門外板表面缺陷優(yōu)化的數(shù)控精加工方法研究
2022-04-27 04:42:52孟令園曲科宇
模具工業(yè) 2022年4期
0 引 言
車門外板腰線凹陷一般屬于車身覆蓋件的工藝缺陷,凹陷的嚴(yán)重程度取決于腰線造型的復(fù)雜程度。隨著汽車制造技術(shù)的進(jìn)步和市場(chǎng)需求的多樣化發(fā)展,車門外板腰線造型多樣化進(jìn)一步增加了腰線凹陷缺陷的幾率,缺陷嚴(yán)重將造成沖壓件表面質(zhì)量降低,影響整車美觀。現(xiàn)對(duì)某車型后門外板腰線凹陷缺陷問(wèn)題進(jìn)行分析,研究有效的解決方案。
1 后門外板腰線凹陷缺陷
1.1 腰線凹陷缺陷狀態(tài)
某車型后門外板漆后經(jīng)光影檢查,腰線中部凹陷缺陷嚴(yán)重,且左右件缺陷形式和位置對(duì)稱,如圖1所示,嚴(yán)重影響整車漆后效果,屬于不可接受缺陷。

1.2 腰線凹陷缺陷產(chǎn)生原因分析
1.2.1 后門外板腰線區(qū)域特征分析
從后門外板腰線區(qū)域特征分析,前部型面為正向成形的漸變型面,中部型面至手扣前部型面為反向成形的漸變型面。正反向成形的相接面屬于漸變曲面,由于相接型面存在曲率變化,腰線存在消失點(diǎn)(正反曲率面相銜點(diǎn)),屬于模糊區(qū)域,為了獲得光順的局部變化型面,需緩和曲線銜接正反曲線交接點(diǎn),這導(dǎo)致型面處于微量缺失狀態(tài)。缺失狀態(tài)的型面會(huì)導(dǎo)致模糊區(qū)域板材成形不均勻,形成不均勻聚料點(diǎn),從而形成凹陷趨勢(shì),如圖2所示。
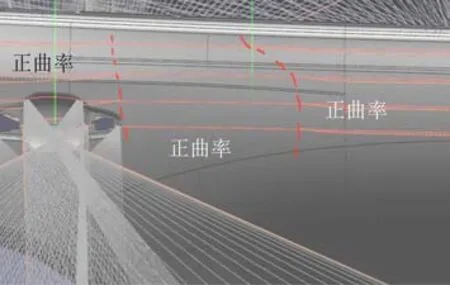
對(duì)后門外板腰線位置的造型進(jìn)行分析,腰線凹陷位置正對(duì)模糊區(qū)域,在沖壓成形時(shí)凹陷趨勢(shì)由于回彈而放大。
當(dāng)英格曼神甫從十字架前面站起來(lái),思維和知覺(jué)一下子遠(yuǎn)去,他知道自己處在虛脫的邊沿上,疲勞、饑餓、沮喪消耗了一多半的他,而他剩下的生命力幾乎不能完成他馬上要說(shuō)的、要做的。他將要說(shuō)的和做的太殘忍了,為了保護(hù)一些生命,他必得犧牲另一些生命。那些生命之所以被犧牲,是因?yàn)樗齻儾粔蚣儯谴我坏鹊纳恢档檬艿剿⒏衤谋Wo(hù),不值得受到他的教堂和他的上帝的保護(hù)。他被迫作出這個(gè)選擇,把不太純的、次一等的生命擇出來(lái),奉上犧牲祭臺(tái),以保有那更純的、更值得保存的生命。
1.2.2 后門外板腰線區(qū)域工藝特征分析
問(wèn)題1 本節(jié)課研究直角三角形的邊角關(guān)系,想研究邊與角的關(guān)系,首先需要確定一個(gè)角,再研究它與兩邊的關(guān)系,前面研究過(guò)任意兩邊的和、差關(guān)系,接下來(lái)研究比商關(guān)系:存在幾種兩邊比商關(guān)系?
以3 459 nm波長(zhǎng)的中紅外激光作為探針光輻照薄膜,得到了在不同探針光功率下,40 nm薄膜對(duì)探針光的透過(guò)率、反射率隨泵浦光輻照薄膜時(shí)間的變化情況,如圖6.
