剛性固定法焊接工字形鋼梁的焊接變形控制
2022-05-07 11:22:28程珂,李軍,*,王聰
青島理工大學(xué)學(xué)報 2022年2期
程 珂,李 軍,*,王 聰
(1.青島理工大學(xué) 土木工程學(xué)院,青島 266525;2.青島城市學(xué)院 土木工程學(xué)院,青島 266106)
焊接過程中的不均勻加熱和冷卻會導(dǎo)致焊接殘余變形和殘余應(yīng)力的產(chǎn)生[1],而過大的變形會影響到構(gòu)件尺寸的精度,甚至形成安裝誤差,而且還會顯著降低結(jié)構(gòu)的承載能力。因此有必要采取有效的措施來控制焊接變形。實際工程中采用的減小焊接變形的方法包括變形后矯正方法和基于一定控制措施使焊后獲得較小變形方法兩大類。
機(jī)械矯正法和火焰矯正法是兩種常用的變形后矯正方法。宮平等[2]通過試驗研究了機(jī)械矯正對焊接接頭抗拉強度、沖擊韌性、硬度值等力學(xué)性能的影響,發(fā)現(xiàn)機(jī)械矯正量的增加對上述力學(xué)性能影響不明顯。劉澤毅[3]采用多種加熱形式的火焰矯正法對焊接后的水工鋼閘門進(jìn)行了變形矯正,效果顯著。
在實踐過程中發(fā)現(xiàn),在焊接過程中或焊接前采取一定措施后,變形會得到更有效的控制,例如采用優(yōu)化焊接順序和方向、反變形法或剛性固定法等。劉國寧等[4]以T形接頭為研究對象,采用焊接模擬方法對比分析了4種不同焊接順序下的焊接溫度場、應(yīng)變場、應(yīng)力場,表明焊接順序可以一定程度上減小焊接變形。所謂反變形方法,即在進(jìn)行焊接作業(yè)時,預(yù)先讓工件產(chǎn)生與焊接變形相反方向的變形。孫進(jìn)發(fā)等[5]模擬了T形接頭在不同反變形量下的變形與殘余應(yīng)力分布,分析表明:施加合理的焊接反變形量可以有效減少焊接變形且不影響殘余應(yīng)力。但在使用反變形法時,由于構(gòu)件材料、尺寸以及焊接方法等原因?qū)е骂A(yù)加變形量的控制標(biāo)準(zhǔn)難以把握。剛性固定法,即利用剛性比較大的固定件使焊件在焊接時不能移動,等到焊接完全冷卻之后拆除剛性固定件,可以使焊接變形相對較小。剛性固定法具有操作簡單的特點,但實踐中多以經(jīng)驗或等間距適當(dāng)設(shè)置固定件,具有一定的盲目性,應(yīng)該結(jié)合焊接模擬的預(yù)測結(jié)果進(jìn)行設(shè)置。由于通常認(rèn)為該法會引起焊接殘余應(yīng)力的增加[6],那么通過合理設(shè)置加固位置后焊接殘余應(yīng)力情況如何有待于探明。
本文通過焊接模擬首先預(yù)測未做中間加固的構(gòu)件在焊后的焊接變形情況,提出在最大焊接殘余應(yīng)變處設(shè)置固定件的措施,通過加固前后的焊接模擬結(jié)果對比,驗證所提出方案的有效性,為實際應(yīng)用提供參考。
