1、脈沖寬度X2和掃描速率X3這3個激光熔覆工藝參數作為影響因素,每個優化因素設置為3個水平,以-1,0,+1對因素水平進行編碼(如表1所示),其中0對應的是影響因素的中心值,而-1,+1分別代表影響因素的低值、高值。選取熔覆層寬度W、高度H、熔池的深度h、稀釋率η、寬高比(W/H)和熔覆層的顯微硬度HV作為響應目標。設計出15組激光熔覆工藝參數復合實驗,如表2所示。
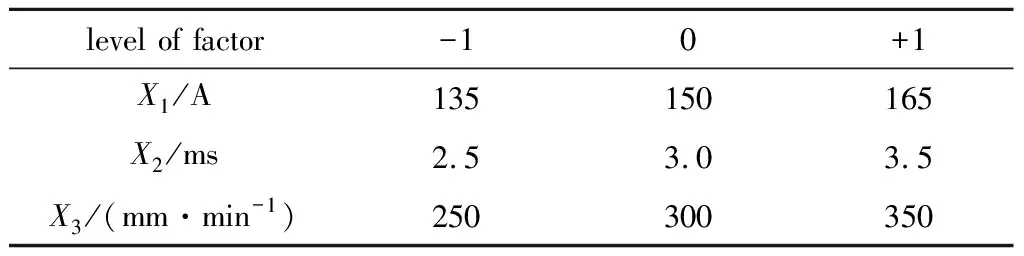
Table 1 Laser cladding process parameters and factor levels
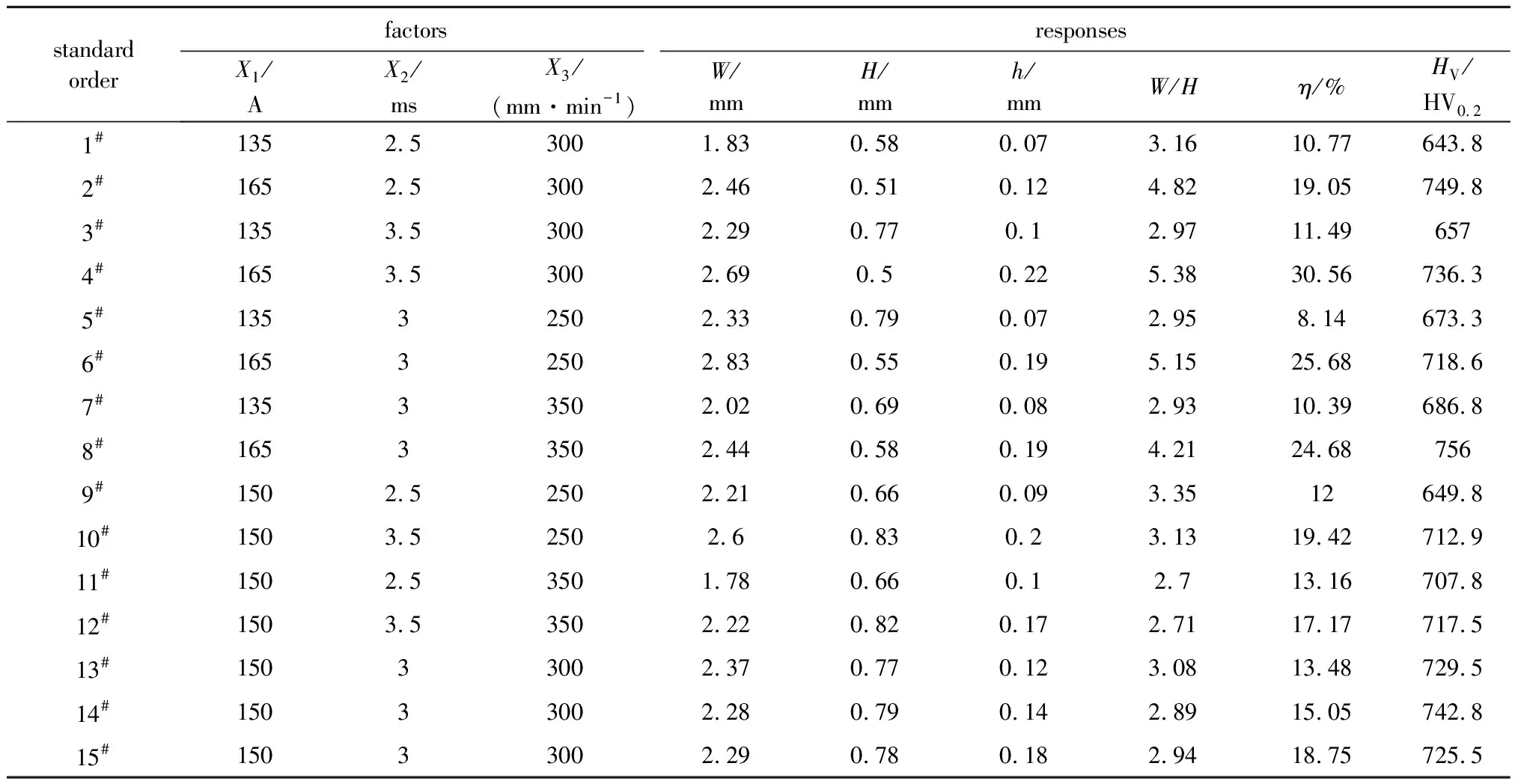
Table 2 Box-Behnken design test scheme and results
1.2 實驗材料與方法
實驗中選用以60Si2Mn彈簧鋼為基體材料,試樣尺寸為40mm(長度)×20mm(寬度)×2mm(厚度)。熔覆材料選擇Fe60粉末與TiC(純度99.98%)混合而成的復合粉末,質量比為9∶1,表3為Fe60化學成分表。

Table 3 Chemical content of Fe60 powder(mass fraction)
圖1是熔覆粉末的掃描電鏡圖。熔覆前,用金相砂紙打磨基體表面,并用無水乙醇清洗、烘干,去除表面的雜質。實驗設備采用XL-800WF光纖傳輸YAG激光加工系統。粉末的鋪粉方式為粉末預置法。除去需要優化的工藝參數以外,其它的參數設置為:脈沖頻率25Hz,離焦量+1mm,粉末鋪設厚度(1.0±0.2)mm。激光熔覆完成后,將試樣進行切割、制備、拋光、腐蝕。腐蝕溶液是質量分數為0.05的硝酸酒精,腐蝕時間30s。采用金相顯微鏡測量熔覆層的高度H、寬度W、熔池的深度h,如圖2所示,以及用數顯顯微硬度機(MHVD-1000AT)測量熔覆層的顯微硬度,取平均值。
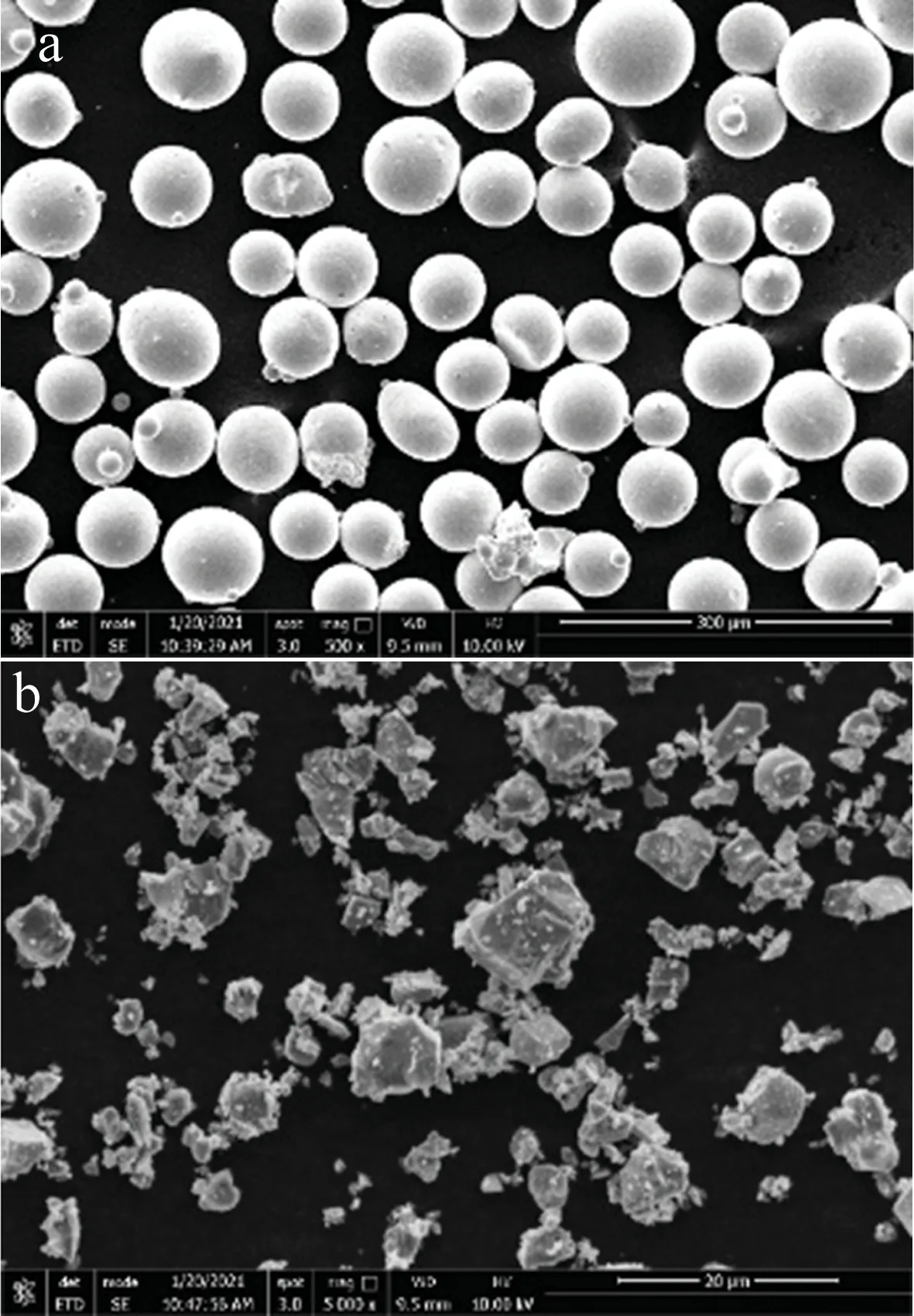
Fig.1 Scanning electron microscope micrograph of the cladding powder
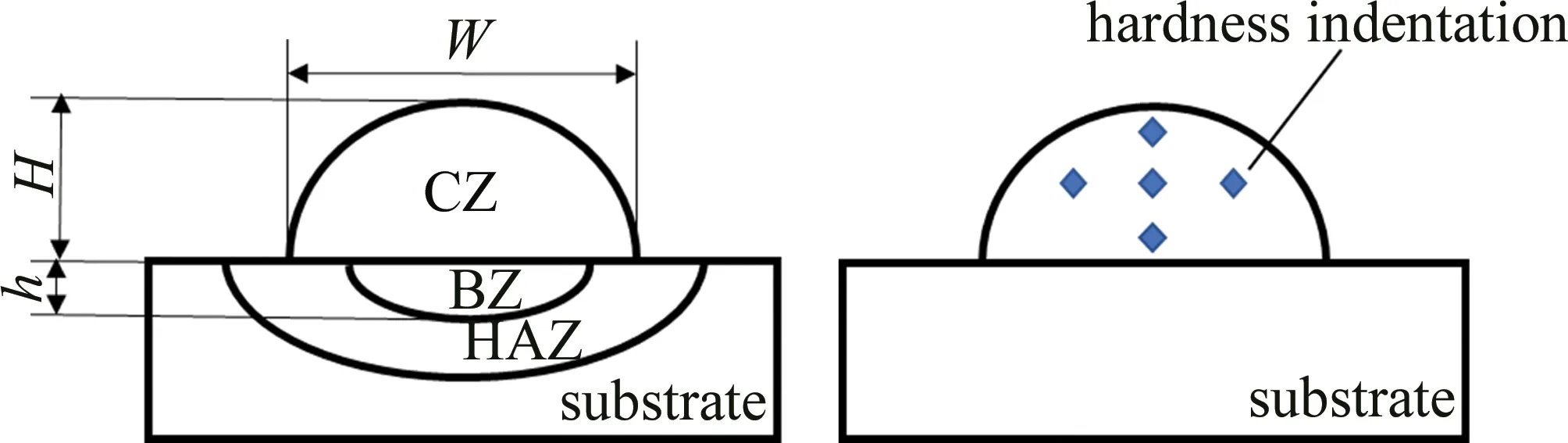
