內螺紋塑料蓋模具設計
2022-04-27 04:42:50連燦鑫
模具工業 2022年4期
0 引 言
塑件上的螺紋分為內螺紋和外螺紋,對于外螺紋,一般在定模板和動模板上各成型一半螺紋,或用2個滑塊各成型一半螺紋。對于內螺紋,如果塑件材質是較軟的材料(如橡膠、硅膠),可以采用強制脫模的方式;如果塑件材質是較硬的材料(如ABS),則應使用旋轉螺紋型芯的方式脫模,但內螺紋塑件旋轉脫模時,容易出現螺紋損傷的現象,廢品率高。現介紹1副內螺紋塑料蓋模具,將電氣、機械、液壓等知識綜合應用到脫模機構中,使內螺紋型芯自動旋轉脫模,解決成型塑件螺紋損傷問題,提高合格率,實現自動化生產。
1 塑件結構分析
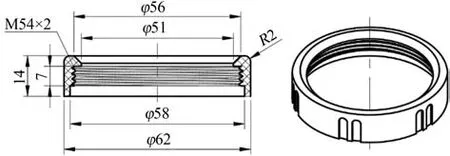
圖1所示為帶內螺紋的塑料蓋,材料為ABS,內螺紋規格為M54×2 mm,長度為7 mm。塑件外表面均勻分布12個凹槽,當螺紋型芯旋轉時,這些凹槽埋在推件板中,可防止塑件與螺紋型芯一起旋轉。
根據亨廷頓的觀點,政治衰敗源于新興社會行動者對政治參與的渴望,政治參與程度的減弱有利益政治的穩定,亞當·普沃斯基則對此提出了批評,認為對于穩定的民主政治真正的合法化危機不是來源于社會動員導致的政治參與擴大,而是來自政治參與的不足。[6]就互聯網背景而言,兩者的理論都需要修正,互聯網下的社會動員會導致公民重拾參與政治的熱情,但是也誘發了基于互聯網的不當的社會動員問題。
2 分型面分析
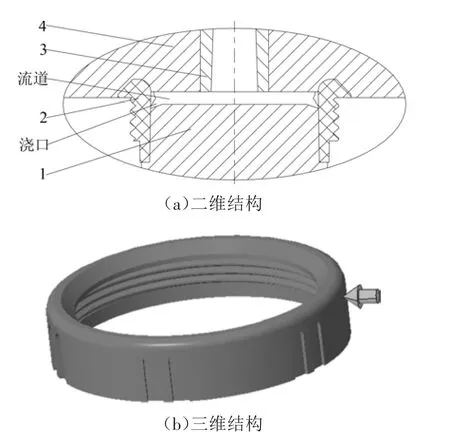
由于塑件呈管狀結構,中間是通孔,塑件的分型面分為內分型面和外分型面,內分型面位于內表面的臺階處,外分型面位于塑件的最大輪廓處。定模型芯和動模型芯采用碰穿結構,定模型芯采用待成型塑件結構,動模型芯采用鑲件形式,塑件內螺紋位于動模型芯上。脫模時為了使塑件外表面的凹槽從推件板上脫出,塑件外表面的錐度方向必須與內表面的錐度相反,塑件的分型結構如圖2所示。

該塑件結構簡單,沒有卡扣和筋位,適合使用兩板模生產,采用單點潛伏式澆口進料
,如圖3所示。
3 模具結構設計
(2)當定模與動模分開后,液壓電機通過鏈條帶動主齒輪旋轉,再由主齒輪帶動4個螺紋型芯旋轉。由于塑件的外表面有多個凹槽,可以阻止塑件跟隨螺紋型芯旋轉。螺紋型芯一邊從塑件內螺紋中旋轉一邊脫出將塑件從推件板中推出,此時在彈簧的作用下,推件板與動模板分開(P2處)。在限位螺釘的作用下,推件板與動模板分開5 mm后停止運動,完成第2次開模,如圖7(b)所示。
(1)當注射完成后,模具在定模板與推件板之間分開(P1處),完成第1次開模,如圖7(a)所示。由于塑件被螺紋型芯扣住而留在推件板上,推件板被塑件抵住不能與動模板分開。
在基礎教育教學工作中,每一位教師都要牢固地樹立以學生為中心的先進理念,通過各種形式的教學活動,調動學生內在的學習動力和積極性。近些年來,生本課堂的構建問題成為教育界的研究熱點,而且也有了大量的實踐,生本課堂可以更好地調動學生的積極性,凸顯出學生作為學習主人的角色地位。其中小組合作學習就是構建生本課堂的一種重要形式,教師在教學活動中要善于調動學生的學習熱情,科學進行學習小組的創建,發揮好小組合作學習的重要作用。因此,關于學習小組創建的諸多問題,本文提出以下幾點思考。

4 傳動機構
(4)行程開關發出信號,液壓電機停止旋轉。當取出塑件后,在注塑機滑塊的作用下,動、定模板和推件板復位,然后開始下一個注射周期
。
(3)當塑件從螺紋型芯上旋出時,由于螺紋型芯施加給塑件內螺紋的力消失,塑件會自動從模具中彈出,如圖7(c)所示。

