污水檢測儀手柄雙色注射模設計
2022-04-27 04:42:50趙佳萌
模具工業 2022年4期
1 塑件結構分析
污水檢測儀雙色手柄如圖1所示,由2種塑料先后注射成型。塑件下層為ABS材料,上層為TPR材料。相對于ABS+TPU雙色成型,選擇TPR+ABS更好,因為TPR手感好,價格便宜,包膠ABS牢固。包膠時ABS與TPR在界面處混合,TPR會完全溶于ABS,對ABS的韌性起到改善的作用。TPR主要以SBS基材混合而成,在成人用品、兒童玩具、腳輪等方面應用廣泛
。
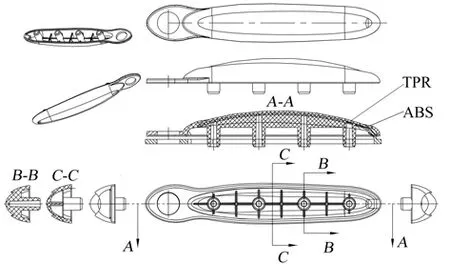
ABS材料注射后在非冷卻狀態下,如果采用常規的雙色注塑機與雙色注射模進行TPR材料注射,存在TPR材料取向不均、花紋多且凌亂等缺點,同時ABS材料受到沖擊,導致其上翻產生黑斑、混色等缺陷。
2 模具設計
2.1 模具整體結構布置
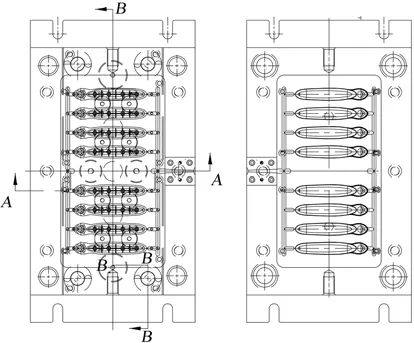
為滿足塑件成型要求,模具由2副結構相似的雙色子模構成,單副子模采用1模4腔進行布局,如圖2所示。為簡化模具結構,模具采用單側進料順序注射,子模的型腔采用側面進料。該雙色模具能依據產品要求,滿足第2種材料有多色要求的成型需要,且能保證第2色材料注射時分子的定向排列。
2.2 模具結構設計
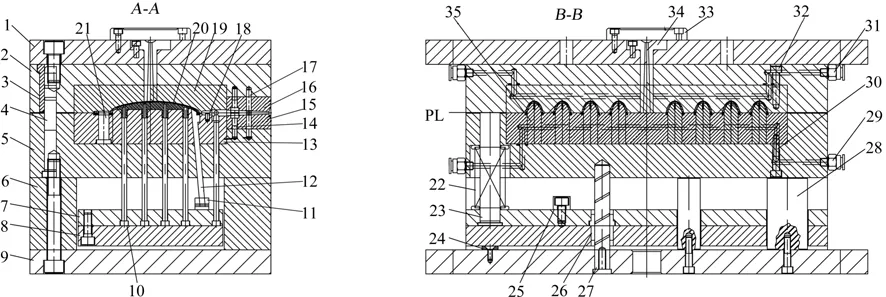
模具結構如圖3所示,采用兩板模結構,定模座板1與定模板2用螺釘固定構成定模部分,導套3過盈裝配在定模板2上的導套孔內,型腔板鑲件19用螺釘安裝于定模板2所開設的鑲件槽內,動模板5、墊塊6、動模座板9用螺釘固定構成動模部分
。導柱4過盈裝配安裝在動模板5對應的導柱孔內,并與導套3滑動配合
。型芯鑲件13用螺釘聯結安裝于動模板5上所開設的槽內,下澆口套15通過螺釘14安裝于動模板5上,并由澆口套定位銷17定位,上澆口套16用螺釘安裝于定模板2上,并由定位銷17定位。模具閉合時,下澆口套15、上澆口套16拼合構成橫向澆口套,流道調節螺釘18安裝于型芯鑲件13上的流道末端。ABS塑件20成型后通過定位柱21和小鑲件35固定在型芯鑲件13上,第2色模具合模時通過型腔板鑲件19將其壓緊。復位桿彈簧22安裝于復位桿23上,復位桿23安裝于推桿固定板7上,限位釘24、支撐柱28用螺釘固定在動模座板9上。
2.3 澆注系統設計
澆注系統采用橫向流道進料的方式,進料機構采用拼合式澆口套,由下澆口套15、上澆口套16拼合而成,流道熔料流量可以通過調整流道調節螺釘18的高度來控制。第2色子模采用橫向式澆注系統,主要構成零件包括型芯鑲件13、螺釘14、下澆口套15、上澆口套16、定位銷17、流道調節螺釘18和型腔板鑲件19,橫向式澆注有利于TPR注射時從待成型塑件一側進料,有利于TPR分子的定向排布,保證TPR注射的飽滿性。
旋轉電極法是以金屬或合金為自耗電極,其端面受電弧加熱而熔融為液體,并在電極高速旋轉的離心力的作用下,將液體拋出并粉碎為細小液滴,其原理結構如圖4所示。一般來說,旋轉電極的冷卻速率約為103~104K/s,電極的旋轉速度為10 000~30 000 r/min,制備的粉體粒度隨著電極旋轉速度、電極直徑的增大而減少,范圍通常在50~350μm之間[12,13]。
