外加阻尼器車床主軸振動抑制方法與實驗研究*
2022-05-12 09:40:34凌益民肖長天劉宜杰毛新勇
機電工程技術 2022年4期
凌益民,肖長天,劉宜杰,龐 偉,毛新勇,尹 玲
(1.東莞市固達機械制造有限公司,廣東東莞 523562;2.華中科技大學,武漢 430074;3.東莞理工科技創新研究院,廣東東莞 523808;4.東莞理工學院機器人與智能裝備創新中心,廣東東莞 523808)
0 引言
數控機床在加工過程中,主軸振動會對加工質量產生較大影響。銑削加工過程發生的振動主要分為強迫振動和自激振動兩類。其中強迫振動來源于機床內部的周期激勵或外部振源激勵,機床外部振源很容易進行抑制,但機床內部強迫振動的振源,如銑刀齒與工件接觸瞬間的激振力等很難通過隔離消振;自激振動又稱為顫振,是由系統存在的內在反饋引起的,顫振的抑制研究是機床振動抑制的研究重點[1]。目前,抑制機床振動的方法大致可分為被動抑制、主動抑制、半主動抑制3種。其中被動抑制法通過在機床上外加吸振器或質量塊的方法來減輕機床部件的振動,沒有外界能量供給,而且被動抑制的參數是固定的,難以隨工況的改變而變化;主動抑制一般需要外界能量供給,通過傳感器檢測機床結構的信號并由中央控制器來處理數據,控制抑振部件的參數,主動抑制系統結構精密,能夠隨著工況實時地用最佳參數抑制制機床的振動;半主動抑制介于被動抑制和主動抑制之間,綜合了兩者的優點,能夠根據工況動態選擇控制系統[2]。
1997年陳文鋒[3]針對一臺高速外圓磨床,通過錘擊激勵和EMA分析法得到機床結構各階模態振型,對比發現機床液壓電機是最主要的振源,在將齒輪泵改為螺桿泵并將油箱移動至床身外部后,液壓電機的振動有效地被抑制。2004年崔濤等[4]利用電磁激振器對TH6350數控臥式加工中心施加隨機脈沖信號,并由EMA法分析出機床結構的模態參數及振型,辨識出了在該激勵下主軸箱系統是整個機床的薄弱部件,他將粗糙的主軸打磨光滑后再次用同樣的激勵信號進行實驗,結果主軸的振型明顯減小,表明該優化方法是有效的。2004年Altintas[5]通過機床靜態下的錘擊實驗得到了刀具的頻響函數,以此來分析切削加工的穩定性。2006年John[6]為了減小加工過程中機床結構的振動,在立式銑刀內部加入彈性阻尼片來提高刀具的剛度,通過仿真實驗指出,并不是彈性阻尼片越多刀具振動的強度越小,而是存在一個最優解,當彈性阻尼片數量達到這個值時效果最好。2008年華中科技大學的盧藝揚[7]以XHK5140型數控機床為研究對象,通過編程使機床工作臺的隨機運動來激勵機床,并分析機床立柱的動力學參數,結果表明立柱的前5階固有頻率和振型均與錘擊實驗辨識出的數據吻合。