Fig.2 Diagram of section morphology and hardness indentation of the cladding layer
可以根據激光熔覆層的宏觀形貌和稀釋率來判斷其質量[21-23]。宏觀形貌由三部分組成:熔覆區(cladding zone,CZ)、結合區(bond zone,BZ)和熱影響區(heat affected zone,HAZ)。其幾何尺寸可以通過熔覆層寬度W、高度H和熔池深度h來描述,稀釋率是指在激光熔覆工序中,熔融后的熔覆層材料與母材的混合引起的熔覆合金組成的變化程度,這是控制激光熔覆過程的重要因素之一[24-25],寬高比也是控制熔覆層質量的有效方法,較大的寬高比可以獲得良好的熔覆層質量,如下式所示:
(1)
式中,η為稀釋率。
2 結果和討論
2.1 響應面數學模型的建立
為了保證構建數學模型的精確性,在函數擬合中需要去除不顯著項,即模型系數p值大于0.05。然后對響應目標熔覆層寬度、高度、熔池深度、稀釋率、寬高比和硬度建立多項式回歸模型。
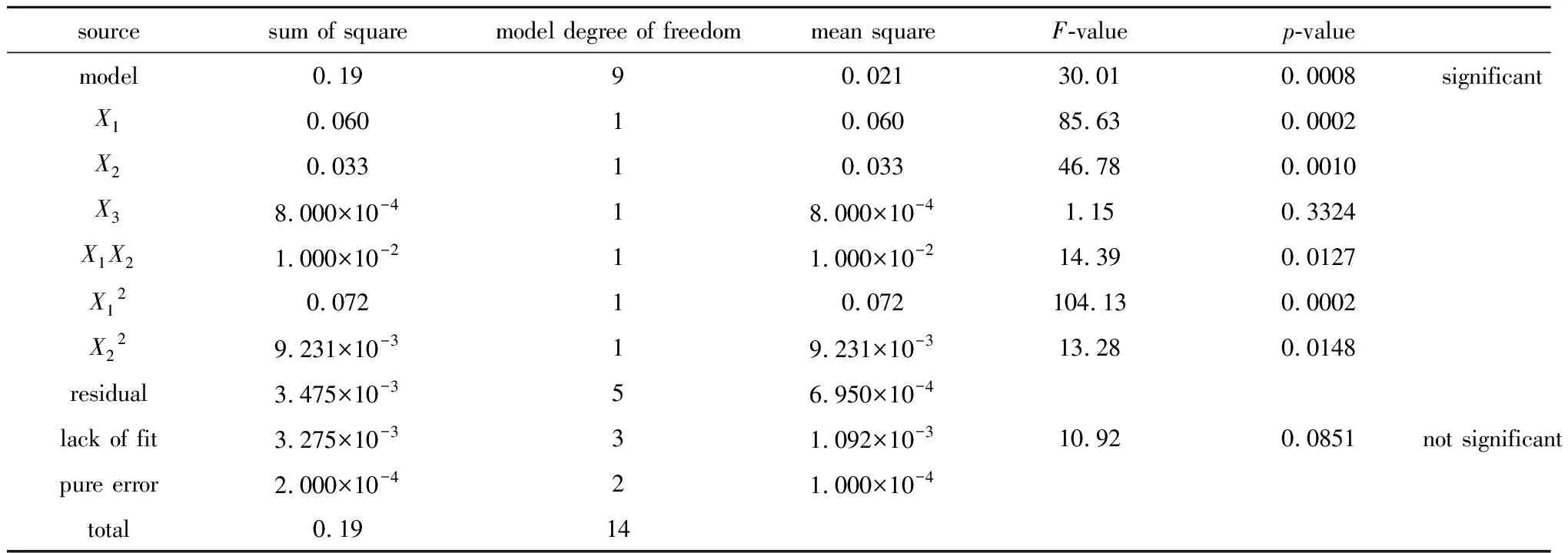
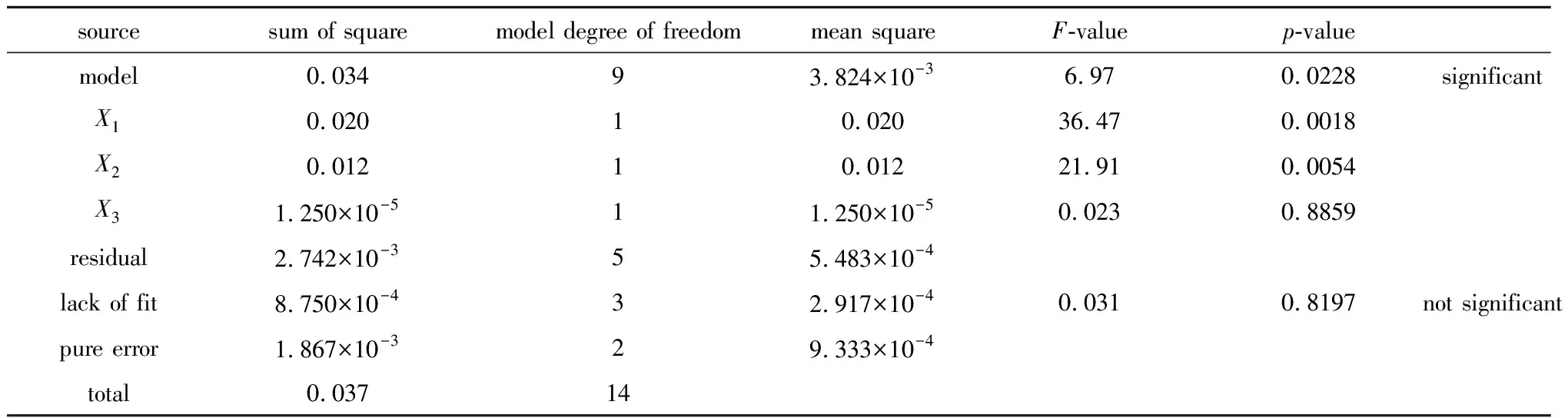
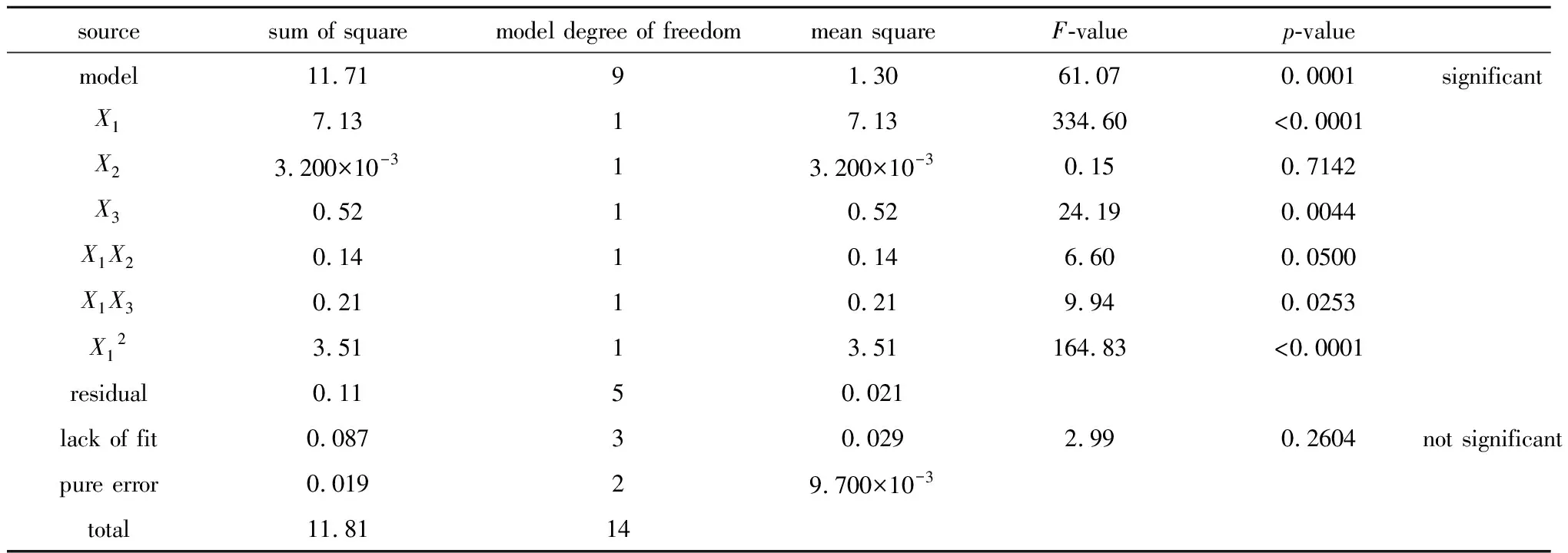
2.1.1 熔覆層幾何參數的數學模型 對熔覆層寬度、高度和熔池深度的模型系數、失擬項進行顯著性分析,結果如表4、表5和表6所示。從表中可以觀察到,3種模型的模型系數p值分別為0.0001,0.0008,0.0228,均小于0.05,說明模型具有顯著性;模型中的失擬項系數F值和p值都遠大于0.05,說明所建立的模型擬合精度高,影響因素對響應目標具有顯著的影響性;多元系數Rs(0≤Rs≤1)的值接近于1,說明3種模型的相關性越好;有效信號與噪聲的比值Ap分別為28.175,15.273,9.284,均遠大于4,說明3種模型可信度較高。
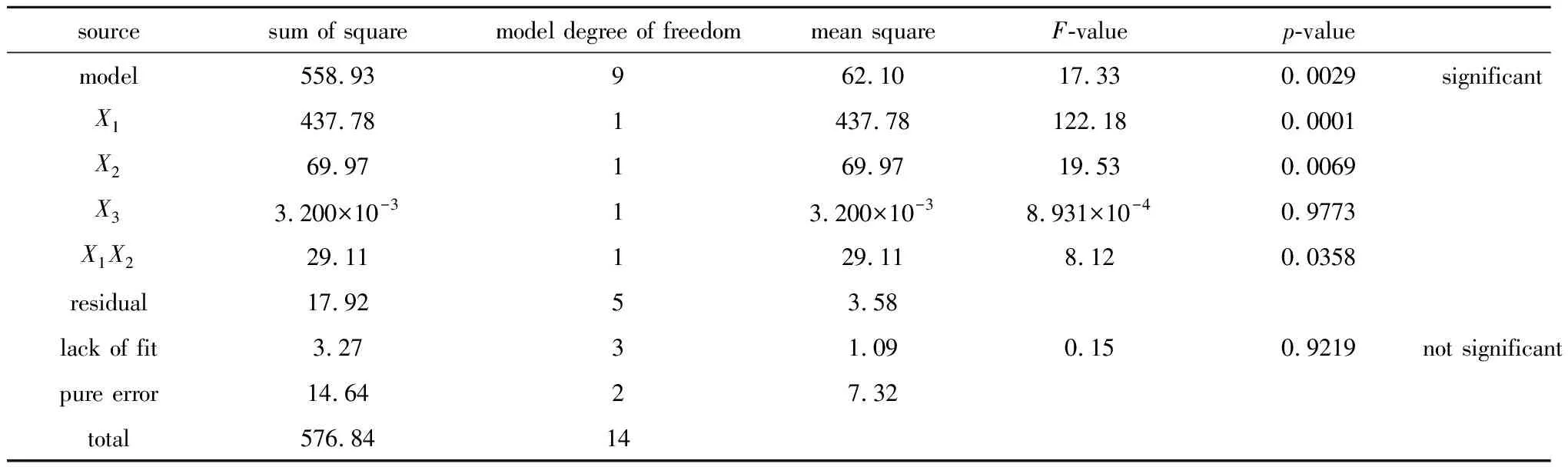
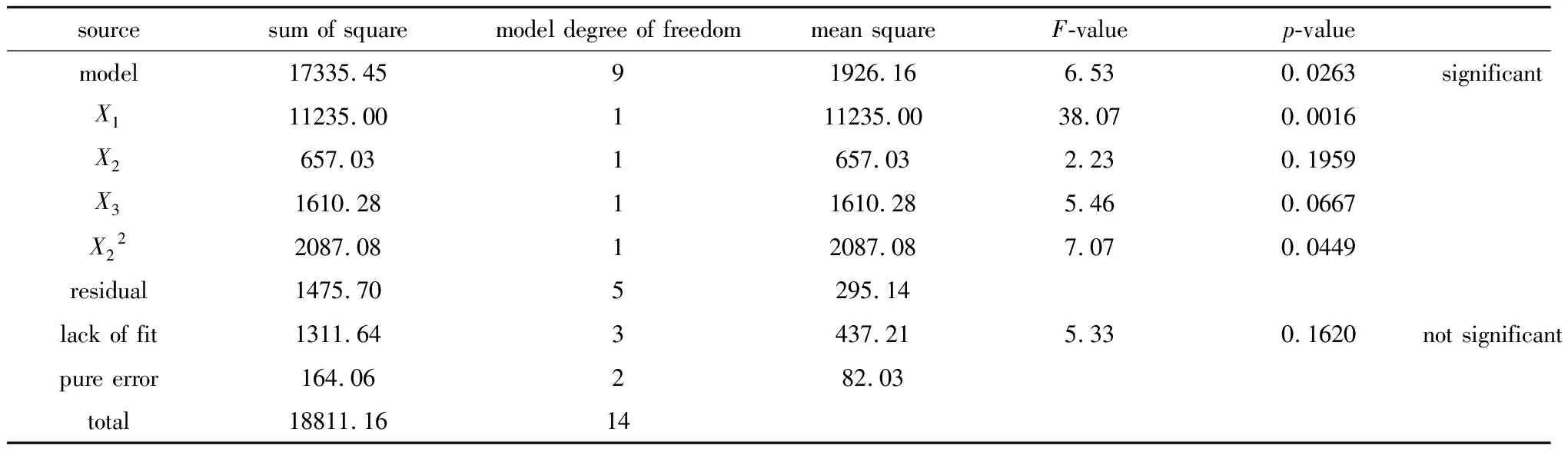
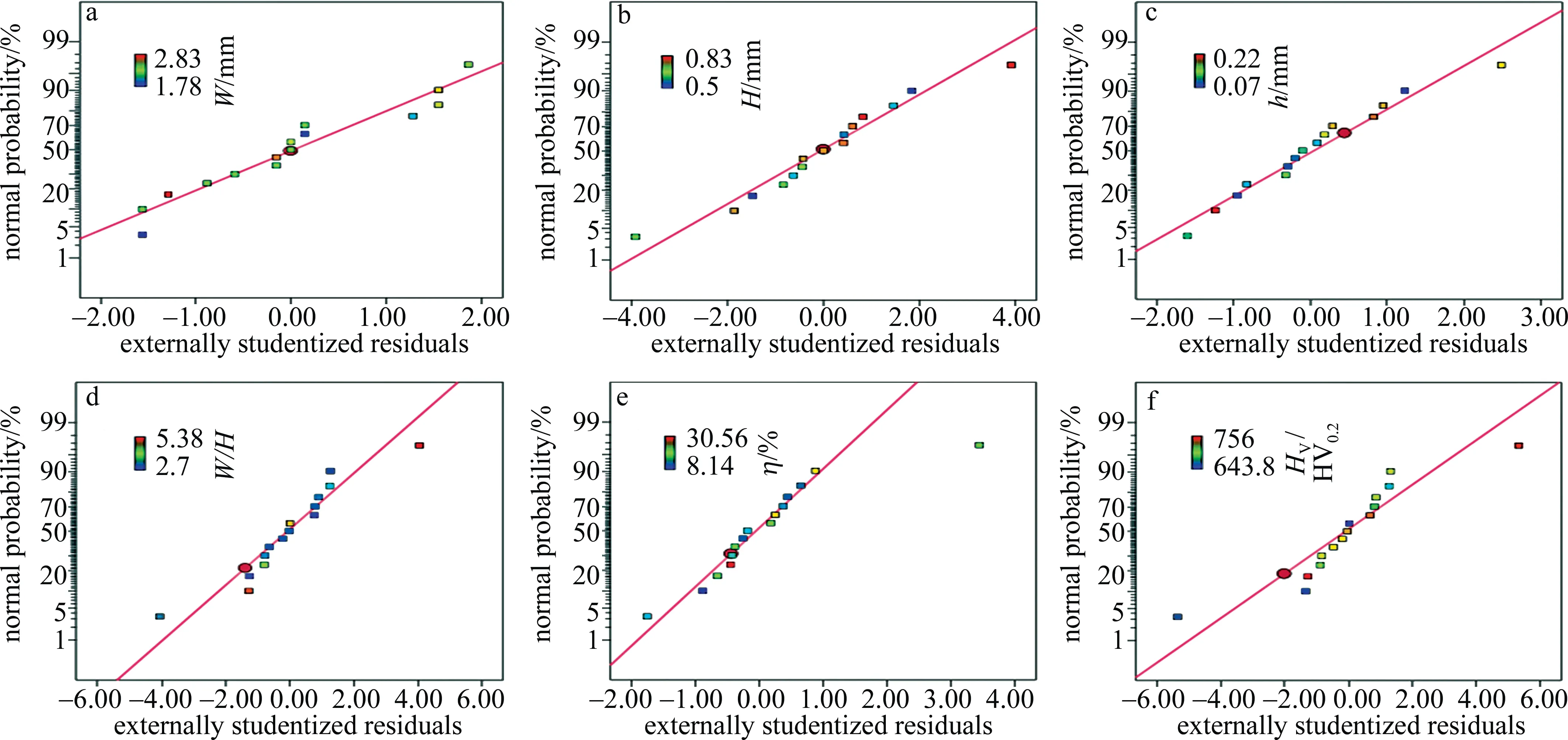
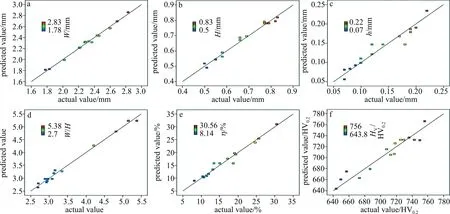
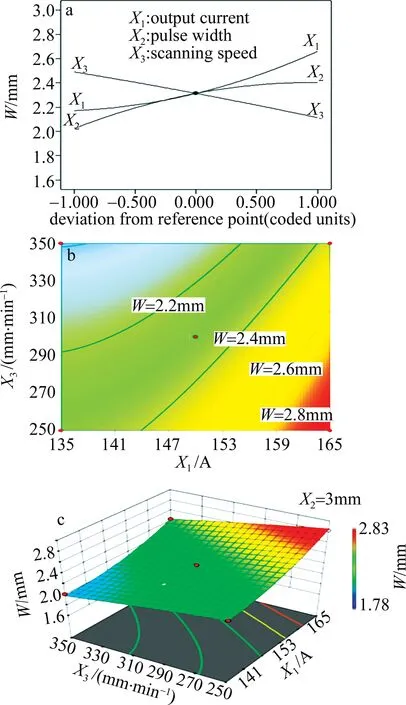
