座椅座盆拉深復合成形工藝及模具設計
2022-04-27 04:42:48鄧繼梅馬德松
模具工業 2022年4期
關鍵詞:工藝
0 引 言
常見的汽車覆蓋件拉深模有單動拉深和雙動拉深2種結構,單動拉深的拉深凸模和壓邊圈在下模,凹模在上模;雙動拉深模的凸模和壓邊圈在上模,凹模在下模。這2種模具的凹模都是剛性固定的,適合成形在單一方向深度深的凸形或凹形,也可成形深度較淺的反向凹形和凸形。但在實際拉深工藝設計中,當零件形狀同時存在大深度的凸、凹形時,無法采用單一的單動拉深模或雙動拉深模成形,往往采用2道獨立的拉深工序,增加了模具開發及零件生產的成本。因此研究沖壓覆蓋件兩工序拉深復合成形工藝及其模具結構具有重要意義,現以某座椅座盆為例介紹兩工序拉深復合成形工藝及其模具結構設計。
座椅座盆具有相反的大深度形狀,按傳統成形工藝需要通過2道拉深、修邊、翻邊和沖孔等工序成形。由于2次拉深方向相反,存在后續定位精度要求高和研磨困難的問題,同時2次拉深的深度深,后工序翻邊高度高,存在拉深開裂風險和翻邊起皺等問題,而且單獨成形不利于材料整體成形性能的發揮。最好的成形方案是將2次拉深工序復合在1副模具,首次拉深凹模設計為浮動結構,使上、下模都具有壓料結構,保證了2次拉深的壓料需求,并在一次沖壓行程中完成了方向相反的拉深,降低了后工序的翻邊高度,避免拉深開裂和翻邊起皺的風險,提高了材料利用率。
連接器型預制光纜由插頭/插座、連接光纜、防護材料等組成,可分為插座組件與插頭組件,插座組件一端與插頭組件連接,另一端與設備連接。
1 座椅座盆結構特點和沖壓生產線要求
1.1 座椅座盆結構特點
座椅座盆二維及三維結構如圖1、圖2所示,材料為DC04,厚度為0.8 mm。原座盆是由數個零件焊接而成,改進設計后變更為整體沖壓結構。

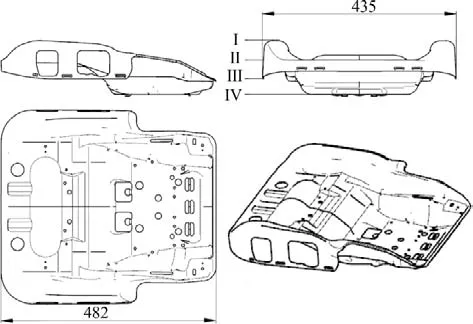
座椅座盆的結構特點:①中間區域(Ⅱ至Ⅳ之間)和兩側(Ⅰ至Ⅱ之間)的成形方向相反,拉深困難;②兩側的腹板邊高度為95 mm,翻邊拐角為
60 mm,翻邊難度大;③零件外形尺寸約為480 mm×440 mm×120 mm,小型壓力機難以滿足工作臺面的要求。
1.2 沖壓生產線要求
為了簡化拉深板料形狀及提高材料利用率,將板料定為矩形料,拉深筋布置在板料的4個角(見圖6),按照等效拉深筋進行成形模擬分析的結果和現場模具調試情況一致,達到了預期的成形效果。
2 座椅座盆成形工藝分析
座椅座盆的關鍵尺寸:Ⅰ與Ⅳ的距離是整個零件形狀的高度,為120 mm;Ⅱ與Ⅳ的距離是首次拉深的深度,為70 mm。Ⅰ與Ⅱ的距離是2個鼓包高度,為50 mm,也是第2次拉深的深度;Ⅰ與Ⅲ的距離是拉深及翻邊共同成形的腹板高度,為95 mm,以下討論零件成形工藝難點及應對方法。
2.1 成形工藝要點分析
2.2.2 分模線設計
2.2.3 壓料面設計