2011年Mahr F等[8]在利用頻譜分析銑削加工穩定性的研究中指出,多個顫振頻率可能同時出現在機床的不穩定的銑削過程中,這些顫振頻率的位置反映了機床的薄弱模態,在隨后的研究中他們指出薄弱模態會隨著加工參數的變化而變化,如主軸的轉速和刀具的進給速度等。2013年Yutaka等[9]同樣設計了一種包含阻尼芯的減振裝置,將其安裝在立式銑刀的夾頭上后進行實驗,結果表明該裝置能夠提高刀具系統的穩定性,減少銑削加工過程中刀具的振動幅度。2015年Munoa[10]提出一種利用機床的進給系統和加速度傳感器來主動抑振的方法,有效地提高系統切削加工時的穩定性和生產效率。2018年Krishnan[11]研究了銑削加工過程中的過程阻尼對高頻模態的影響,表明過程阻尼抑制了高頻模態的振動,高頻模態可以通過過程阻尼來穩定。
本文將以華中科技大學的VMC850E型立式數控加工中心為研究對象,針對車床加工中出現的振動問題,提出一種阻尼器的設計,并研究將該阻尼器加裝在機床后,對機床加工時的振動和加工零件表面質量的影響。
1 外加阻尼器對車床主軸振動抑制研究
1.1 外加阻尼抑振原理
1.1.1 外加阻尼器結構
主軸長期使用后,表面磨損、生銹等因素會導致主軸的結構不對稱,因此在工作的工程中振動強度增加,成為機床系統的薄弱部件。為了避免主軸劇烈的振動,換新主軸是一個辦法,但VMC850E型立式數控加工中心的主軸通過螺栓固定在滑臺底部,內部又包含電機等部件,拆卸極為困難。考慮到實驗機床的結構及實際生產過程,需要一種避免頻繁更換主軸又能有效抑制主軸震動的方法。基于機床存在的上述問題,本文設計了一種在外部將阻尼材料與主軸固定形式的阻尼器,其模型如圖1所示。由圖可知,本文所設計的外加阻尼器,其基本工作原理是:通過緊固件將彈性阻尼材料包裹在機床主軸四周,并使用螺栓固定,通過改變螺栓的松緊來改變阻尼大小。外加阻尼器可簡化成一個質量-阻尼-彈簧系統,彈簧-阻尼系統可以存儲和消耗主軸振動時的能量從而減弱主軸的振動強度。圖2所示為外加阻尼器的實物圖,圖3所示為外加阻尼器后的主軸動力學模型。
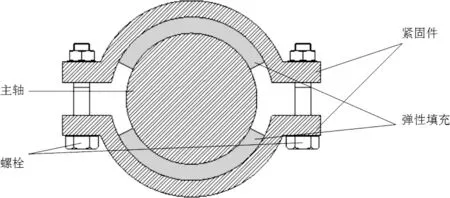
圖1 外加阻尼器模型
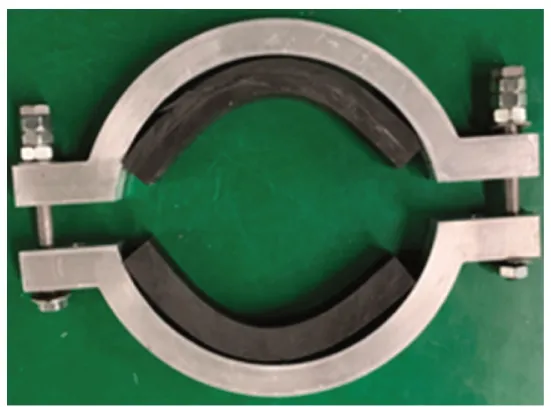
圖2 外加阻尼器實物

圖3 外加阻尼器后的主軸動力學模型
為了研究外加阻尼器對主軸振動的抑制效果及原理,本文對實驗機床主軸在外加阻尼器與不外加阻尼器的情況下,分別進行主軸隨機啟停的空運行實驗和工件實際切削實驗。圖4所示為外加阻尼器后的機床主軸。
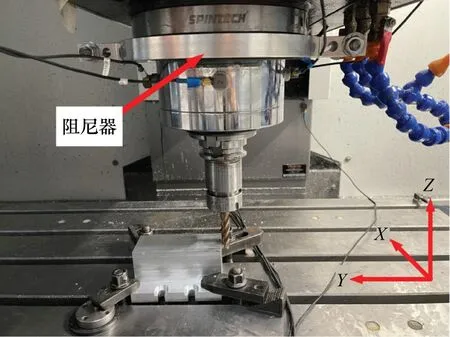
圖4 外加阻尼器后的機床主軸
