汽車格柵注射模設計
2022-04-27 04:42:52伍世鋒廖思干
模具工業 2022年4期
關鍵詞:設計
0 引 言
汽車格柵精度要求與外觀要求較高,其作用是保護發動機艙內的部件避免受到外物撞擊,同時使足夠的空氣進入發動機艙保證發動機的正常工作。現針對某大型復雜格柵設計了1副1模1腔注射模。
1 汽車格柵結構分析
1.1 結構特征
汽車格柵外形尺寸為1 520 mm×475 mm×290 mm,如圖1所示,成型時不允許存在斑點、澆口痕跡、收縮凹陷、熔接痕和飛邊等缺陷。格柵呈塊狀式布局,格柵之間連接筋強度弱,格柵筋細小、多且深,最深達52 mm,充填困難。此外格柵倒扣多,模具設計時脫模機構與推出機構密集。

1.2 模具設計難點
(1)澆注系統設計。汽車格柵屬于外觀件,表面質量要求高,受其結構限制如網格多,熔體充填流動性差,如何通過澆注系統設計有效控制熔接痕的位置較為關鍵。
(2)推出系統設計。為使熔接痕不在塑件外觀面,在直推塊的側面設置澆口,增加了推出系統的設計難度。推出機構的設計影響塑件的成型質量,如果其設計不合理,會導致成型塑件出現翹曲變形、裂紋和推桿印等缺陷。
(3)冷卻系統設計。塑件高度落差大,且筋細小、多而深,精度要求高,導致設計的模具結構復雜,如何通過冷卻系統有效控制塑件變形也是模具的設計要點。
1.3 格柵材料選擇
格柵屬外觀件,有耐候性要求,表面處理為噴漆,成型材料使用性能較好的ABS(丙烯腈(A)-丁二烯(B)-苯乙烯(S)的三元共聚物),其綜合了3種組分的性能,丙烯腈具有高的硬度和強度、耐熱性和耐腐蝕性,丁二烯具有抗沖擊性和韌性,苯乙烯具有表面高光澤性、易著色性和易加工性。上述特性使ABS塑料成為一種“質堅、性韌、剛性大”的熱塑性塑料。
2 模具設計方案
模具采用熱流道澆注系統,19個針閥式熱噴嘴由順序閥控制進料,熔體依次通過普通流道澆口進入型腔。待成型塑件內、外側面共有32個倒扣,采用滑塊和斜推塊抽芯結構脫模。模具外形尺寸為2 230 mm×1 600 mm×1 265 mm,總質量約 18 600 kg,屬于大型注射模。
實驗組患者的睡眠時間約為(8.94±0.62)h顯著優于對照組睡眠時間約為(5.23±0.45)h,組間差異對比較為明顯,(t=4.734,P<0.05),具備統計學意義。
2.1 模具分型
由于格柵尺寸大且結構復雜,基于其結構特點和材料,模具采用1模1腔布局。分型面設計時盡可能考慮減少和降低上、下模的研配以降低加工難度,分型面不能產生飛邊,同時要有利于型腔排氣。
2.2 澆注方案設計
模具澆注系統采用“熱流道+普通流道”進料,如圖2所示。其中熱流道系統包括熱流道板和19個針閥式熱噴嘴,針閥式熱噴嘴由順序閥控制,根據塑件形狀和尺寸依次開啟,布置的澆口位置應使料流沿著主體方向流動,將熔接痕移至成型塑件非外觀面上。

熱噴嘴數量多且密集,為防止塑件產生飛邊,熱流道分流板上需設計多個支撐柱。成型塑件時有9個澆口是由設置在塊狀格柵之間的直推塊側壁流道轉入,該直推塊設計成二次頂出,第2次是通過周圍的直推塊將塑件和流道凝料一起頂出,流道由于凝料要強制脫模,流道的脫模角度要適當,且流道側面
角要足夠大,以防止塑件產生拉白缺陷。
2.3 冷卻系統設計
模具溫度控制系統設計的好壞對成型周期與塑件成型質量影響較大,冷卻水路設計原則之一是各處距型腔壁面的距離大致相等,以達到型腔各處溫度大致均衡。該模具的溫度控制系統采用了“直通式水管+傾斜式水管+水井”的組合形式,其優點是使塑件冷卻均勻、成型周期短、成型質量高,適用于外觀性能要求高的塑件。格柵局部細高形狀采用鑲拼結構成型,使用高導熱鋼單獨冷卻。
上、下模水路冷卻充分,每條水路到型腔壁面的距離要相近,每組水路長度相近且水路長度不超過2 m,如圖3、圖4所示,落差大的區域設計雙層水路或水井,盡可能達到隨形冷卻,上、下模進出水溫度控制在5℃內。熱噴嘴處單獨設置冷卻水路,不與其他水路串聯,這有利于熱噴嘴區域散熱。