1 剛性固定法的實施
在需要加固處設(shè)置支撐和夾具,如圖1所示,上部采用長筋板焊接或用卡具固定在上翼緣,以有效控制翼緣部位的角變形;腹板處焊縫反面采用三角筋板固定,可有效抑制翼緣的轉(zhuǎn)動,并具有減少鋼梁腹板撓曲變形的作用。
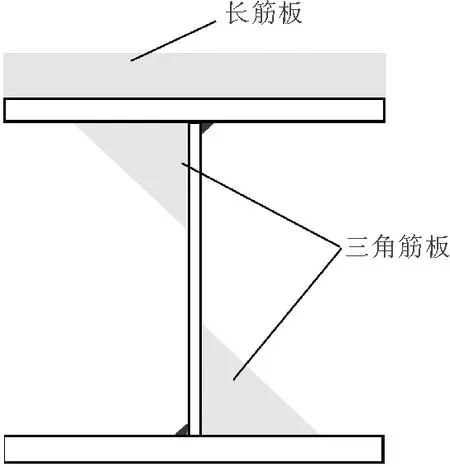
圖1 剛性固定法
2 焊接熱源模型
ABAQUS軟件為用戶提供了多種子程序類型,本文利用ABAQUS隱式分析中的DFLUX子程序[7]來定義一個與時間和坐標(biāo)相關(guān)聯(lián)的熱流函數(shù),以此實現(xiàn)焊接過程中移動熱源的添加。
焊接熱源模型的屬性決定焊接溫度場的分布規(guī)律及焊接后的應(yīng)力和應(yīng)變,熱源模型的選取對模擬結(jié)果至關(guān)重要。目前應(yīng)用比較多的熱源模型有點熱源模型、線熱源模型、面熱源模型、高斯熱源模型、半球狀熱源模型以及雙橢球熱源模型。由于雙橢球熱源模型可更好地模擬焊接過程中熱源前后兩部分的不同溫度梯度的分布,并具有較準(zhǔn)確地反映熱源對焊件沿深度方向加熱的特點,因此本文采用雙橢球熱源模型。如圖2所示,以x軸為界將模型分成前后兩部分,以電弧中心為分界線,前后各由2個長度不同的1/4橢球來表示,該模型前后兩部分分別采用不同的表達(dá)式來表達(dá)。
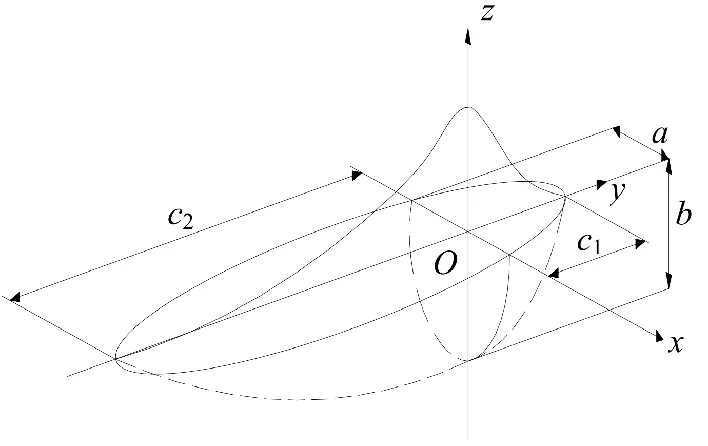
圖2 雙橢球熱源模型
前半部分熱源分布的表達(dá)式:
(1)
后半部分熱源分布的表達(dá)式
(2)
Q=ηUI
式中:Q為熱源在瞬時給焊件的熱能;η為熱源效率;U為焊接時的電壓;I為焊接時的電流;a,b,c均為焊接模型的形狀參數(shù),且相互獨立;f1,f2分別為前后部分橢球的能量分?jǐn)?shù),且f1+f2=2。
3 焊接有限元分析
本文利用ABAQUS的熱固耦合分析功能,采用FORTRAN語言編寫熱源荷載子程序,并在分析模型中調(diào)用,以實現(xiàn)對焊接熱源的加載。實施順序耦合,即先進(jìn)行焊接熱分析,再將焊接熱分析得到的溫度場導(dǎo)入到應(yīng)力應(yīng)變場進(jìn)行熱應(yīng)力分析,最后得到焊接殘余應(yīng)力和焊接殘余應(yīng)變。
3.1 幾何模型
本文參考文獻(xiàn)[8]中的工字形鋼梁截面尺寸,幾何參數(shù)如下:翼緣寬度260 mm,厚度20 mm;腹板高度240 mm,厚度10 mm。由于本文的目的在于從理論上說明研究結(jié)果的有效性,構(gòu)件長度僅取1000 mm,實際應(yīng)用宜根據(jù)情況建模分析。因為是雙軸對稱性截面,分析時采用半結(jié)構(gòu)模型。考慮到焊縫余高的存在,在建立焊縫模型時將焊縫簡化為1/4圓的形狀,取焊腳的尺寸為8 mm。
3.2 單元類型及網(wǎng)格劃分