1.1.2 機床阻尼動力學方程
考慮到在實際加工過程中,機床主要激勵來源于刀具和工件的相對運動,在側銑加工中,由于一次走刀主軸的轉速通常是恒定的,所以這是一種周期激勵。考慮主軸外加阻尼器時,機床成為一個有阻尼多自由度系統,其運動微分方程如下所示:

式中:F(t)為切削時機床系統的激勵力;T為周期,與主軸轉速和刀具刀刃數有關,主軸轉速越高、刀具刀刃數越多,則T越小。
將切削激勵力展開為傅里葉級數形式,有:

式中:ω為激勵信號的基頻,ω=2π/T,基頻的整數倍jω代表諧頻。
式(2)表明一個周期激勵可以分解成一系列諧頻的簡諧信號疊加。式中aj、bj、a0由下面兩式確定:
式(3)、(4)分別代表第j個簡諧分量中cosjωt和sinjωt的參與程度,對應于每一個激勵分量的運動微分方程,有:
將式(3)~(6)代入式(1),得到周期激勵下有阻尼系統的穩態響應:

從式(7)可以看出,主軸在切削激勵下的響應信號與機床固有頻率、阻尼大小、阻尼質量有關,其中機床的固有頻率由機床自身的結構決定,一臺特定機床的固有頻率是不隨外部激勵力的變化而改變的。同時外加阻尼器的質量和大小也是影響主軸響應信號的因素,相比于無阻尼的情況,系統外加阻尼器時由于分母(2ζλj)2的存在,降低了自由度的振幅信號,也就抑制了主軸的振動強度。
1.2 外加阻尼器對主軸抑振效果的研究
從主軸的空運行實驗出發,通過主軸的響應信號差異,驗證阻尼器對主軸的減振效果,并研究外加阻尼器質量、外加阻尼大小對主軸振動的抑制效果。為了排除外加阻尼器對主軸3 000 r/min轉速下振動抑制效果的偶然性,作為對照設計了主軸在1 000 r/min、2 000 r/min轉速下的空運行實驗。
1.2.1 外加阻尼大小對主軸響應信號的影響
外加阻尼器通過兩個緊固件將彈性材料固定在主軸四軸以達到附加阻尼的目的。本實驗中通過螺栓調整阻尼器緊固件之間距離d來改變外加阻尼大小,設定緊固件距離d的值分別為33.9 mm、33.0 mm、32.1 mm來表示外加小阻尼、外加中阻尼、外加大阻尼3種情況。外加阻尼器的緊固件距離d的標注如圖5所示。
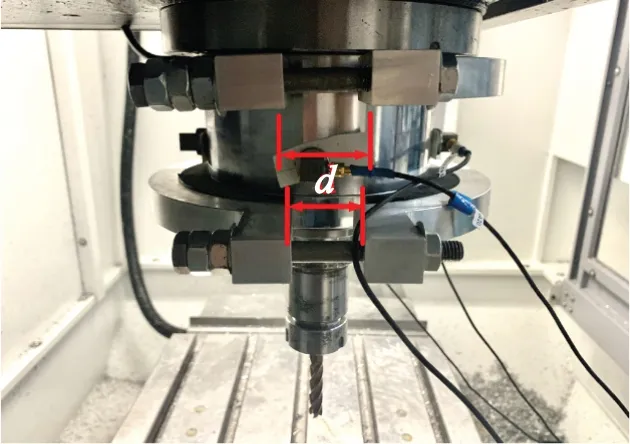
圖5 外加阻尼器緊固件距離d
為了研究外加阻尼大小對主軸振動的抑制效果,要排除外加阻尼質量的影響。實驗中使用兩個外加阻尼器并調整兩個阻尼器緊固件距離d值分別為33.9 mm、33.0 mm、32.1 mm時進行主軸隨機啟停實驗。在主軸轉速為1 000 r/min、2 000 r/min、3 000 r/min時3種外加阻尼大小與無阻尼時主軸的響應信號對比分別如圖6所示。圖中在主軸不同轉速下的藍色曲線代表無外加阻尼時主軸的響應信號,紅色曲線代表外加阻尼后主軸的響應信號。