吹掃氣體必須干燥、潔凈,檢查時要注意空氣過濾減壓閥的濾芯,確認其是否潔凈。為指定的應用確定吹掃氣體推薦流量是很困難的,因為它取決于氣體在灰塵中的流速,法蘭長度和法蘭直徑等。法蘭中的吹掃流速等于灰塵中氣體流速的10%,如果持續吹掃一段時間后,待測氣體的體積分數完全恒定,可嘗試用以下步驟去測量吹掃流量:
為考察論文研究主題情況,所以統計了關鍵詞在論文中出現的情況。設置TopN=30,TopN%=15,運行CiteSpace得到圖3結果。
2.4 脫模機構設計
塑件通過推桿10推出,模具的注射顏色可通過調整注塑機的混料顏色實現,降低了成型時的配色選擇限制,能獲得多種顏色的塑件注射成型。下模冷卻快速接頭29通過管螺紋緊固安裝于動模板5上,用于下模型芯的冷卻。上模水路快速接頭31通過管螺紋緊固安裝于定模板2上,用于上模型腔的冷卻;型芯鑲件13通過螺釘14安裝在動模板5上,型腔板鑲件19通過螺釘14固定在定模板2上。第1色定位圈33和第1色澆口襯套34用螺釘安裝于定模座板1上,用于ABS材料注射。推板導柱27安裝于動模座板9上,推板導套26緊固安裝于推桿固定板7、推板8上,推板導套26與推板導柱27配合用于推桿固定板7和推板8的導向;限位塊25、斜推桿12、斜推座11安裝于推板8上,實現塑件完全脫模。
3 模具工作過程
模具安裝于注塑機上后,注塑機拉動動模后退,在PL分型面(見圖3)處打開。機械手將ABS骨架放置于定位柱21和小鑲件35上,模具閉合時通過型腔板鑲件19將ABS骨架壓緊。閉合后,先通過第1色澆口襯套34進行ABS初始注射,成型冷卻后開啟TPR注塑機進行TPR注射,待冷卻后打開模具,推桿10及流道推桿將雙色塑件從型芯鑲件13上推出,機械手再次將ABS骨架放置于定位柱21和小鑲件35上,重復上述步驟。
4 結束語
該雙色注射模由2副子模構成,第1色子模采用頂面進料,第2色子模采用側面進料,子模為1模4腔布局,TPR+ABS雙色成型。該模具能實現TPR分子在ABS塑件上的定向排列,且能依據TPR不同的著色需要進行色域調整,注射效率高,雙色成型成品率高。模具定位零件保證了TPR注射無位置偏差、不漏料、無飛邊產生,且塑件推出方便,無變形。
[1]魏東坡,周 靜.轉軸零件注射工藝分析及雙色模具設計[J].工程塑料應用,2020,48(6):88-91.
[2]陳 萌.汽車油桶蓋彈簧式斜頂脫模機構及注射模設計[J].模具工業,2017,44(6):46-48,66.
[3]肖國華,程方啟,盧星星,等.汽車后視鏡面殼熱流道二次側抽芯滑塊模具結構設計[J].工程塑料應用,2014,42(10):79-83.
[4]韓國聲,楊 駿.雙色注射技術在汽車零件制造中的應用[J].內燃機與配件,2019(9):95-97.
[5]肖國華,徐 生,沈忠良,等.一種三次順序滑塊抽芯機構的設計[J].工程塑料應用,2016,44(2):88-91.
[6]劉 偉.一種簡易的雙色注射模具結構[J].現代制造技術與裝備,2019(10):185-186.
[7]蔣愛榮,趙佳萌.簾珠自動機導流片注射模設計[J].模具工業,2021,47(1):43-45.
[8]肖國華,董 彥,張 適,等.Ipad平板電腦面殼成型CAE優化分析[J].塑料工業,2013(8):66-71.