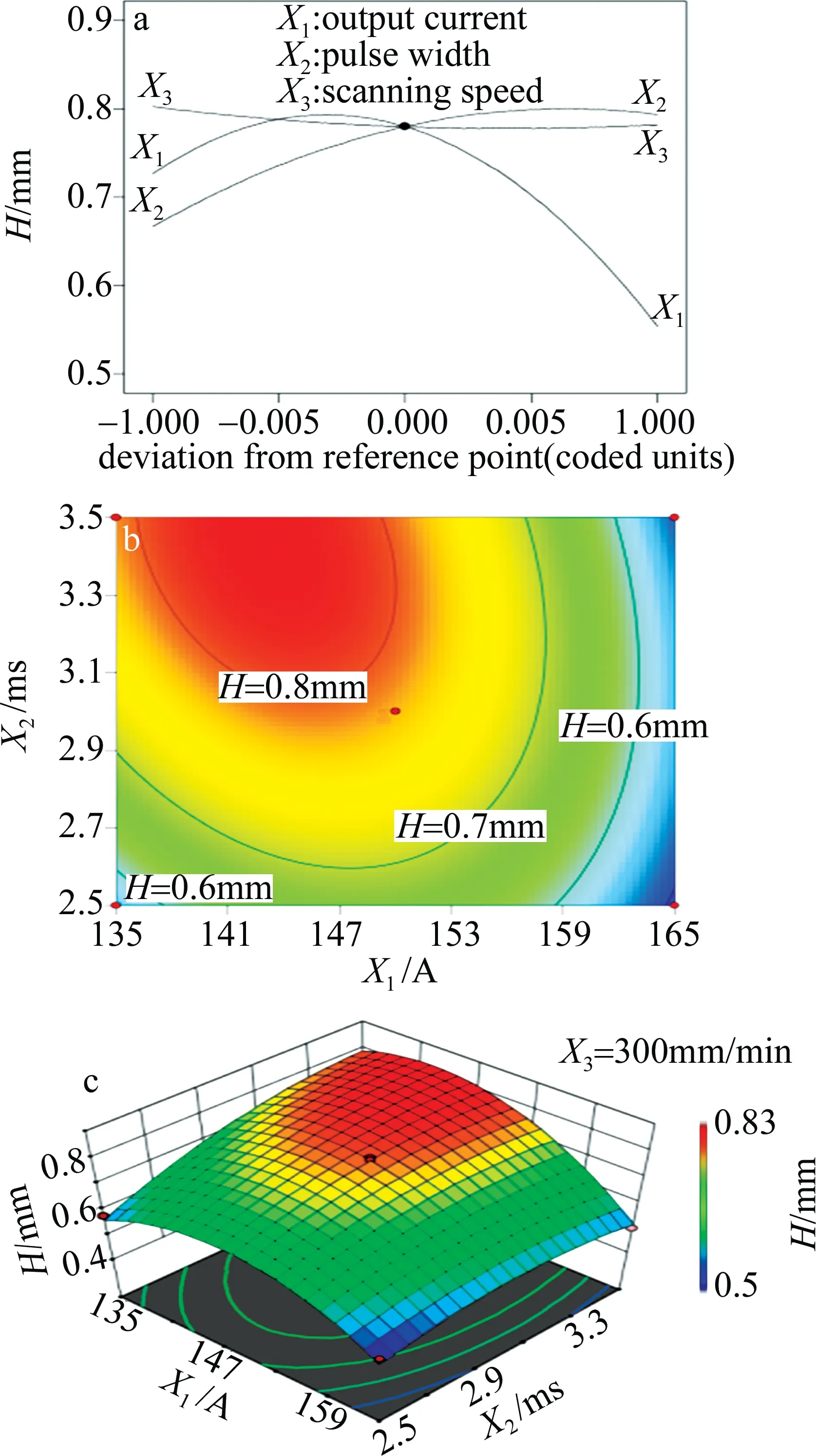
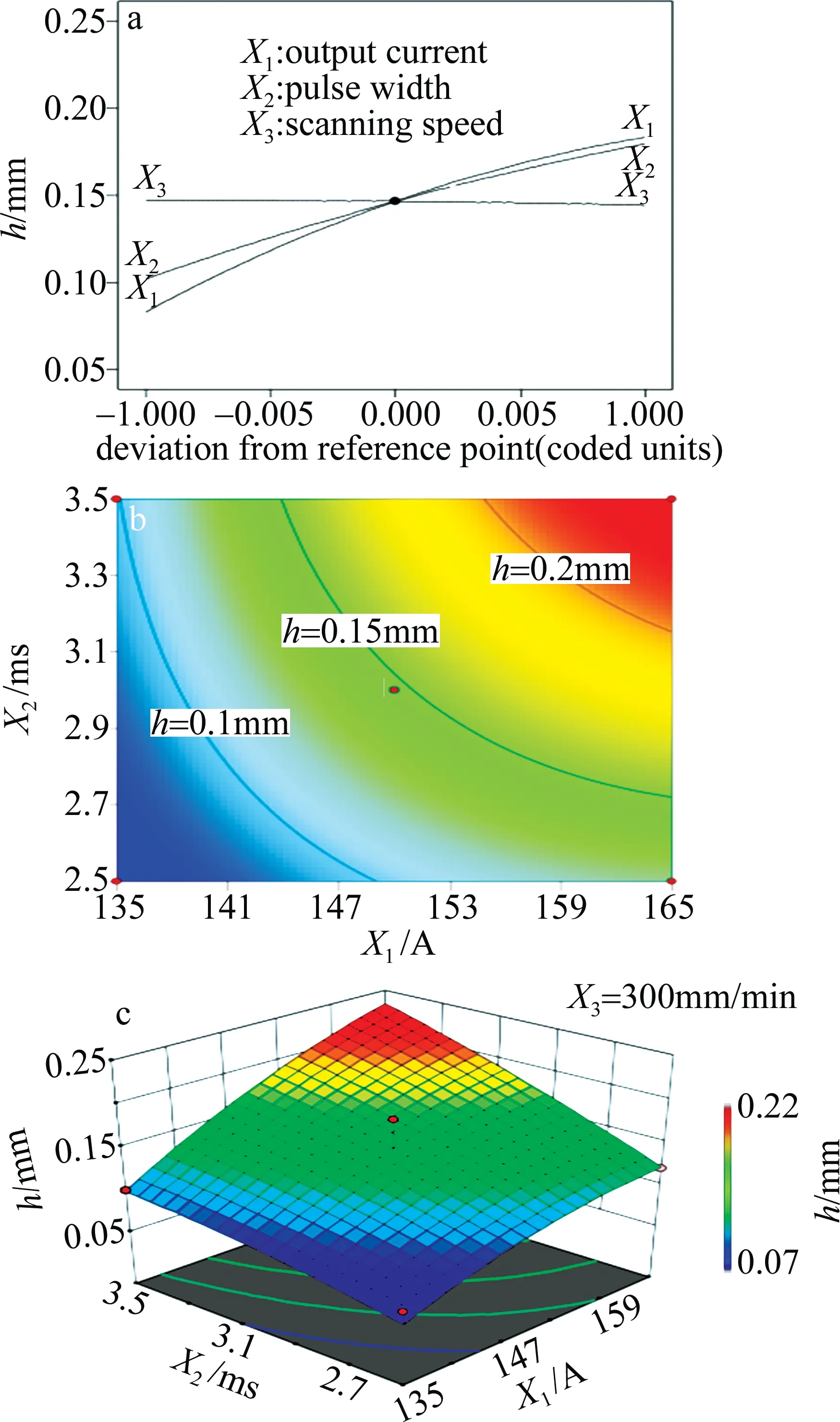
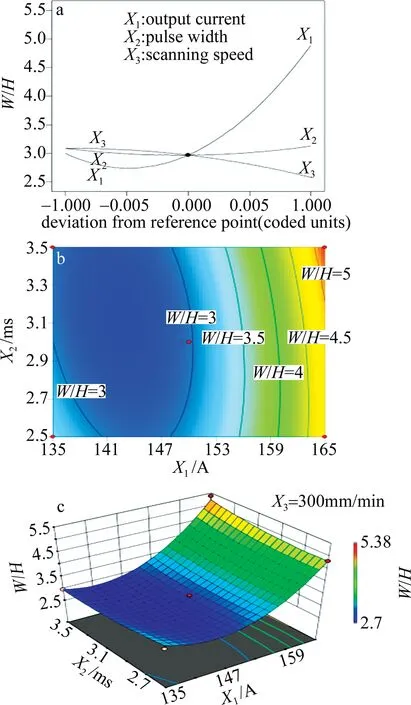
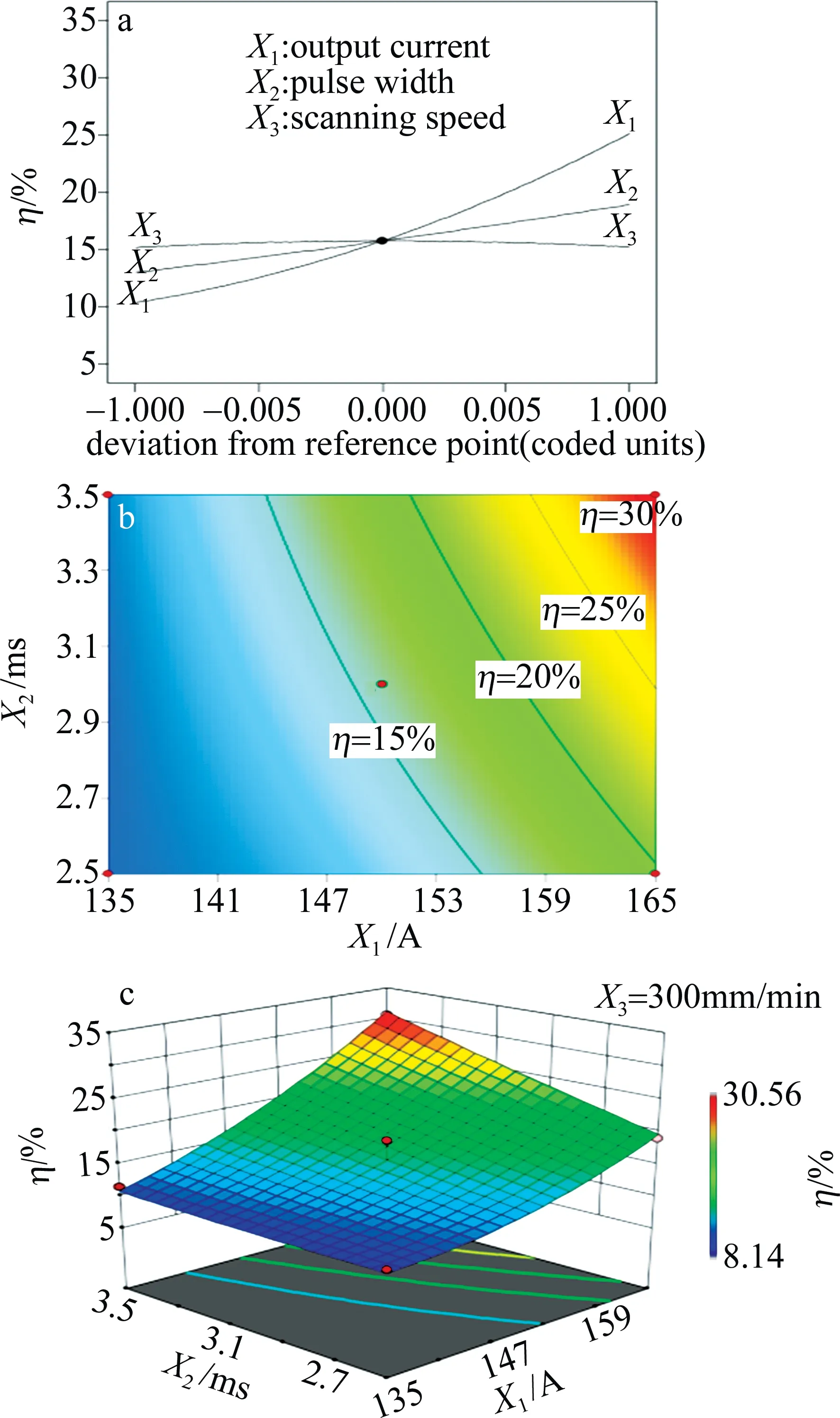
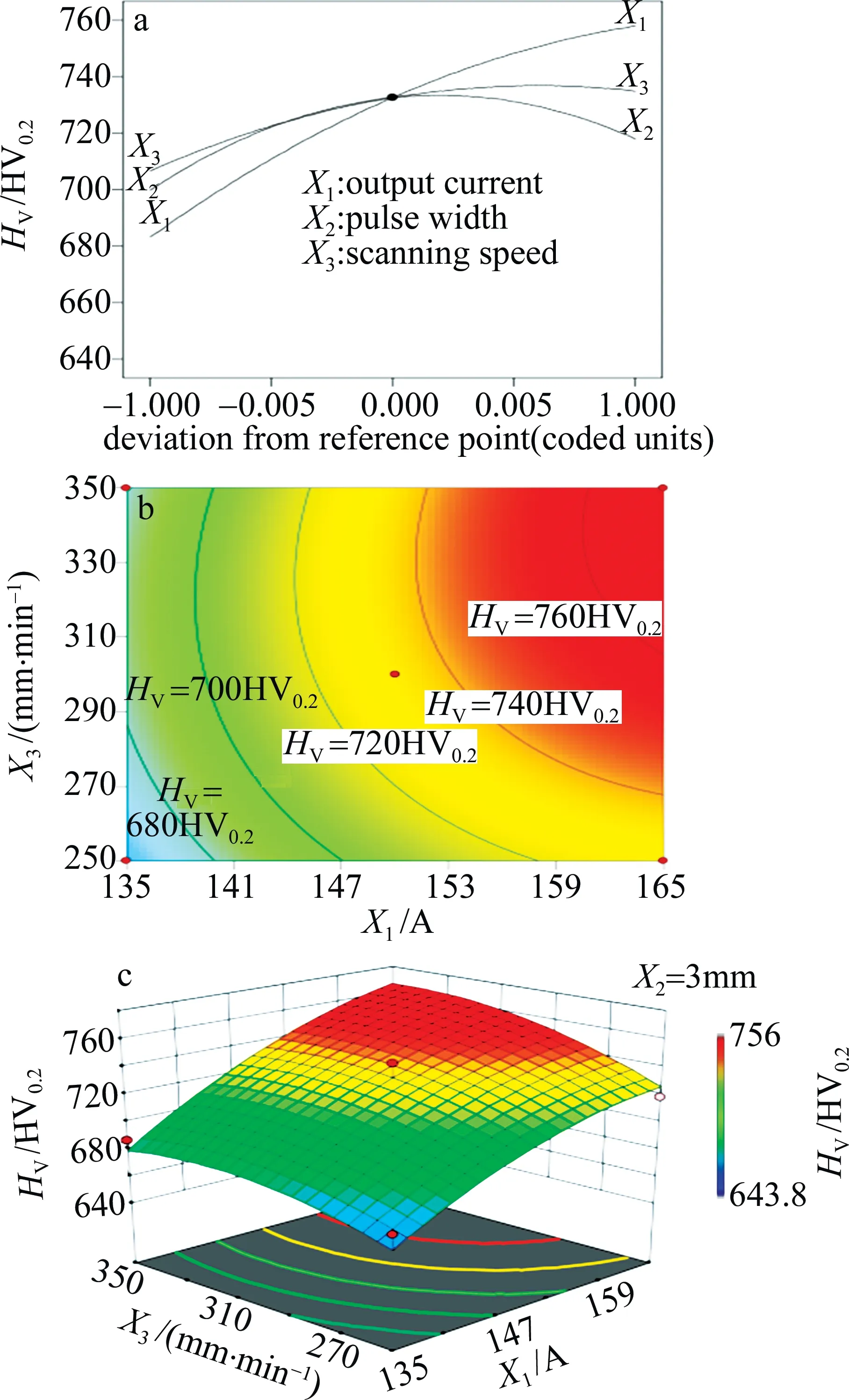
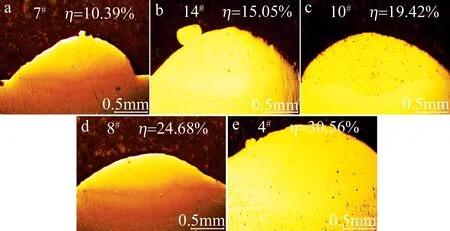
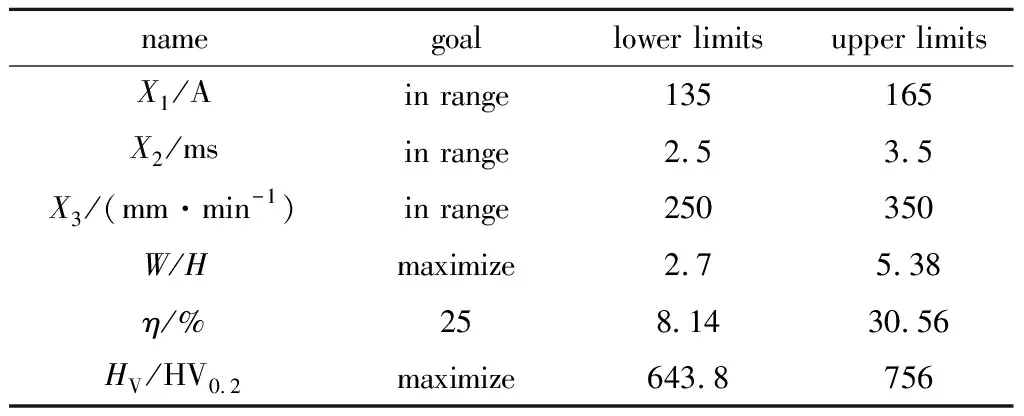
由表4可知,激光工藝參數中的輸出電流X1、脈沖寬度X2、掃描速率X3對熔覆層的寬度影響最為重要,2階輸出電流X12和2階脈沖寬度X22對熔覆層寬度的影響次之;由表5可知,輸出電流X1與2階輸出電流X12對熔覆層高度的影響最大,脈沖寬度影響次之,輸出電流與脈沖寬度的交互項(X1X2)和2階脈沖寬度X22對熔覆層高度的影響較為接近,掃描速率X3對熔覆層高度的影響不顯著(p>0.1);由表6可知,激光工藝參數對熔池深度的影響從低到高依次為:X3 Table 4 Analysis of variance of the cladding layer width Table 5 Analysis of variance of cladding layer height Table 6 Analysis of variance of molten pool depth 通過BBD方法可以得到每個模型的回歸系數,熔覆層寬度、高度、熔池深度的擬合回歸方程見下式: W=2.31+0.24X1+0.19X2-0.19X3+ 0.10X12-0.099X22 (2) H=0.78-0.086X1+0.064X2-0.01X3- 0.05X1X2-0.14X12-0.05X22 (3) h=0.15+0.05X1+0.039X2-0.001X3 (4) 2.1.2 寬高比的數學模型 由表7可知,該模型的模型系數p值為0.0001,遠小于0.05,且失擬項系數F值和p值均大于0.05,表明模型具有較高的顯著性,擬合精度高,工藝參數對熔覆層寬高比具有顯著影響;多元系數Rs=0.9910,趨近與1,說明模型具有相關性;有效信號與噪聲的比值Ap=21.790,說明模型具有較高的辨識率。