根據(jù)工藝特征的光影分析,模糊區(qū)域腰線消失點(diǎn)出現(xiàn)類似凸點(diǎn)的效果,這是由于腰線消失點(diǎn)在沖壓時(shí)成形不均勻放大了模糊區(qū)域的凹陷趨勢(shì)導(dǎo)致,屬于造型變化帶來(lái)的表面缺陷。
2.2.2 精細(xì)化工藝加工后的模具零件狀態(tài)
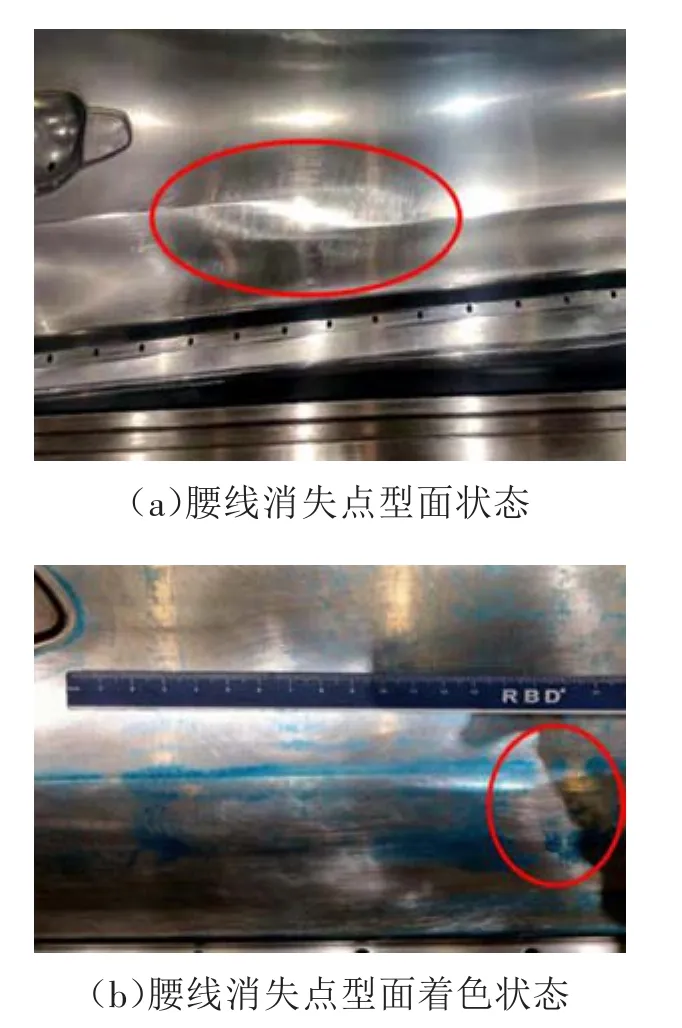
根據(jù)制件沖壓工藝,后門外板腰線區(qū)域由拉深一次成形,后工序模具型面對(duì)應(yīng)位置空開(kāi)。按照工藝要求,正向成形雙向著色,保證成形減薄均勻,定型穩(wěn)定;反向成形單向著色,控制成形后合理彈性回復(fù),減輕突變曲率位置正、反成形相接面的凸棱缺陷趨勢(shì)。通過(guò)對(duì)后門外板拉深模正、反向成形的相接面模糊區(qū)域型面進(jìn)行著色確認(rèn),發(fā)現(xiàn)后門外板腰線凹陷缺陷對(duì)應(yīng)的下凸模型面非正常缺失,型面不光順,如圖4所示。
通過(guò)制件造型設(shè)計(jì)、工藝光影及下凸模型面確認(rèn),正向成形的腰線與反向成形的手扣前部弧面在模具中部形成了一個(gè)正、反向成形相接面的模糊造型消失點(diǎn),腰線采用感應(yīng)淬火的方式對(duì)造型特征面加以保護(hù),淬火區(qū)域邊緣在模糊區(qū)域腰線消失點(diǎn)附近,淬火區(qū)域與非淬火區(qū)域硬度不均勻,由于人工修整時(shí)無(wú)法避免修整到非淬火區(qū)域,導(dǎo)致下凸模腰線消失點(diǎn)型面局部缺失,使拉深模零件型面腰線與主型面相接面的模糊區(qū)域腰線消失點(diǎn)位置存在著色缺失現(xiàn)象。
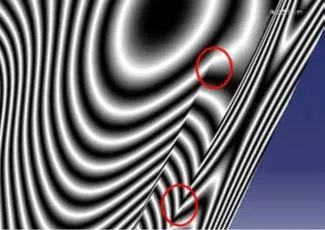
針對(duì)該后門外板中部腰線正、反向成形相接面的模糊區(qū)域存在成形不均勻的問(wèn)題,通過(guò)光影查看,模糊區(qū)域腰線消失點(diǎn)光影變化突出,如圖3所示。
經(jīng)過(guò)分析,確認(rèn)了后門外板正、反向成形的相接面模糊區(qū)域腰線消失點(diǎn)型面微量缺失是造成腰線凹陷的誘因,而腰線區(qū)域感應(yīng)淬火后,人工修整下凸模腰線消失點(diǎn)型面出現(xiàn)的局部缺失是導(dǎo)致后門外板腰線消失點(diǎn)凹陷缺陷放大、惡化的直接原因。
2 對(duì)策實(shí)施及確認(rèn)
2.1 總體方案
在臨床治療上,輸血操作是一類臨床常用的一類治療操作路徑之一,是外科手術(shù)中,一般需要準(zhǔn)備血,以備手術(shù)過(guò)程中輸血的需要,主要包括了手術(shù)帶來(lái)的大量出血以及患者本身具有的嚴(yán)重貧血癥狀等[1]。本文主要選取的是我院接收治療的200例需進(jìn)行輸血治療患者作為研究對(duì)象,觀察、分析在需進(jìn)行輸血治療患者的治療中,總結(jié)并闡述輸血路徑在臨床輸血護(hù)理中的應(yīng)用效果。現(xiàn)報(bào)道如下。