對比上述3組圖可知,在同樣的外加阻尼條件下,主軸的響應信號幅值隨著主軸轉速的增加而增加,即轉速越快,主軸的振動強度越高;在同樣的轉速條件下,主軸無外加阻尼的響應信號幅值都是最大的,外加阻尼后主軸的響應信號都有所降低,并且主軸響應信號的降低幅度隨外加阻尼大小的增加而增加,對比主軸無外加阻尼和外加大阻尼兩種狀態,主軸的響應信號幅值降低了近50%。由此可見外加阻尼器能夠抑制主軸的振動強度,隨著外加阻尼大小增大,主軸的振動強度被抑制得越明顯。
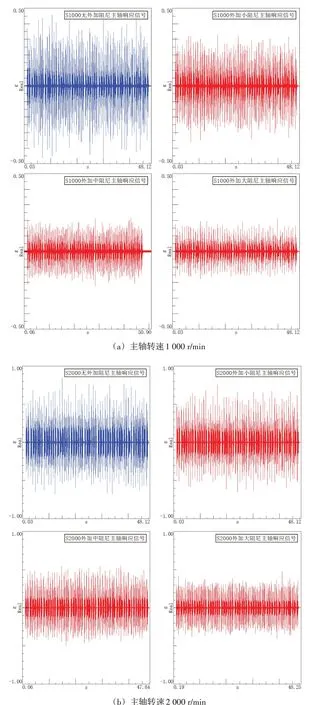
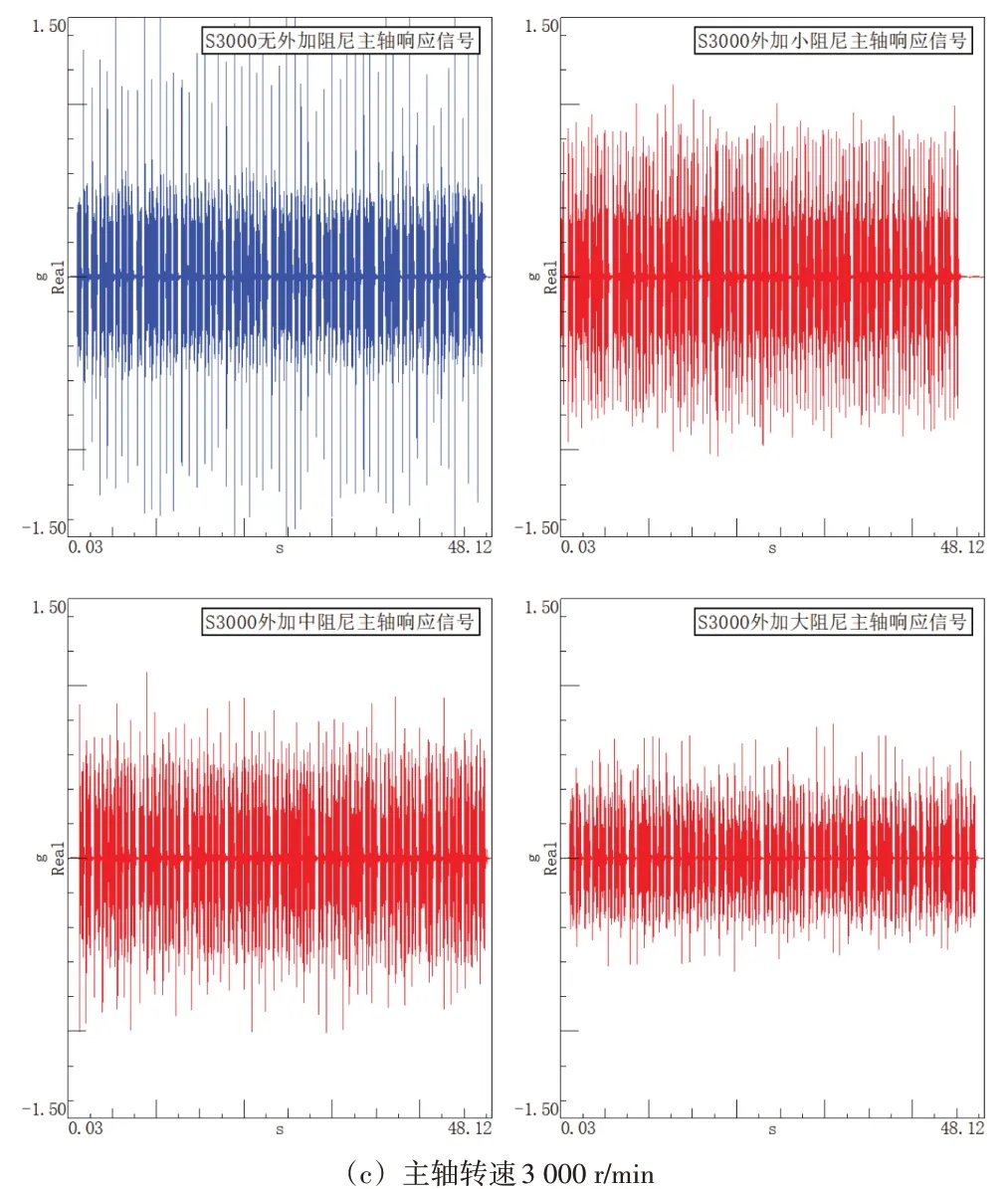
圖6 不同主軸轉速時響應信號對比
1.2.2 外加阻尼質量對主軸響應信號的影響
外加阻尼的質量同樣是影響主軸振動的因素,本節研究不同外加阻尼質量對主軸振動強度的影響。改變外加阻尼的質量能夠通過附加不同數量的阻尼器來實現,在主軸上外加1個、2個完全相同的阻尼器時如圖7所示。
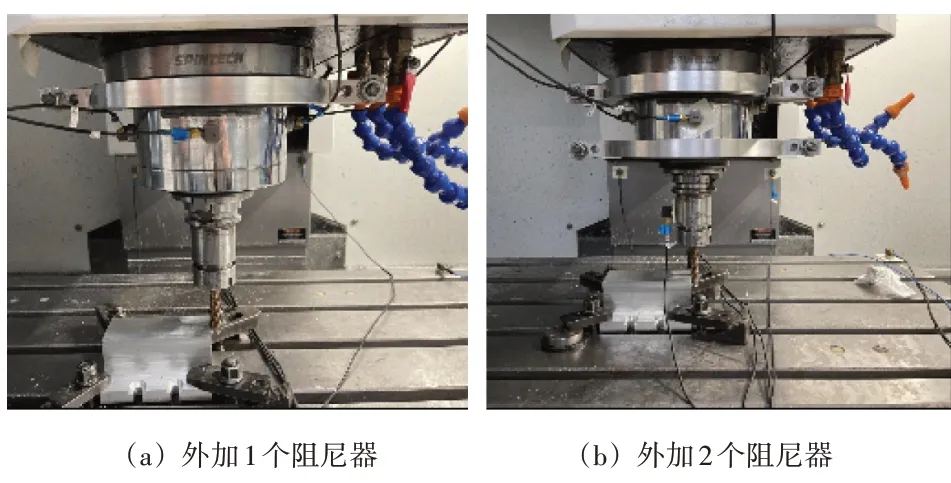
圖7 主軸外加阻尼器
為了研究外加阻尼質量對主軸振動的抑制效果,需要控制外加阻尼大小相同。實驗設置主軸在1 000 r/min、2 000 r/min、3 000 r/min三種轉速下時,檢測無外加阻尼器、外加1個阻尼器、外加2個阻尼器時主軸的響應信號。為了控制外加阻尼大小這個因素,實驗中控制阻尼器緊固件距離d=33.0 mm(對應中阻尼情況)。主軸在上述3個轉速下,分別外加1個阻尼器、外加2個阻尼器與無外加阻尼器的主軸響應信號對比如圖8所示。圖中在主軸不同轉速下的藍色曲線代表無外加阻尼時主軸的響應信號,紅色曲線代表外加不同數量的阻尼器后主軸的響應信號。對比上述3組圖可知,在3個轉速下主軸隨機啟停運動時,外加1個、外加2個阻尼器的主軸響應信號幅值較無外加阻尼都有所降低。對比每個轉速下的主軸響應信號可知,2個外加阻尼器對主軸的振動抑制效果要優于1個外加阻尼器,但是主軸的響應信號幅值差異不大,相差在5%以內。
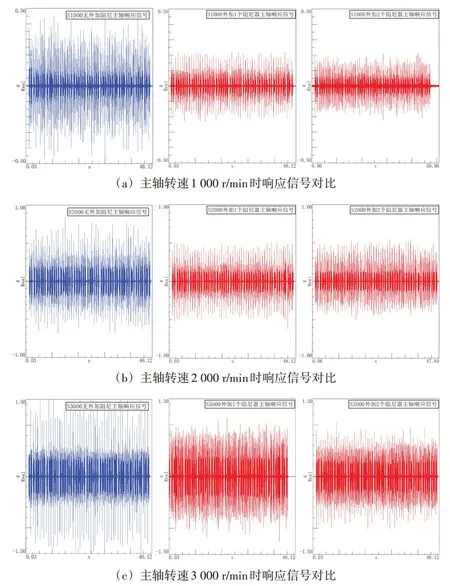
圖8 不同主軸轉速時3種阻尼情況下響應信號對比
從以上兩組實驗可以發現,外加阻尼器能夠有效抑制主軸的振動,這表現在外加阻尼器后主軸的隨機啟停激勵的響應信號幅值降低。外加阻尼器的大小和質量都是影響抑制主軸振動的因素,改變阻尼大小比改變阻尼質量對主軸振動的抑制效果更為明顯:通過改變螺栓的松緊改變外加阻尼的大小,在設定的3種外加阻尼大小范圍內,每次增加阻尼大小能夠減少主軸響應信號幅值15%左右,在外加阻尼最大時與無阻尼相比,主軸振動信號強度降低了一半;改變外加阻尼器數量來改變外加阻尼的質量,外加2個阻尼器對比外加1個阻尼器,主軸的振動信號有略微減少,減少幅度只在5%以內。