2.4 脫模方式
格柵倒扣位置在周圈上,卡扣特征結構簡單、倒扣量少,根據條件可采用滑塊和斜推塊脫模。
2.5 推出系統設計
由于模具長度尺寸較大,液壓缸間距大,第1次直推塊內設有二次推塊,而一次直推塊上的流道凝料為倒扣形式,由于ABS的硬脆特性,推出過程中需注意以下2點:①模具設計了專用卡輪式鎖模器(4套)、插銷式鎖模器(4套)和氮氣彈簧(6個),如圖7所示,保證第1次推出機構和第2次推出機構同步,防止二次推出高于一次推出,避免塑件出現推出缺陷;②模具推出機構布局密集,需要保證推板有足夠強度,防止推出過程中塑件變形。
2.5.1 推塊上流道凝料的推出
我國高等院校是培養各專業領域技術型人才的教育基地,也是以國家及行業發展需求為導向的文化平臺。高校實驗室是學生接受綜合素質教育的重要場所,尤其是專業實驗室對學生綜合能力的提高有著非常重要的作用,專業實驗室的建設水平如何,更是衡量一所高等院校教學水平的重要標準[1]。專業實驗室特色是定位精準,服務專業性較強,實驗課程嚴格依據其專業理論課配合安排;但其特色也造成實驗室開放程度不夠高以及資源不能被充分利用的缺點,導致專業實驗室的服務功能削弱。
塑件有較多裝配骨位,高度為10~15 mm,同時因為格柵條是通過連接筋連接,所以每個骨位上均需設置推出機構,這樣既方便塑件脫模又可以改善排氣和降低充填壓力。
2.5.2 裝配骨位的推出
為避免塑件外觀表面有澆口痕跡,在直推塊的側面設置流道和側澆口。流道凝料在直推塊槽內類似于倒扣形狀,一次推出時通過大推塊將流道凝料從下模推出,二次推出時通過周圍的小推塊將塑件和流道凝料一起推出,流道凝料由于要強制脫模,流道倒扣面需要設計一段平滑過渡面。
模具采用二次推出機構,如圖6所示,驅動方式為液壓缸+鎖模器。液壓缸活塞桿直接驅動二次推板,通過鎖模器帶動一次推板,一次推出行程為80 mm,將直推塊上的側流道凝料推出分型面,二次推出行程為50 mm,將直推塊上的流道凝料強制脫模,直推塊同時將塑件一同推出。
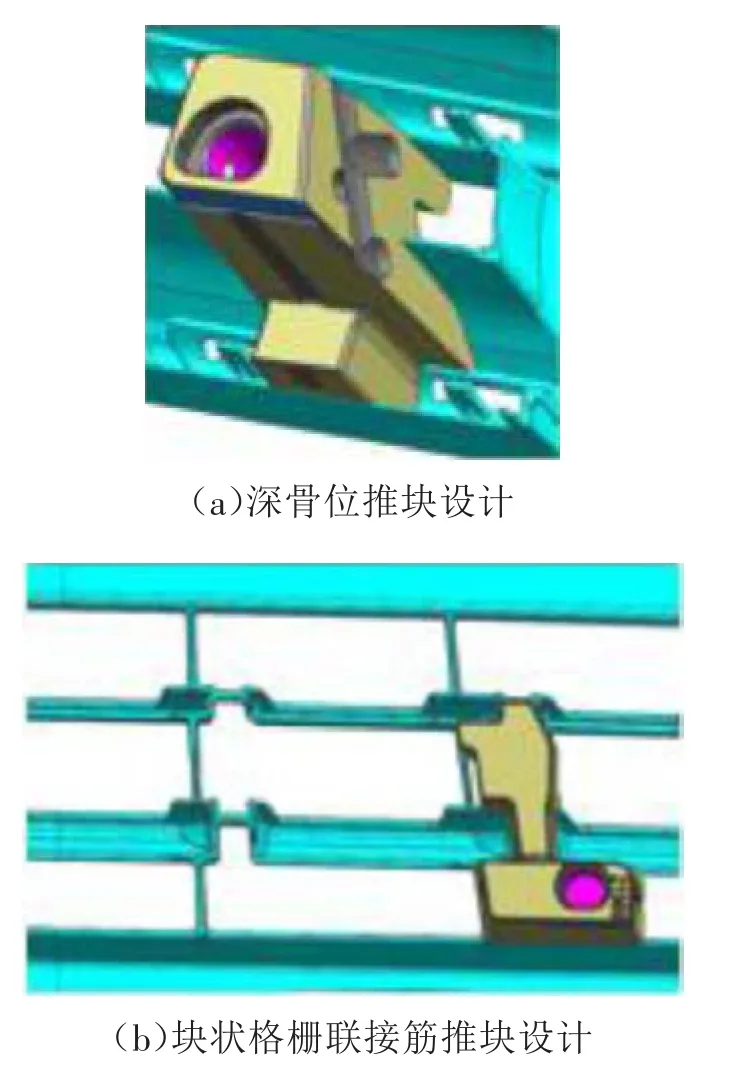
異形膠位面主要為塑件的深骨位處和塊狀格柵聯接筋處,這2個位置都要以側面包緊力同一個方向為原則設計直推塊,防止塑件推出后機械手抓取困難,如圖5所示。
由表1可知:原料四鉬酸銨中鉬的含量為57.38%,雜質含量少,除鈣離子含量達不到一級品標準外,其它雜質含量均較低;物相分析顯示原料中鉬酸銨主要存在的物相為(NH4)2O·4MoO3。
2.5.4 推出過程
2.5.3 異形膠位面的推出