(3)生產(chǎn)驗(yàn)證后門外板單件表面質(zhì)量,腰線凹陷缺陷消除后,模具進(jìn)行鍍鉻保護(hù)處理。
第(Ⅰ)問(wèn)求解時(shí),不論學(xué)生使用正弦定理還是余弦定理,都會(huì)求得cos∠ADB的兩個(gè)解,學(xué)生需要結(jié)合題設(shè)條件舍棄一解.此問(wèn)考查學(xué)生思維的嚴(yán)謹(jǐn)性,有部分學(xué)生正是因?yàn)槿狈@樣的基本數(shù)學(xué)素養(yǎng)失分.
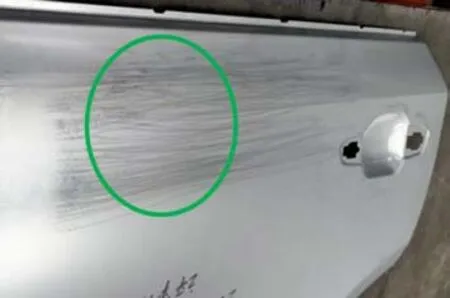
零件缺陷位置對(duì)應(yīng)的A面為G2面,相鄰曲面的間隙為0.005 mm,采用常規(guī)的精加工工藝,加工后的型面精度達(dá)不到零件需求,存在型面缺失量的放大現(xiàn)象。常規(guī)精加工工藝加工后的拉深模出件后經(jīng)面品確認(rèn),模糊區(qū)域腰線消失點(diǎn)凹陷缺陷雖然減輕,但仍屬于不可接受缺陷,如圖5所示。
(1)恢復(fù)拉深模零件型面特征和功能:對(duì)被感應(yīng)淬火后人工修整破壞的下凸模型面進(jìn)行整體數(shù)控降面加工,恢復(fù)型面理論狀態(tài),加工量為3 mm,去除感應(yīng)淬火后硬度不均的層深,保證型面無(wú)淬火區(qū)域硬度影響,避免后續(xù)拉深模零件型面拋光時(shí)由于硬度不均勻造成的型面不均,數(shù)控加工工藝選擇精細(xì)化的精加工工藝。
由于對(duì)應(yīng)制件造型A面原因,拉深模零件A面不可更改型面特征,即拉深模不能進(jìn)行型面補(bǔ)償修改,而且腰線位置也不允許進(jìn)行二次整形。為防止數(shù)控加工后人工修整造成腰線消失點(diǎn)型面出現(xiàn)微量缺失而影響成形狀態(tài),制定了既能恢復(fù)拉深模零件型面特征又能保證其型面功能性的數(shù)控精加工方案,具體方案如下。
2.2 方案實(shí)施情況
2.2.1 常規(guī)精加工出件狀態(tài)
(2)拉深模零件型面特征保護(hù):精細(xì)化的數(shù)控精加工后,下凸模型面腰線取消淬火工藝,避免人工修整拉深模零件型面。

1.2.3 模具狀態(tài)分析
精細(xì)化加工主要是針對(duì)精加工的系統(tǒng)參數(shù)進(jìn)行細(xì)化,優(yōu)化工藝過(guò)程,其加工精度達(dá)到0.01~0.03 mm,加工后的模具零件型面精度更趨近于理論型面數(shù)據(jù)的要求。采用精細(xì)化加工技術(shù)對(duì)拉深模零件型面進(jìn)行加工、拋光,取消人工修整與研磨工序,避免對(duì)加工的型面造成二次破壞,經(jīng)光線與油石對(duì)模具零件型面進(jìn)行檢查,模具型面特征功能區(qū)域狀態(tài)光滑飽滿,如圖6所示。常規(guī)精加工與精細(xì)化加工系統(tǒng)參數(shù)對(duì)比如表1所示


2.3 結(jié)果驗(yàn)證
模具零件精細(xì)化加工后,成品單件油石打磨后表面無(wú)缺陷,如圖7所示,漆后燈光隧道光線折射無(wú)散射,如圖8所示,后門外板腰線凹陷缺陷消除。