通過對比各項激光工藝參數,發現輸出電流X1和2階輸出電流X12對寬高比的影響最為顯著,掃描速率次之,雖然脈沖寬度X2對寬高比的影響不顯著(p>0.1),但是輸出電流與脈沖寬度的交互項具有顯著的影響,輸出電流與掃描速率的交互項也對寬高比有顯著性影響。最終得到寬高比模型的擬合回歸方程如下式所示: Table 7 Analysis of variance of cladding layer width to height ratio W/H=2.97+0.94X1+0.02X2-0.25X3+ 0.19X1X2-0.23X1X3+0.98X12 (5) 2.1.3 稀釋率的數學模型 從表8可知,稀釋率的模型系數p=0.0029<0.05,說明該模型具有顯著性,回歸方程擬合良好,失擬項的p=0.9219>0.05,F=0.15>0.05,表明實驗模型的誤差較小,模型精度高,多元系數Rs=0.9689,說明實驗值與預測值的一致性較高,有效信號與噪聲的比值為14.252,遠大于4,說明模型具有較高的可信度與準確度。通過比較各項激光工藝參數的均方差F值和p值的大小可以得出,輸出電流X1對稀釋率的影響最為顯著,脈沖寬度X2對稀釋率的影響較為顯著,輸出電流與脈沖寬度的交互項(X1X2)對稀釋率的影響顯著,結果表明,工藝參數對鐵基TiC復合涂層稀釋率的影響從低到高依次為:X3 η=15.76+7.40X1+2.96X2+ 0.02X3+2.70X1X2 (6) 2.1.4 熔覆層硬度的數學模型 從表9可知,模型系數p=0.0263,遠遠低于臨界值0.05,且失擬項的p>0.05,證明模型的誤差較小,顯著性較高,多元系數的值充分接近于1,有效信號與噪聲的比值遠遠大于4,表明模型的相關性好,可信度較高。輸出電流對硬度的影響較為重要,脈沖寬度對硬度沒有顯著性影響,但是2階脈沖寬度具有顯著性影響,掃描速率也對硬度具有顯著性影響。最終得到硬度模型的擬合回歸方程如下式所示: HV=732.60+37.47X1+9.06X2+ 14.19X3-23.77X22 (7) Table 8 Analysis of variance of cladding layer diluton rate Table 9 Analysis of variance of cladding layer hardness 2.1.5 模型驗證 圖3為各個響應目標殘差的正態分布圖。