(3)為解決獨立2道拉深工序的工藝局限,將2次拉深在一個沖次上復合,上、下模都設置壓料裝置來實現正反凸、凹形狀的拉深成形。首次拉深先成形零件中間的主體形狀,壓料力由液壓缸和托桿提供,下模壓邊圈在首次拉深完成后與下模板鎖緊在下模,其與首次拉深的凸模共同作為第2次拉深的凹模和下壓料面。首次拉深凹模相對上模座浮動,首次拉深后成為第2次拉深的上壓料體壓住成形零件,固定在上模底板上,壓凸包的凸模下行完成兩側凸包的成形,最終完成兩工序的復合拉深。上模壓力源可選擇聚氨酯彈簧或氮氣缸,但要保證上模壓料力的初始預壓力大于下模托桿提供的力。
2.2 兩工序拉深復合成形工藝方案設計
依據上述分析,座椅座盆采用2道工序拉深復合成形,把成形方向相反的2道工序復合到1副模具,零件中間部位的主體形狀由首次拉深完成,第2次拉深完成兩側凸包成形。通過拉深一定高度的成形凸包以降低該處后續翻邊的高度,實現拉深深度和翻邊高度的協調設計。
5) customary ['k?st?m?ri] adj. 習慣的;通常的;照慣例的 n.習慣法;風俗志
2.2.1 沖壓方向的確定
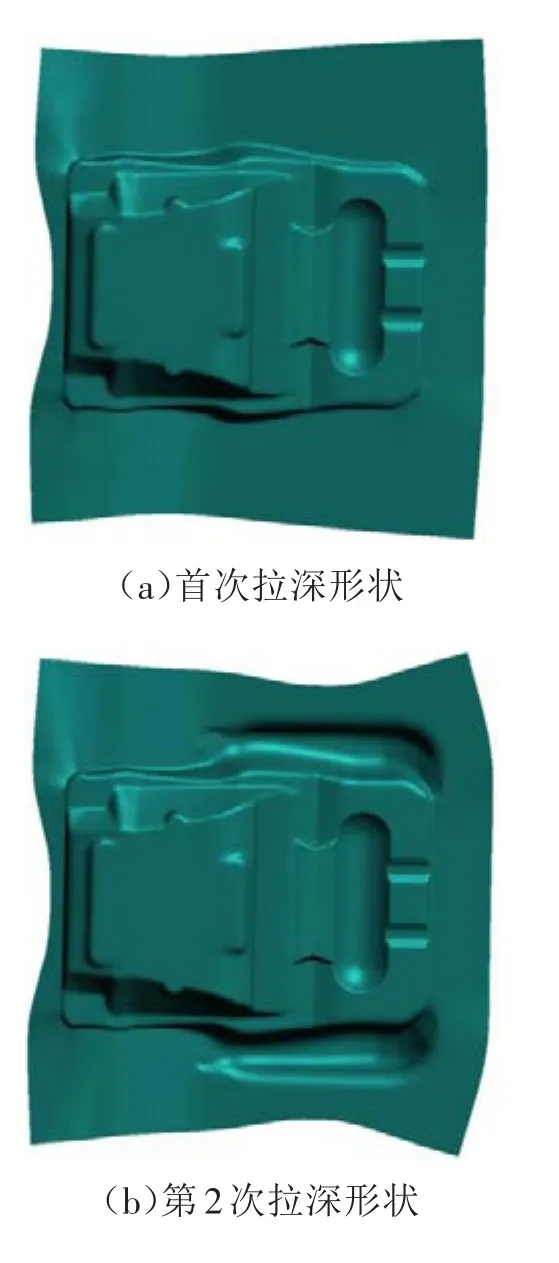
考慮零件中間部位深度較深,利用托桿行程大的優勢,由首次拉深完成中間部位形狀成形,然后在沖壓行程后期借助在上模設置的彈性壓力源壓料,第2次拉深在首次拉深的形狀上進行兩側凸包的成形。復合拉深的沖壓方向如圖3所示。首次拉深的工序件如圖4(a)所示,第2次拉深的工序件形狀如圖4(b)所示(凸包在沖壓方向上顯示為向下的凹坑)。

(1)由于兩側腹板翻邊部位的高度為95 mm,翻邊拐角為
60 mm,按照傳統的工藝設計以Ⅰ位置作為壓料高度基面直接翻邊至Ⅳ位置,但這會導致零件起皺,這樣也使拉深深度最深(Ⅰ與Ⅳ之間的距離),易產生拉深開裂。
2.2.4 板料形狀及其拉深筋位置設計
(2)由于壓力機為單動小設備,兩側腹板形狀與中間的形狀正好凸、凹相反,按照常規思路會先成形中間的主體形狀,然后成形兩側鼓包,即采用獨立2道拉深工序后再修邊、最后完成兩側的翻邊。這會增加1副模具和1臺壓力機,且2次拉深會導致材料分步走料,拉深成形兩側鼓包時材料需要同時從中間和外沿進料,容易在已成形的部位產生開裂,而且凸包附近存在起皺的風險。另外,2次拉深還會導致因翻邊起皺、定位精度差和工序間研磨匹配工作量大等問題。
第2次拉深壓料面就是首次拉深完成的形狀,除去2次拉深凸包區外的所有型面(見圖6),在首次拉深壓料面設計時應考慮拉深深度不宜過深,盡量降低后工序翻邊的高度,保證成形過程中無開裂和起皺產生。因此,將工藝面分為2個特征區域,即2個凸包區域和剩余區域。凸包區域將壓料面的高度選在Ⅱ位置附近,非凸包區域壓料面沿零件翻邊展平方向向外延伸,這樣有利于首次、第2次拉深壓料面的光順性,又能使2次拉深完成凸包深度,降低腹板及周邊的翻邊高度,消除拉深開裂和翻邊起皺的風險。第二次拉深壓料面如圖7所示。


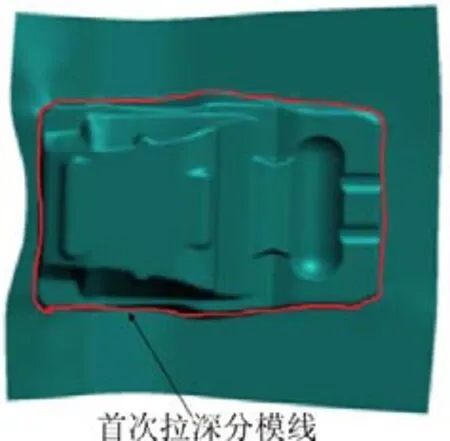