信息輔助是本文與第一階段實(shí)驗(yàn)的另一重要區(qū)別。信息輔助是為設(shè)計(jì)師實(shí)時(shí)提供整體演化態(tài)勢(shì)網(wǎng)絡(luò)圖示信息,主要包括方案得分和引用情況,讓設(shè)計(jì)師在選擇引用對(duì)象時(shí)有一個(gè)整體性的參考,而不像第一輪實(shí)驗(yàn)只有每個(gè)方案的分析信息。這種信息參考的作用是否理想尚不得而知,也可能會(huì)導(dǎo)致早熟收斂,從而損失方案的多樣化。因此,需要多次實(shí)驗(yàn)來(lái)進(jìn)行對(duì)比觀察。

3 結(jié)束語(yǔ)
對(duì)汽車后門外板腰線凹陷優(yōu)化過(guò)程進(jìn)行總結(jié),可以得出以下結(jié)論。
(1)零件造型的復(fù)雜程度影響工藝設(shè)計(jì),最終影響實(shí)際出件狀態(tài)。對(duì)于后門外板造型特征上的非貫穿式腰線,腰線模糊區(qū)域可以不用淬火或?qū)ρ€與主型面區(qū)域貫穿淬火。
2014年8月18日,中央全面深化改革領(lǐng)導(dǎo)小組第四次會(huì)議審議通過(guò)了《關(guān)于推動(dòng)傳統(tǒng)媒體和新興媒體融合發(fā)展的指導(dǎo)意見(jiàn)》明確指出,要遵循新聞傳播規(guī)律和新興媒體發(fā)展規(guī)律。要將技術(shù)建設(shè)和內(nèi)容建設(shè)擺在同等重要的位置。
(2)對(duì)于A面標(biāo)準(zhǔn)要求高的零件,采用精細(xì)化加工能使模具零件型面更趨于理論制造數(shù)據(jù),提升模具零件型面功能性,避免加工后人工修整干預(yù)對(duì)其造成的失效。
[1]肖金融.沖壓工藝學(xué)[M].北京:機(jī)械工業(yè)出版社,1999:67-85.
[2]張 躍,劉 帥,李 眾.沖壓成形表面質(zhì)量控制分析及對(duì)策[J].模具工業(yè),2021,47(3):13-17.
[3]崔令江.汽車覆蓋件沖壓成形技術(shù)[M].北京:機(jī)械工業(yè)出版社,2003:112-126.
[4]劉天聰.翻邊成形件的常見(jiàn)缺陷及修正方法[J].模具技術(shù),2000(4):70-73.
[5]王 強(qiáng),張進(jìn)國(guó).汽車覆蓋件沖壓成形有限元數(shù)值仿真研究[J].機(jī)械設(shè)計(jì)與制造,2006(11):140-142.
猜你喜歡
今日農(nóng)業(yè)(2021年9期)2021-11-26 07:41:24
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國(guó)科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
電測(cè)與儀表(2015年5期)2015-04-09 11:30:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