從圖3可以看出,殘差的正態概率分布十分近似于直線,表明模型的適應性較好。 圖4是響應目標的預測值與實際值圖,結果表明,數學模型的預測值與實驗的實際值一致性較高,數據較為吻合,說明模型的精確程度較高。 Fig.3 Response target residual normal distribution diagrama—width b—height c—depth d—aspect ratio e—dilution rate f—hardness Fig.4 The predicted and actual values of the response targeta—width b—height c—depth d—aspect ratio e—dilution rate f—hardness 為了更好地說明工藝參數對熔覆層的寬度、高度、熔池深度、寬高比和稀釋率以及硬度的影響,采用BBD設計方案中的攝動圖、等高線圖、3-D響應曲線圖進行分析。 2.2.1 熔覆層寬度 從圖5a可以看出,由于輸出電流和脈沖寬度的增加,熔覆層寬度也隨之增加,因為脈沖寬度越大,基材能夠接收到寬度更寬的高能激光束;當輸出電流增大時,激光能量密度的峰值增加,進入到熔覆層材料和基底的熱量越多,致使熔池的尺寸增加,從而使得熔覆層的寬度變寬;但隨著掃描速率的增加,熔覆層寬度反而變小,造成這種現象的原因是掃描速率越高,激光束停留在熔覆層和基體的單位時間降低,熔池尺寸減小,使得熔覆層寬度變窄。從圖5b和圖5c可以看出,當脈沖寬度為3ms時,較大的輸出電流和較小的掃描速率可以得到大的熔覆層寬度。 Fig.5 Relationship between process parameters and cladding layer width 2.2.2 熔覆層高度 由圖6a可以觀察出,在中心點處的前半段,隨輸出電流的增加,熔覆層的高度也逐漸增加,這是因為此時的輸出電流能夠完全把鋪設在基體上的粉末融化,但是在中心點之后隨著輸出電流的繼續增大,熔覆層高度反而降低,顯然,這時的激光能量密度的峰值較大,造成熔覆層材料氣化,形成較低的熔覆層高度;當脈沖寬度增加時,降低了激光束中心處的粉末向下滑落的趨勢,所以熔覆層高度也增大;當掃描速率增加時,熔覆層高度降低,由于較大的掃描速率使得粉末材料接收到的激光束能量變少,粉末沒有融化,使得高度降低。