1.3 外加阻尼器對主軸模態的影響
通過主軸隨機啟停空運行實驗表明,外加阻尼器能夠有效減少主軸的振動強度,并且外加阻尼大小比外加阻尼質量對于抑振效果有更明顯的影響。本節通過錘擊實驗獲取主軸在外加阻尼器時的模態參數,并分析外加阻尼器對主軸的抑振機理。因為外加阻尼大小較外加阻尼質量對主軸的振動抑制效果更明顯,實驗中只通過緊固件距離d調節阻尼大小而不改變阻尼器數量。在主軸上外加2個阻尼器,并且分別調整緊固件距離d值為33.9 mm、33.0 mm、32.1 mm來表示外加小阻尼、外加中阻尼、外加大阻尼3種情況,通過錘擊分析法獲取主軸外加阻尼器后的模態參數。實驗的布置與1.2.1節介紹的未加阻尼器實驗相同,實驗中錘擊刀柄X方向,得到不同條件下主軸的模態穩態圖如圖9所示。
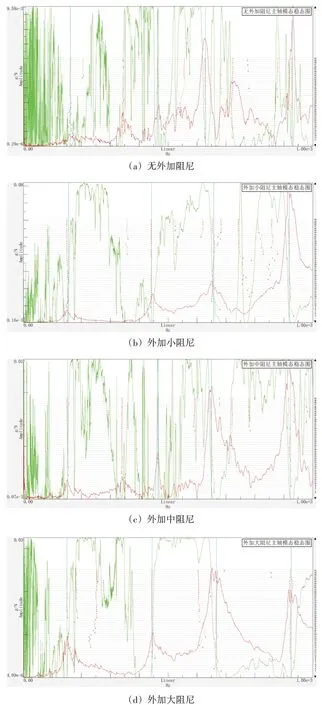
圖9 不同條件下主軸模態穩態圖
根據主軸不同狀態下的穩態圖,利用LMS軟件里面的PolyMAX算法辨識出主軸在0~1 000 Hz頻帶范圍內的各階模態,得到無外加阻尼和有外加阻尼下主軸的固有頻率和阻尼比,如表1所示。
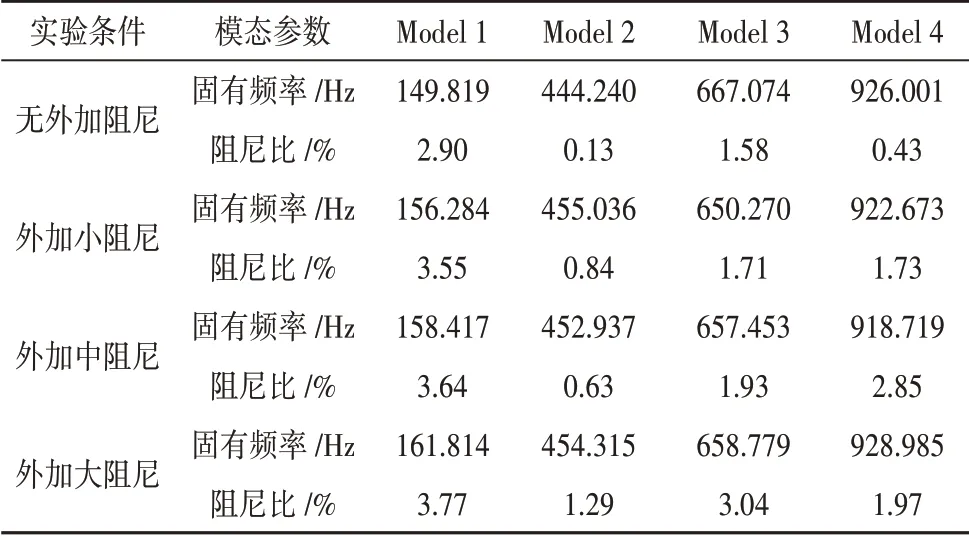
表1 有無外加阻尼下主軸的模態參數對比
通過表1的數據對比分析可以得出,外加阻尼器使得主軸結構的模態參數發生了改變。實驗中分析的頻率范圍是0~1 000 Hz,考慮到分析的頻帶范圍較大,實驗中辨識的模態參數可能與真實模態參數之間存在誤差,經驗表明兩次結果的模態參數在20 Hz以內就認為是同一階模態,反之則認為是固有頻率發生了變化。從固有頻率從的角度分析,有阻尼時主軸1階模態固有頻率比無外加阻尼時主軸固有頻率大,且隨著外加阻尼的增大逐漸增大,但總體來說變化不大,仍為同一個固有頻率;有外加阻尼時主軸2階模態固有頻率相較與無阻尼時也更大,但并沒有和阻尼的增大形成線性的關系;有阻尼時主軸3階模態固有頻率則小于無阻尼時固有頻率;有阻尼時主軸4階模態固有頻率在外加大阻尼時高于未加阻尼時主軸的固有頻率,外加小阻尼、外加中阻尼時則低于未加阻尼時主軸的固有頻率。上述實驗表明,外加阻尼器對主軸的振動抑制效果明顯,表現在主軸的低階模態的固有頻率有所提高。詳細來說,在外加小阻尼、外加中阻尼、外加大阻尼3種情況下,主軸的第1階模態固有頻率分別提高了6.465 Hz、8.598 Hz、11.995 Hz;主軸第2階模態固有頻率雖然沒有隨著外加阻尼大小的增加而增加,但相較于無阻尼時固有頻率都有所提高。從阻尼比的角度來分析,除了主軸第二階模態外加小阻尼時的阻尼比大于外加中阻尼時的阻尼比,隨著外加阻尼大小的增加,主軸4階模態對應的阻尼比也有所增加,并且外加阻尼器后主軸各階模態的阻尼比均大于無阻尼時的阻尼比。由此可見見外加阻尼器不僅能影響主軸的固有頻率,同時提高了系統的阻尼比。