5 模具工作過程
塑件內螺紋是通過螺紋型芯的旋轉將其從推件板中旋出,因此模具中不需要使用推桿和推桿固定板就能實現脫模,模具結構如圖5所示。
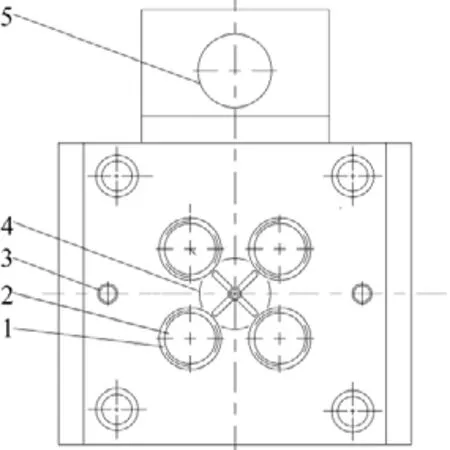
塑件外形尺寸為
62 mm×14 mm,模具按1模4腔布局,呈矩形陣列排列。在模架旁邊安裝液壓電機,如圖4所示,這種排列方式既可以保證每個待成型塑件的注射壓力相同
,又可以使主齒輪帶動4個螺紋型芯旋轉時齒輪的受力均衡。
與當時脫離實際的學風相反,章學誠一再旗幟鮮明地強調做學問應當經世致用,他說:“學問所以經世,而文章期于明道,非為人士樹名地也。”[4]章學誠“經世致用”的治學理念具體表現在三個方面:

模具傳動機構如圖6所示,在模具側面安裝液壓電機,然后通過鏈條帶動中間的主齒輪旋轉,再由主齒輪同時帶動4個型芯齒輪旋轉,最后由4個型芯齒輪帶動4個螺紋型芯旋轉
。塑件的外表面有凹槽,可防止塑件與螺紋型芯一起旋轉,當螺紋型芯旋轉時,可以將塑件從推件板中推出。
20世紀60年代,我國的石油化工工業處于空白。20世紀60年代初,國家從西歐引進年產3.6萬噸乙烯砂子爐及與之配套的高壓聚乙烯等4套裝置建在蘭化。在黃河岸邊,老蘭化人飲風啜沙、肩挑手扛,在一個叫西固的荒灘上,建起了鋼鐵之軀的蘭化、共和國的“長子”。1970年,裝置全面建成投產的那年,17歲的董松江進了廠,在高壓聚乙烯車間當了一名工人。一年后,到了車間的心臟—聚合崗位。
6 塑件脫模設計
推件板與動模板分開的距離應比螺紋長度短,否則存在2個弊端:①當螺紋型芯旋轉結束時,彈簧施加推件板的力將全部集中在螺紋末端,容易導致末端的螺紋損傷,廢品率高;②即使螺紋沒有損傷,螺紋型芯與塑件分開后,塑件還留在推件板中,操作工難以將塑件從推件板中取出。
塑件內螺紋紋距為2 mm,螺紋長度為7 mm,在推件板上設置了限位螺釘,在限位螺釘的作用下,推件板移動5 mm后停止與動模板分開,此時還有1個紋距的螺紋在型芯中。當螺紋型芯繼續旋轉時,限位螺釘承受彈簧的彈力不再由塑件內螺紋承受,螺紋型芯在旋出最后1個螺紋時,螺紋處于自由旋出狀態,不會損傷螺紋。
7 結束語
在模架上安裝液壓電機,由液壓電機帶動螺紋型芯旋轉,將塑料蓋內螺紋從模具中旋出,實現自動脫模。塑料蓋的外表面有凹槽,這些凹槽卡在推件板上,可防止內螺紋塑料蓋與螺紋型芯一起旋轉。在推件板上安裝彈簧和限位機構,當螺紋型芯旋轉時,彈簧將推件板與螺紋型芯分開,可以防止螺紋型芯與推件板發生摩擦導致螺紋型芯磨損,防止成型塑件出現飛邊。限位機構限制推件板與動模板分開的距離小于螺紋的長度,防止螺紋型芯旋轉到螺紋結束時,使彈簧的彈力集中在內螺紋的結尾處而導致螺紋損傷。經生產實踐證明,模具能實現塑件自動脫模,且沒有出現螺紋損傷的現象,實現了自動化生產。
[1]程 美.基于Moldflow的汽車盒體件注射模具設計[J].中國塑料,2016,30(2):104-108.
[2]朱曉克,徐 彬.基于Moldflow分析的汽車前保險杠注射模澆注系統優化設計[J].機械制造,2015,53(9):76-79.
[3]劉紅燕,卞 平.基于CAE分析的汽車剎車油盒家族模注射模具設計[J].塑料,2019,48(3):70-73.
[4]王建玲,劉 偉,王永瑛.豆漿機過濾器注射模具設計[J].塑料,2019,48(3):78-81.
[5]聶艷平,賀柳操.洗發液噴嘴瓶蓋彎管與螺紋脫模機構及其注射模具設計[J].工程塑料應用,2019,47(2):76-81.
[6]石環城.塑料密封蓋模具及脫模裝置的設計[J].機械制造,2018,56(7):100-102.
[7]高永生,陳建文,王 洋.注射模具整圈環形倒扣的一種內抽芯機構設計[J].工程塑料應用,2019,47(8):82-85.
[8]卓榮明.內螺紋瓶蓋注射模具設計[J].信息記錄材料,2017,18(3)46-47.