由圖6b、圖6c可知,當掃描速率為300mm/min時,較低的掃描速率和較大的脈沖寬度能夠形成較高的熔覆層。 Fig.6 Relationship between process parameters and cladding layer height 2.2.3 熔池深度 由圖7a可知,熔池的深度隨著輸出電流和脈沖寬度的增加而增加,輸出電流增大,激光功率也相應的增大,激光能量密度峰值提高,能量不均勻性降低,激光束進入到基材表面的能量越大,熔池的尺寸在一定程度上增加;脈沖寬度增大,光斑中心位置由于能量密度較大導致熔池較深;而掃描速率對熔池深度影響不顯著;由圖7b、圖7c分析可知,當掃描速率為300mm/min時,較高的輸出電流和較大的脈沖寬度能夠形成較深的熔池深度。 2.2.4 寬高比 從圖8a可知,由于輸出電流的增加,寬高比也迅速增加,較大的輸出電流可以形成較寬的熔覆層寬度、較低的熔覆層高度,從而得到較大的寬高比;隨著掃描速率的增加,寬高比逐漸變小,這是因為掃描速率越大,熔覆層的寬度急劇減小,從而導致較低的寬高比;脈沖寬度對寬高比不顯著。圖8b、圖8c表明,當掃描速率為300mm/min時,較大的輸出電流和較高的脈沖寬度可以得到較大的寬高比。 Fig.7 Relationship between process parameters and molten pool depth Fig.8 Relationship between process parameters and aspect ratio 2.2.5 稀釋率 從圖9a可以觀察出,稀釋率隨著輸出電流與脈沖寬度的增大而增大,因為較大的輸出電流和脈沖寬度,單位時間內使基體能夠接收到更多的激光束能量,從而使熔池的尺寸增大;掃描速率對稀釋率不顯著。圖9b、圖9c表明,當掃描速率為300mm/min時,較高的輸出電流與脈沖寬度能夠形成較大的稀釋率。 2.2.6 熔覆層硬度 由圖10a可知,由于輸出電流的增加,熔覆層硬度也逐漸增加,因為輸出電流增加,激光功率變大,熔覆層中的TiC粉末與鐵基粉末能夠很好的融合,形成了硬度較高的熔覆層;在中心點以前隨著脈沖寬度的增加,單位時間內高能激光束能夠熔融更多的陶瓷粉末與鐵基粉末,使得熔覆層硬度逐漸增加,到達中心點以后,隨著脈沖寬度的持續增加,熔池的尺寸變大,熔覆層的高度也相應的增大,更多陶瓷TiC粉末進入熔池,致使熔覆層中TiC粉末的含量降低,從而導致硬度減少;而熔覆層的硬度則隨著掃描速率的增大而增大,這是因為掃描速率增加,基體與熔覆層接收的激光束能量減少,涂層的幾何尺寸減小,涂層單位面積內TiC的含量增加,從而使得硬度增加。