2 外加阻尼器對切削加工影響研究
2.1 外加阻尼器
主軸的隨機啟停空運行實驗表明外加阻尼器能夠有效減小主軸的振動響應信號,錘擊實驗表明外加阻尼器能改變主軸的模態參數,并且外加阻尼越大時,主軸的振動抑制效果越明顯。但是空運行實驗無法表征機床在實際切削激勵下外加阻尼器對主軸的抑制效果。因此本章將進一步研究機床的實際切削加工,根據主軸的響應信號來驗證外加阻尼器對主軸的抑制效果;深入研究切削加工過程實驗中主軸的模態,采用ODS模態解耦法來分析主軸各階模態對加工振動的影響程度,對比不同外加阻尼大小時主軸的主振模態變化情況;通過零件表明成型質量來研究外加阻尼器是否能改善工件成型質量。
2.2 主振模態辨識原理
機床的各階模態通常沒有主要次要之分,通常情況下所說的1階模態、2階模態到n階模態只是按照其固有頻率大小來排序的[12]。機床受到不同帶寬的信號激勵時,在激勵帶寬內的機床各階模態的參與程度實際上是不相同的,因此在實際切削加工過程中,不同的工況下表現出的激勵是不同的,機床表征出的動力學特征也不同。激勵影響機床表征出的動力學特性,在機床各階模態中對機床動力學特性有主導影響的模態稱為主振模態(Dominant frequency vibration)。研究機床整機動力學特性需要通過滿足頻帶寬度范圍的激勵源來激勵機床,從而辨識出機床的模態參數。
2.2.1 ODS模態解耦原理
工作變形形狀(Operational Deflection Shapes,ODS)是用來研究主振模態的方法,ODS利用振動響應信號是各個模態線性疊加的原理,對模態進行解耦,用各階模態與參與系數積的線性疊加來表示某個頻率下機床的變形,來計算機床各階模態在某一個激勵下對振動的影響程度,其中具有最大參與系數的那一階模態就是主振模態。有別于模態振型,ODS是隨著加工工況的改變而變化的,而模態振型是系統的固有屬性,由機床的結構決定,一階模態對應著一個固有頻率和模態振型。ODS分析法又分為基于時域信號的分析法和基于頻域信號的分析法,其中基于時域信號的分析法針是在某個時刻分析各階模態對機床結構振動的貢獻度;基于頻域信號的分析法則分析某個頻率下各階模態對機床結構振動的貢獻度,又可細分為頻譜或互功率譜上的頻域分析。在頻譜上分析得到的是各個測點之間的相位關系,振型代表各個測點的實際振動;在互功率譜上分析得到的是各個測點同參考點之間的關系,振型代表各個測點同參考點之間的相對運動關系。本文主要用過在頻譜和功率譜上的兩種分析方法來獲取機床的主振模態,考慮到頻響函數和模態參數的關系,有:

此時的系統響應就改寫成各階模態與參與系數積的線性疊加形式。可以看出,系統的ODS也會隨著激勵力的變化而變化。相較于系統的頻響函數,ODS反映的是系統在外部激勵下系統某個頻率下的變形,因此是一個向量,與系統的關系不是一一對應的,而固有頻率反映系統的固有屬性,由系統的結構決定,與外部激勵無關。由于系統的各階振型向量的正交性,通常將其作為系統模態空間的一組坐標基向量,用振型來表示系統在各個頻率處的變形得到系統的ODS方程:

式中:ODS(ω0)為激勵力頻率為ω0時系統的ODS;為系統的第1~n階振型;S為一個常量,用來歸一化參與系數;δr為參與誤差,ODS分解精度越高則δr值越小;αi為各振型的參與系數,其中最大的αi代表該階振型的貢獻量最大,其對應的模態就是系統的主振模態。
2.2.2 基于ODS的主振模態辨識
LMS信號采集系統的Operational Deflection Shapes&Time Animation模塊可以進行ODS分析,其中spectrum參數代表在頻譜上的分析,其相位信息代表各個測點的相對運動關系,體現了各個測點的振動情況,此時的ODS振型表示結構的實際振動狀態;crosspower參數代表在互功率譜上的分析,此時的ODS振型表示各個點同參考點之間的相對運動關系。選取以上兩個參數作為分析數據來分析切削加工過程中的主振模態識別過程,spectrum和crosspower的理論計算方程分別表示如下:
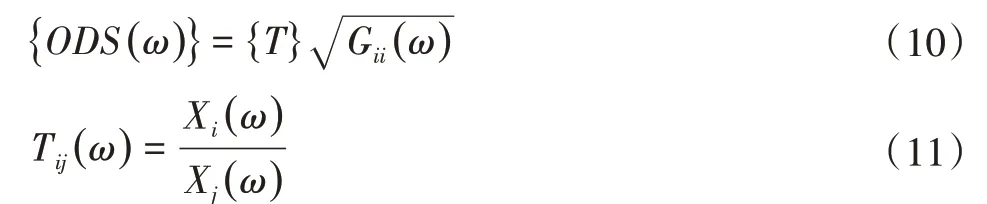
式中:傳導函數Tij(ω)為非參考點響應信號Xi(ω)與參考點響應信號Xi(ω)的比值,通過參考點的自功率譜和傳導函數Tij(ω)得到其他測點結構的ODS。
由上述公式推導分析可知,分解各階模態的步驟如下:(1)獲得機床在特定位置下的各階模態和振型向量,通過EMA分析法獲取機床靜態下的前4階模態和對應的振型向量;(2)分別在主軸外加阻尼前后進行空運行和切削實驗,通過頻域分析法獲取機床在切削加工狀態下具有最大能量處的ODS變形;(3)通過上述公式計算各階模態對ODS變形的影響程度,最大參與系數對應的模態就是該激勵下的主振模態;(4)對比主軸外加阻尼前后的主振模態,分析研究外加阻尼器對切削加工過程的影響。
2.3 外加阻尼器的切削加工實驗
2.3.1 實驗方案