首次拉深的分模線如圖5所示,第2次拉深的工作部位為兩側的凸包,故將2次拉深的分模線按圖6設計(只顯示了一側,另一側與之對稱)。
在黑龍江寒冷地區,大豆種植時間通常為5月中旬,這一時間段土壤深度約為5cm,氣候溫度在8℃左右。在大豆種子的實際播種過程中,需要選擇適當的播種時間,避免施肥位置和植株的實際種植區域彎曲一致。同時,對于大豆的種植深度也需要適當控制,不能播種過深,保證均勻播種,提高幼苗分布的合理性,以提高土壤對于營養成分、水分和光照的吸收率,保證大豆幼苗更加健康的生長發育。
主成形設備為2 000 kN的開式單動壓力機,工作臺面小,壓邊用液壓缸的有效工作范圍僅為
500 mm,小于座椅座盆拉深毛坯的展開尺寸,導致拉深模需要采用二級托桿結構壓料,并需考慮模具零件強度問題。
2017年5月,習近平在國際合作高峰論壇的開幕式發表演講,沿線130多個國家各界代表參加此次盛會,贏得了國際社會的高度關注與熱議。它對中國樹立大國形象、深化同沿線各國的互利合作、構建新型國際關系意義重大。自2013年以來,“一帶一路”的倡議得到平穩推行原因是多方面的。其中,習近平卓越的演講能力無疑為此起著直接推動作用。該文以習近平在國際合作高峰論壇開幕式上的演講為研究對象,運用同一理論對演講所采用修辭進行詳細分析,挖掘其修辭策略,并首次提出運用列數據、沿線國家共性典故等方式達到同情認同的修辭策略。
為了保證2次拉深按順序完成,設置的上模壓料力應大于下模的壓料力。首次拉深時,下模壓邊圈向上的托力小于上模浮動凹模的下壓力,下模壓邊圈在首次拉深完成前是向下浮動的,而上模浮動凹模和上模座保持恒定距離。當首次拉深行程結束時,下模壓邊圈接觸下模底板后不再向下運動,這時下模的所有型面鎖合成為第2次拉深的凹模和下壓料面,而上模首次拉深的凹模變為第2次拉深的壓料體,其與上模板的距離隨沖壓行程開始后逐漸變小直至完成合模,壓凸包凸模下行完成2個凸包的成形。
今后外保溫防火研究的重點應是通過對大量外保溫火災案例的精準分析,與現有技術規定進行逐一比對,以論證現有防火規定的科學性并發現其不足之處,逐漸修正、完善外保溫防火技術要求,不斷提高外保溫防火的技術安全水平。
2.2.5 壓料力設計
選擇成本低的聚氨酯彈簧作為上模的壓力源,為了實現整個工藝過程,上模聚氨酯壓力的初始預壓力應大于下模托桿的作用力。經計算單動拉深力約為500~600 kN,壓邊力約為150 kN,實際選用6個
125 mm×260 mm的聚氨酯彈簧提供壓邊力,預壓量為25 mm。
2.3 兩工序拉深復合成形模擬
計算機模擬分析時,在同一成形工序中設置了2個成形工步模擬復合拉深,第1工步和第2工步成形分別對應首次拉深和第2次拉深,成形模擬結果如圖8所示,零件頂部凸包存在開裂風險,通過加大凸包圓角后,實際復合拉深全過程無開裂和起皺產生。
膜蒸餾(Membrane Distillation,MD)是一種熱驅動的水處理方法,其中較熱的進料流在疏水的微孔膜的一側流動,而較冷的餾出物流在另一側流動。膜兩端的溫差產生蒸汽壓差,使得液態水從進料流中蒸發,通過膜孔,并冷凝成餾出物流。其廣泛應用在海水淡化、超純溶液濃縮與提純等方面 [1-3]。