將模型按重要程度依次劃分為焊縫及熱影響區(qū)、過渡區(qū)和母材區(qū)。因焊縫及熱影響區(qū)熱源輸入比較集中,進(jìn)行網(wǎng)格局部細(xì)化。對于過渡區(qū)以外的區(qū)域利用Structured網(wǎng)格劃分方法,使用Hex六面體單元;而過渡區(qū)則采用Sweep方法劃分網(wǎng)格,用Wedge楔形單元進(jìn)行過渡。網(wǎng)格模型如圖3所示。
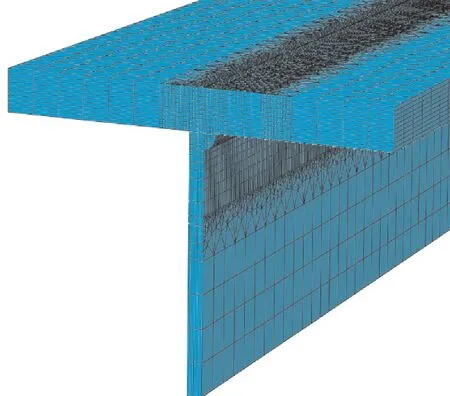
圖3 有限元網(wǎng)格模型
溫度場分析和應(yīng)力應(yīng)變場分析所用到的單元類型不同。溫度場分析時所用單元需要具有傳熱功能且可以進(jìn)行熱分析,故選用熱傳遞單元(DC3D8R,DC3D6);而焊接應(yīng)力應(yīng)變場分析時需要計算由不均勻的溫度荷載引起的殘余應(yīng)力和殘余應(yīng)變,故選用應(yīng)力/位移單元中的C3D8R、C3D6單元。
3.3 材料特性參數(shù)
焊接熱分析的模擬屬于非線性瞬態(tài)熱分析,導(dǎo)熱系數(shù)、比熱容等指標(biāo)是伴隨溫度發(fā)生變化的,因此需要單獨設(shè)置。本文所用的工字形鋼梁采用Q235B鋼材,焊條采用E43型,假設(shè)焊縫材料與母材強度相等。焊縫材料性能指標(biāo)如下:σy=330 N/mm2,E=2.06×105N/mm2,σu=460 N/mm2,εu=0.0012。應(yīng)力應(yīng)變場中母材隨溫度變化的力學(xué)參數(shù)主要有彈性模量、屈服強度和剪切模量,如表1所示。

表1 鋼材材料性能參數(shù)
3.4 約束和邊界條件
為更加切合實際中翼緣和腹板焊在一起的情況,在本模型中分3個部件來建模,分別為焊縫、腹板及翼緣,相互接觸的部位采用綁定約束(Tie)。在應(yīng)力應(yīng)變場分析時,為防止產(chǎn)生過大的變形和移動,在模型的兩端添加X,Y,Z方向的固定約束。加固模型的具體做法是除了在兩端截面施加3個方向的固定約束外,還在確定最大焊接殘余應(yīng)變所在位置后,將該位置所在截面的自由度耦合到一個參考點上,然后對這個參考點進(jìn)行側(cè)向位移的約束,以反映長筋板和三角筋板的作用,如圖4所示。
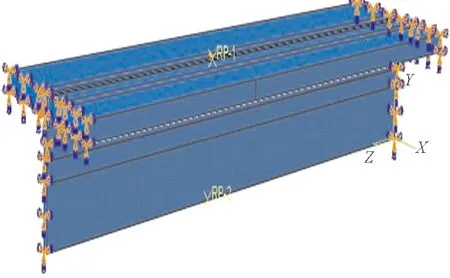
圖4 加固模型的約束情況
此外還要設(shè)置模型與外界空氣的對流換熱和熱輻射作用的參數(shù),本模型取對流換熱系數(shù)為10 W/(m2·℃),環(huán)境初始溫度為20 ℃,輻射率為0.85。
4 焊接殘余應(yīng)力分析
4.1 焊接殘余應(yīng)力動態(tài)變化
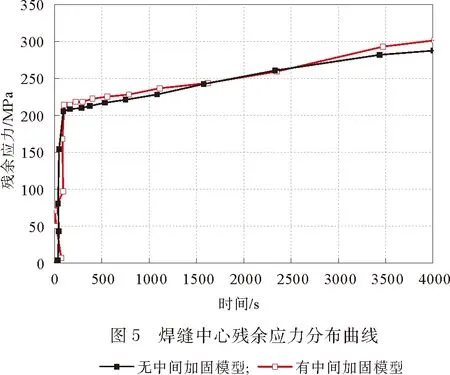