圖10b、圖10c表明,當脈沖寬度為3ms時,較高的輸出電流和較大的掃描速率可以得到高的熔覆層硬度。 為了獲得質量較好且硬度高的熔覆層,通過選取稀釋率、寬高比、硬度3個響應目標來進行工藝參數的優化,稀釋率是評價熔覆層質量的重要指標,較大的寬高比與硬度可以獲得質量較好且硬度較高的熔覆層。 2.3.1 確定優化條件及目標 從表2可知,實驗測得的響應目標稀釋率的數值范圍為8.14%~30.56%,所以采用以稀釋率以5%為間隔,擇取7#、14#、10#、8#、4#這5個具有代表性的試樣進行分析,如圖11所示。每個試樣對應的稀釋率分別為10.39%,15.05%,19.42%,24.68%,30.56%,通過對比發現,當稀釋率為10.39%和15.05%時,熔覆層與基體結合良好,但熔覆表面夾雜有未能充分與熔覆層融合的粉末顆粒;當稀釋率為19.42%時,隨著稀釋率的增加,熔覆層中出現黑色氣孔;當稀釋率為24.68%時,可以發現,熔覆層不僅截面光滑平整,而且沒有氣孔,熔覆層與基體結合良好;當稀釋率為30.56%時,隨著稀釋率的進一步的增大,更多的粉末進入了熔池,致使裂紋在熔覆層的上部出現了,同時熔覆表面夾雜有未與熔覆層充分融合的顆粒;因此在工藝參數的優化過程中,選擇在稀釋率為25%的目標下,盡可能地取寬高比、硬度為最大值,如表10所示。 Fig.9 Relationship between process parameters and dilution rate 2.3.2 工藝參數優化結果及驗證 由表11可以看出,最終工藝參數優化組合,輸出電流為165A、脈沖寬度為3ms、掃描速率為296mm/min時,期望值(desirability)達到了0.939,表明期望值較大,優化工藝參數比較理想。根據獲得的理想工藝參數,再做3組進行實驗驗證,對比數據結果可以發現,3組優化目標寬高比、稀釋率、硬度的平均誤差分別為:1.5%,4.8%,4.1%,均在5%以內。因此,可以說明模型構建合理、準確精度高、可靠性好,滿足優化工藝參數要求,對提升鐵基TiC復合涂層的質量,硬度有著重要的意義。 