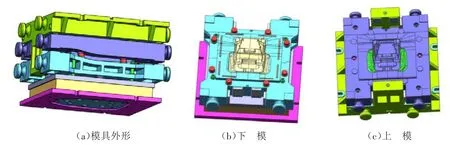
3 兩工序拉深復合成形模結構
由于受壓力機工作臺尺寸的限制,上、下模座分別采用鑄造及鋼件結構以減小模具的整體尺寸,模具三維結構如圖9所示,二維結構如圖10所示。首次拉深凹模3通過6個卸料螺釘懸掛在上模座2上,聚氨酯1作為上模的壓力元件安裝在上模座2及首次拉深凹模3上,聚氨酯1的初始預壓力大于下模托桿提供給首次拉深壓料體5的壓邊力。第2次拉深壓包凸模11、12固定在上模座2上。首次拉深凸模4剛性固定于下模座6上。下模支撐板7、下模安裝板8、下模支撐柱9與托桿過渡板10的結構設計要滿足二級托桿結構的需求,并保證下模的結構強度。
呵護真誠安全無恐懼的聆聽分享氛圍,困難在于無形的氛圍聚散微妙。除了多數人習慣迷失自我,狂躁之心泛濫,稍不尊重就足以讓開放的氛圍瞬間消失。此外,還必須澄清某些似是而非的混淆。比如,分享了自己的困惑,會不會很想聽聽合理的建議?不滿足于展示性敘事,不熱心提建議而中斷聆聽,會有損敘事探究的“集智”價值嗎?會妨礙凝聚正能量嗎?本文開篇對兩個問詢的回應,不也是在提建議嗎?
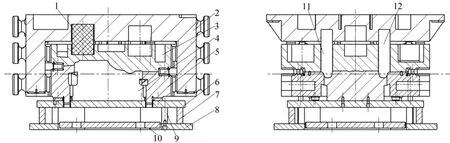
模具按照首次拉深和第2次拉深順序復合工作,首次拉深時托桿托起首次拉深壓料體5,板料定位后上模下行時,首次拉深凹模3接觸板料,由于聚氨酯1的初始預壓力大于托桿提供的力,聚氨酯1保持預壓量不變直至首次拉深壓料體5接觸下模座6,完成零件中間凸包的成形,這時首次拉深壓料體5與首次拉深凸模4作為第2次拉深的凹模及下壓料體,首次拉深凹模3成為第2次拉深的上壓料體。上模繼續下行,聚氨酯1在預壓的基礎上開始產生新的壓縮變形,使首次拉深凹模3壓緊零件,第2次拉深壓包凸模11、12成形凸包,模具到達下止點時2個凸包的成形完成。
4 模具調試及結果
根據計算機模擬結果,對存在開裂風險的凸包進行現場圓角打磨,模具試沖3片板料獲得了無開裂、無起皺的拉深件。拉深件經激光切割得到的成品件如圖11所示。不考慮零件結構廢料損失率,材料利用率在85%以上,試模拉深件和后續翻邊件的質量達到了無開裂無起皺的預期效果。

5 結束語
以某乘用車座椅座盆作為兩工序拉深復合成形工藝的應用案例,說明了該工藝在大中型沖壓覆蓋件開發中的實際應用。實踐表明,這種復合工藝和模具結構可以在其他具有大深度正反形狀的大中型覆蓋件的開發中進行推廣。
[1]肖景榮,姜奎華.沖壓工藝學[M].北京:機械工業出版社,2011:112-115.
[2]崔令江.汽車覆蓋件沖壓成形技術[M].北京:機械工業出版社,2003:82-115.
[3]丁藝聞.壓縮機固定板成形工藝分析與模具設計[J].模具工業,2019,45(8):31-34.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