為了研究有中間加固模型殘余應(yīng)力的變化情況,繪制焊縫末端中心位置結(jié)點的焊接殘余應(yīng)力動態(tài)變化曲線,如圖5所示,本文所指的殘余應(yīng)力為等效應(yīng)力,以下不再特別說明。在熱源到達(dá)焊縫末端時,無中間加固模型的應(yīng)力值迅速上升至153 MPa,進(jìn)入冷卻后,殘余應(yīng)力值先迅速上升至204 MPa,然后緩慢上升至最高殘余應(yīng)力值297 MPa;而有中間加固模型開始時應(yīng)力值不是很大,進(jìn)入冷卻時間段后,殘余應(yīng)力先迅速增長到212 MPa,隨后緩慢增加到最大值312 MPa。可見,采用本剛性固定控制方案后,焊接殘余應(yīng)力雖然有所增加,但增加幅度很小,若焊接變形能夠得以緩解,這種固定控制方案較為可行,將通過殘余應(yīng)變分析確認(rèn)焊接變形情況。
4.2 不同路徑上的焊接殘余應(yīng)力
為進(jìn)一步分析有、無中間加固的殘余應(yīng)力分布的差別,采取路徑分析的方法對兩個模型在同一時間相同路徑上殘余應(yīng)力的變化曲線進(jìn)行對比分析。所選擇的3條路徑如圖6(a)所示。
路徑一:焊縫同側(cè)腹板中部位置(沿Z軸方向長度為1000 mm,方向由后向前)。由圖6(b)可知,有、無中間加固模型的殘余應(yīng)力分布曲線的形狀相似,都呈現(xiàn)出兩端高中間低的分布特點。但有中間加固模型的殘余應(yīng)力值整體有所下降;在路徑的始端和末端,無中間加固模型的殘余應(yīng)力值均高于213 MPa,而有中間加固模型的殘余應(yīng)力值分別降低到187和135 MPa;在路徑中點,無中間加固模型的焊接殘余應(yīng)力值約為25 MPa,加固后降至10 MPa以下。由此可見,對模型的最大變形處采取剛性固定的措施后,可以使腹板長度方向上的殘余應(yīng)力有所降低。
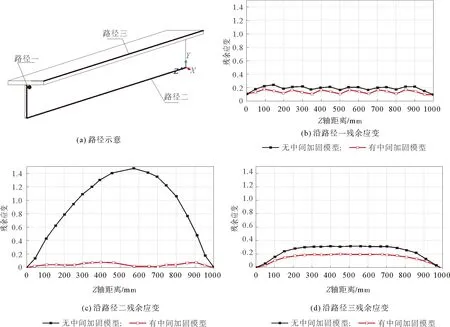
路徑二:與焊縫同側(cè)沿腹板高度方向(沿Y軸方向長度為120 mm,方向由下向上),如圖6(c)所示,這條路徑上隨著離焊縫距離的縮小,有、無中間加固的模型的殘余應(yīng)力值都呈上升趨勢,但在離焊縫較遠(yuǎn)處(0 mm 路徑三:與焊縫同側(cè)沿翼緣厚度方向(沿X方向距離焊縫50 mm,沿Y軸方向長度為20 mm,方向由下向上)。如圖6(d)所示,有、無中間加固的模型的殘余應(yīng)力在該路徑上的分布曲線形狀基本相似,都呈現(xiàn)出兩端高中間低的特點。整體來看,有中間加固模型比無中間加固模型的焊接殘余應(yīng)力均有下降,殘余應(yīng)力最大值和最小值分別由180和57 MPa降低120和46 MPa。可見,對于表面的殘余應(yīng)力值的降低幅度相對要大些。 圖6 路徑選取及各路徑上的殘余應(yīng)力 本文所指的殘余應(yīng)變?yōu)榈刃?yīng)變,以下不再特別說明。