Fig.10 Relationship between process parameters and hardness of cladding layer Fig.11 Macro morphology of the cladding bonding area of different samples(25×) Table 10 Optimization conditions and goals Table 11 Optimization results and verification 基于YAG激光加工系統,采用BBD設計實驗,構建了影響因素與響應目標的數學模型,研究了輸出電流、脈沖寬度、掃描速率對熔覆層的影響,并對工藝參數進行了優化。 (1)輸出電流、脈沖寬度、掃描速率三者對熔覆層寬度有主要的影響;而熔覆層高度和深度則主要受到輸出電流的影響,脈沖寬度次之,掃描速率對其沒有顯著性影響。 (2)工藝參數對寬高比的影響從低到高依次為脈沖寬度、掃描速率、輸出電流;輸出電流與脈沖寬度的交互項對稀釋率有顯著性,高輸出電流和較大的脈沖寬度可以得到較大的稀釋率;對硬度的影響從低到高為脈沖寬度、掃描速率、輸出電流,較高的輸出電流和較大的掃描速率能夠形成高硬度的熔覆層。 (3)經優化后,獲得最優工藝參數組合為:輸出電流165A、掃描速率296mm/min、脈沖寬度3ms,響應目標寬高比、稀釋率、硬度的誤差均在5%以內,模型準確、精度高。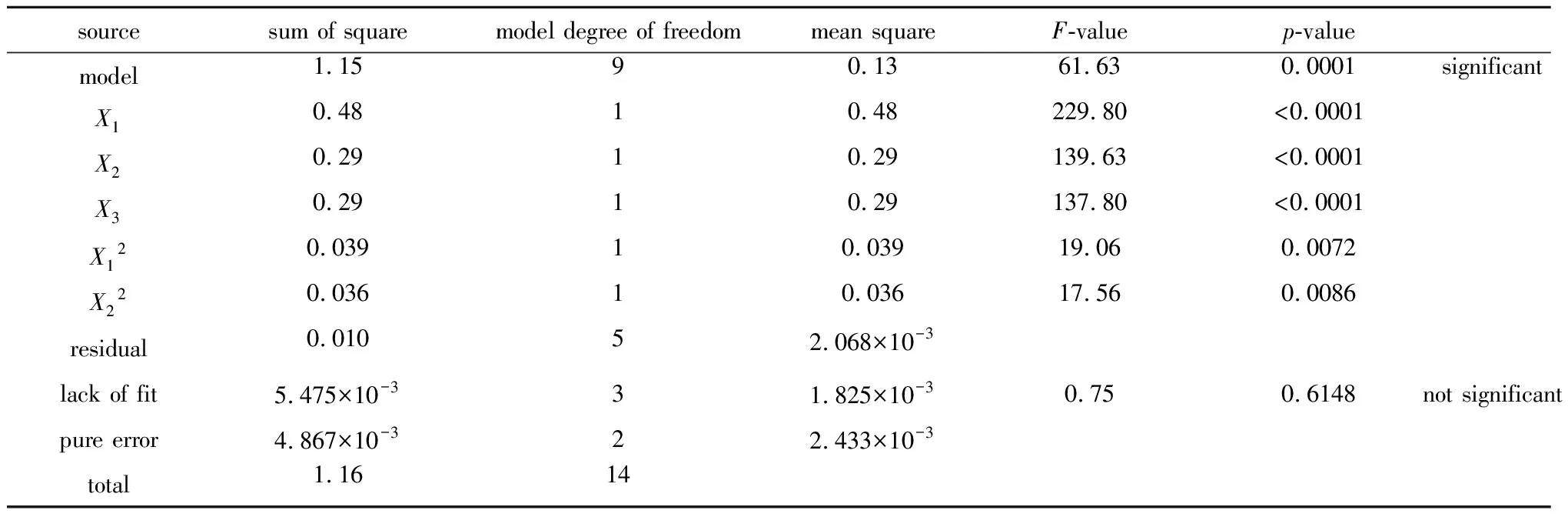
2.2 各因素對響應目標的影響關系
2.3 工藝參數優化及模型驗證

3 結 論
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38網絡安全與數據管理(2022年1期)2022-08-29 03:15:20導航定位學報(2022年4期)2022-08-15 08:27:00中學生數理化·中考版(2022年8期)2022-06-14 06:55:24新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36成都醫學院學報(2021年2期)2021-07-19 08:35:14新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50數學物理學報(2020年2期)2020-06-02 11:29:24光學精密工程(2016年6期)2016-11-07 09:07:19