推出系統的形式與塑件的形狀、結構和塑料性能有關,根據推出力和脫模阻力進行推出類型、推出零件數量和推出位置的設計。推出力平衡確保塑件不變形、不破損,推出時順滑、平穩可靠。模具采用推桿和直推塊推出,設計難點在于直推塊上流道凝料、塑件裝配骨位和異形結構的推出。
在互聯網時代,報紙編輯工作要充分利用先進的信息技術,注重自身創新意識的提升,實現新聞生產效率和質量的穩步提高。比如,可以利用互聯網征集新聞素材,通過電子郵箱了解讀者的真實想法,對新聞進行跟蹤調查,實現報紙編輯與讀者的雙向互動,注重一手資源的獲取。信息技術的快捷性、安全性為報紙編輯工作的開展提供了極大的便利,使得報紙編輯工作的質量和效率得到有效提升。

2.6 排氣槽設計
排氣槽的作用是在注射熔融塑料時排出型腔內的空氣和塑料在加熱過程中產生的各種氣體。排氣槽設計時應防止熔融塑料溢入槽內堵塞排氣,排氣槽可設置在分型面、料流末端、推桿、鑲針與鑲件處。
模具分型面上設計寬8 mm、深1 mm的U形集氣槽,離型腔5 mm處開0.015~0.02 mm深的排氣槽。每個格柵網格的分型面均設置避空+排氣槽,由排氣孔將氣體排出。鑲件、推塊、流道推塊、鑲針等非分型面困氣部位均需開排氣槽,如圖8所示。
常州城區水環境綜合整治是一項系統工程,包括控源截污、水系連通、暢流活水、生態修復等,須由環保、水利、建設等相關部門共同齊抓共管,各司其職,協同治理,才能從根本上改善城區河道水環境。
(3)優化平臺網站結構,增強平臺的安全性,對于電子商務平臺來說,其方位的數據量和網站本身的安全性,是有個至關重要的運營因素。有很多方法可以很好的實現,但是數據挖掘可以通過客戶本身的擁塞和訪問平臺的性能,來提示平臺管理者加以改進平臺的各項訪問策略。比如網站的緩存策略、網絡傳輸策略、流量負載平衡機制和數據的分布策略等。同時還可以有效防止非法人員惡意訪問平臺,消除平臺的弱點,提高站點可靠性,保證平臺的正常運行。

3 模具工作過程
(1)注射。熔體通過注塑機噴嘴經熱流道直接進入模具型腔(2點);熔體經熱流道進入普通流道,再由側澆口進入模具型腔(8點);熔體經熱流道由上模進入下模直推塊內的流道,再從側澆口進入模具型腔(9點)。熔體充滿型腔后,經保壓、冷卻和固化。
(2)開模。在注塑機的作用下模具從分型面處開模,塑件留在下模。
結果表明,在19例肺氣虛寒型AR患者外周血中,ROR-γt mRNA 表達明顯高于對照組(*P<0.05),而Foxp3 mRNA表達顯著低于對照組(**P<0.01)。ROR-γt/Foxp3 mRNA水平顯著高于對照組(**P<0.01),差異具有顯著的統計學意義,見圖3。
(3)推出。氮氣彈簧與液壓缸活塞桿直接驅動二次推板,通過鎖模器帶動一次推板運動80 mm,將直推塊上的側流道凝料推出分型面。液壓缸活塞桿繼續推出50 mm,將直推塊內流道凝料強制脫模,同時將塑件一同推出,機械手取件。
(4)合模。二次推出機構與一次推出機構復位,模具閉合,等待下一個注射循環。
年份對于葡萄酒的重要性是不言而喻的。而符合葡萄酒“大年”的條件都在2015年一一組合,為此,本刊記者專訪了波爾多列級莊聯合會(UGCB)主席奧利維·貝爾納(Olivier Bernard)。
4 結束語
介紹了某汽車格柵的注射模設計方法,該格柵呈塊狀式布局、格柵之間連接強度弱,需要在狹窄空間密集布置格柵推塊;塑件外觀面不允許存在澆口痕、推塊與分型線痕跡,需要在反面連接筋處設置澆口。以同一方向為原則,合理設置推塊,并注意收縮方向,避免出現機械手抓件困難的情況。在直推塊的側面設置流道和側澆口,解決了狹窄空間設置澆口困難和澆口痕殘留在成型塑件可見面的問題。
[1]鄧 鵬,張 蕾,張 杰.基于Moldflow的汽車散熱格柵澆注系統優化設計[J].模具工業,2013,39(1):16-20.
[2]伍世鋒,黃清剛,陳敏通,等.塑料密集簧片注射模設計[J].模具工業,2016,42(2):43-47.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