為了分析有、無中間加固模型殘余應(yīng)變分布的區(qū)別,選取沿Z軸方向的3條路徑,長度均為1000 mm,具體位置如圖7(a)所示。 路徑一(焊縫中心位置處):由圖7(b)可知,兩模型的殘余應(yīng)變都呈波浪線狀。有中間加固模型相對于無中間加固模型的殘余應(yīng)變整體下降,無中間加固模型在該路徑最高殘余應(yīng)變值為0.237,加固后該路徑最高殘余應(yīng)變值降為0.156,下降了近34.18%。但未設(shè)加固前該路徑的殘余應(yīng)變本身很小,不是焊接變形突出位置。 路徑二(焊縫同側(cè)腹板高度方向的中央位置):在該條路徑上無中間加固模型殘余應(yīng)變達(dá)1.470,是焊接變形突出位置,因這個路徑的最大殘余應(yīng)變所在位置出現(xiàn)在模型沿Z方向600 mm處,所以考慮在該處加固,作為有中間加固方案。由圖7(c)所知,加固后的殘余應(yīng)變大幅度降低,焊接殘余應(yīng)變最大值降至0.086,效果顯著。 路徑三(與焊縫同側(cè)的翼緣外邊緣上表面位置):由圖7(d)可知,兩模型在該路徑上殘余應(yīng)變的分布非常相似,路徑兩端的值幾乎為零,中間大部分應(yīng)變值基本呈不變狀態(tài)。最大殘余應(yīng)變值由0.320降至0.200,下降了37.5%。 圖7 路徑選取及各路徑上的殘余應(yīng)變 本文針對有、無中間加固模型,采用ABAQUS分析軟件,基于順序耦合的分析方法獲得兩種模型的焊接應(yīng)力場和應(yīng)變場,比較分析了兩種模型在不同路徑下的焊接殘余應(yīng)力和殘余應(yīng)變,主要結(jié)論如下: 1) 在可能產(chǎn)生最大焊接變形處設(shè)置加固的方案,有效且經(jīng)濟(jì)。本文所取構(gòu)件長度相對較短,故僅在中間位置設(shè)置加固即顯示出焊接變形顯著降低的效果,對于較長構(gòu)件,需要視實際模擬結(jié)果設(shè)置加固位置。 2) 本文所取的3條路徑上的焊接殘余應(yīng)力,在施加有中間加固措施后都有一定程度降低,但從焊縫中心的焊接殘余應(yīng)力動態(tài)變化看,減小焊接殘余應(yīng)變勢必會增加個別位置的焊接殘余應(yīng)力。但采用合理的加固方案后,可以將焊接殘余應(yīng)力的增加幅度控制在較小范圍內(nèi)。 本文依據(jù)有限元模擬結(jié)果進(jìn)行了討論和分析,為后續(xù)研究提供參考。今后將結(jié)合試驗并增加構(gòu)件長度進(jìn)一步研究。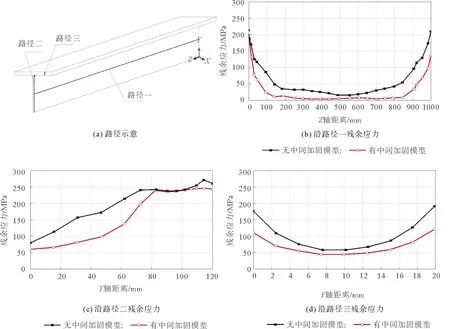
5 焊接殘余應(yīng)變分析
6 結(jié)論
猜你喜歡
計算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
計算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