為了探究外加阻尼器在切削實驗中對主軸的振動抑制效果影響和工件成型質量影響,首先在主軸未加阻尼器的情況下進行工件的常規切削,并在加工參數完全相同的情況下,在主軸上外加阻尼器并改變阻尼大小進行切削加工,加工方式為銑削工件側面,進行主軸不外加阻尼器的切削實驗、主軸加裝阻尼器并調節阻尼大小,在同樣的切削參數下對相同形狀的工件切削實驗。本組實驗將阻尼緊固件的距離分別調整為33.9 mm、33.0 mm、32.1 mm時,研究阻尼器大小對切削加工過程的影響。
針對上文中提出的實驗方法進行如下實驗設置:傳感器的布置除了刀柄處的參考測點被取下其余均與1.3.2小節中相同;合金銑刀的規格參數:刀刃直徑18 mm、刀刃長度45 mm、總長度100 mm、螺旋角35°;實驗中用到的工件實物圖和機床現場布置如圖10~11所示,加工參數如表2所示。
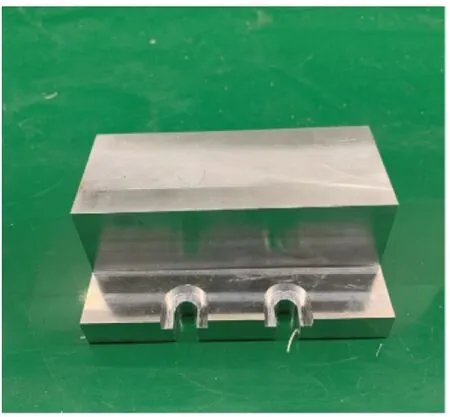
圖10 工件實物
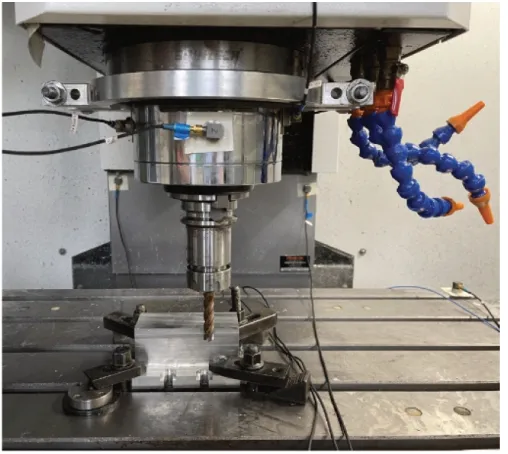
圖11 機床現場布置

表2 切削加工參數
分別在機床主軸無外加阻尼器,外加小阻尼、中阻尼、大阻尼(對應的外加阻尼器緊固件距離d值為33.9 mm、33.0 mm、32.1 mm)4種加工條件下,使用表2所示的加工參數,對4個與圖10所示完全相同的工件進行切削加工實驗,檢測主軸的響應信號。
2.3.2 主軸主振模態分析
(1)主軸響應信號分析
圖12所示為無外加阻尼和外加小阻尼、中阻尼、大阻尼時的切削過程中主軸的響應時域信號對比。圖中的峰值部分代表刀具切削工件時主軸的振動信號,邊緣部分代表走刀時主軸的振動信號。對比4幅圖可以看出,加工過程中機床走刀時的激勵相較于切削時的激勵可以忽略不計,主軸在3 000 r/min的轉速和表2所示的加工參數下,外加阻尼越大則主軸的振幅越小,在阻尼調至最大時(外加阻尼器緊固件距離d=32.1 mm),主軸的切削振幅下降了近50%。
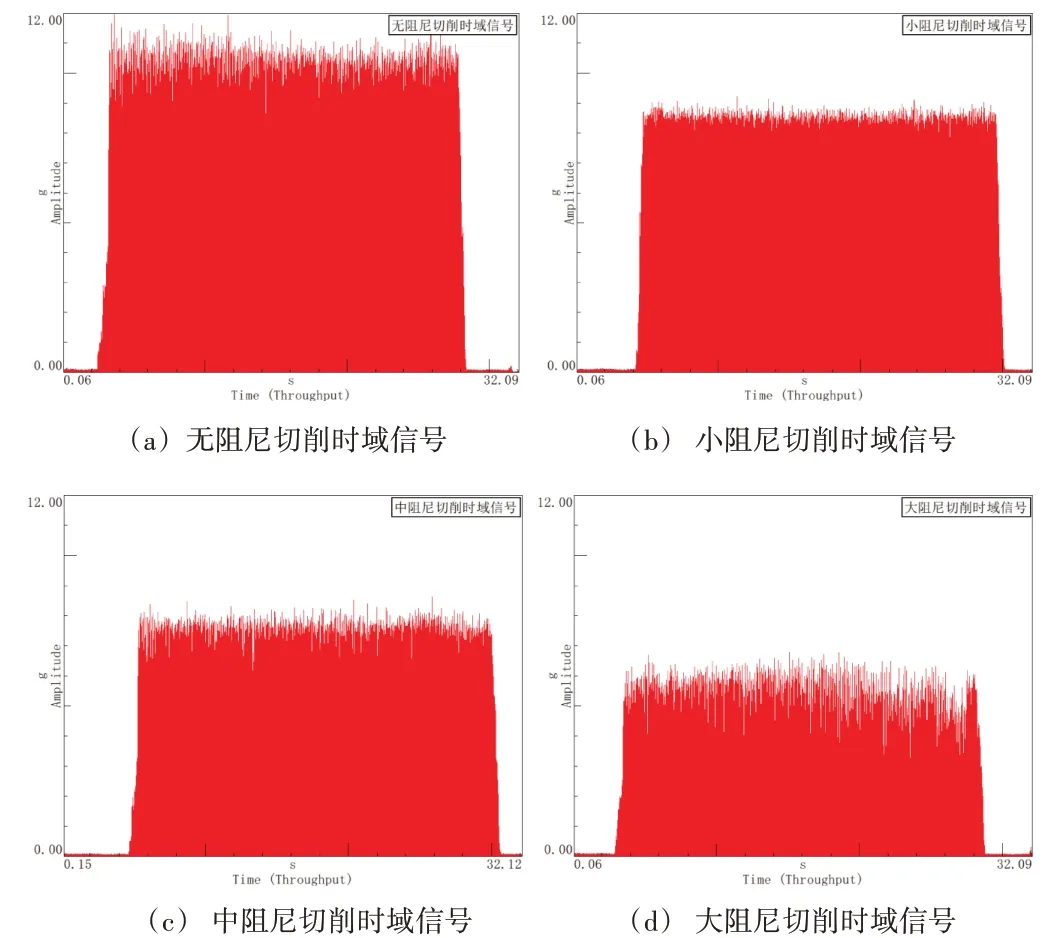
圖12 不同條件下主軸的時域信號
(2)主軸的主振模態分析
為了分析不同外加阻尼大小的切削實驗中主軸的主振模態,需要獲取機床的ODS。通過FRF、互功率譜、時域信號等參數都可以獲取結構的ODS,這里采用頻譜作為信號源,頻譜上分析得到的是各個測點之間的相位關系,振型代表各個測點的實際振動,LMS內的ODS模塊采用所選頻帶內幅值最大的頻率來計算結構的ODS,得到在不同外加阻尼條件下主軸的ODS如圖13所示。
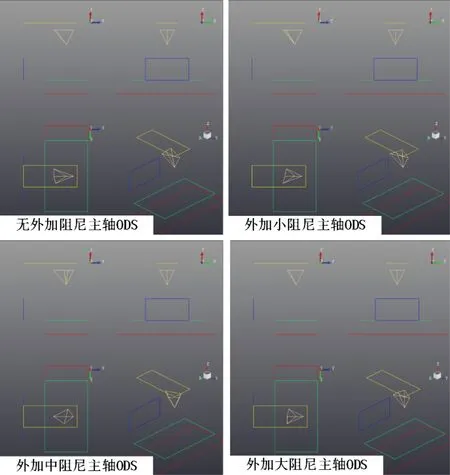
圖13 不同外加阻尼條件下主軸的ODS
在刀具和工件相對運動穩定后研究切削過程的振動,通過LMS前端信號采集系統檢測的信號,獲取主軸在不同外加阻尼條件下的頻譜進行ODS分析,得到主軸幅值-頻率函數如圖14所示。
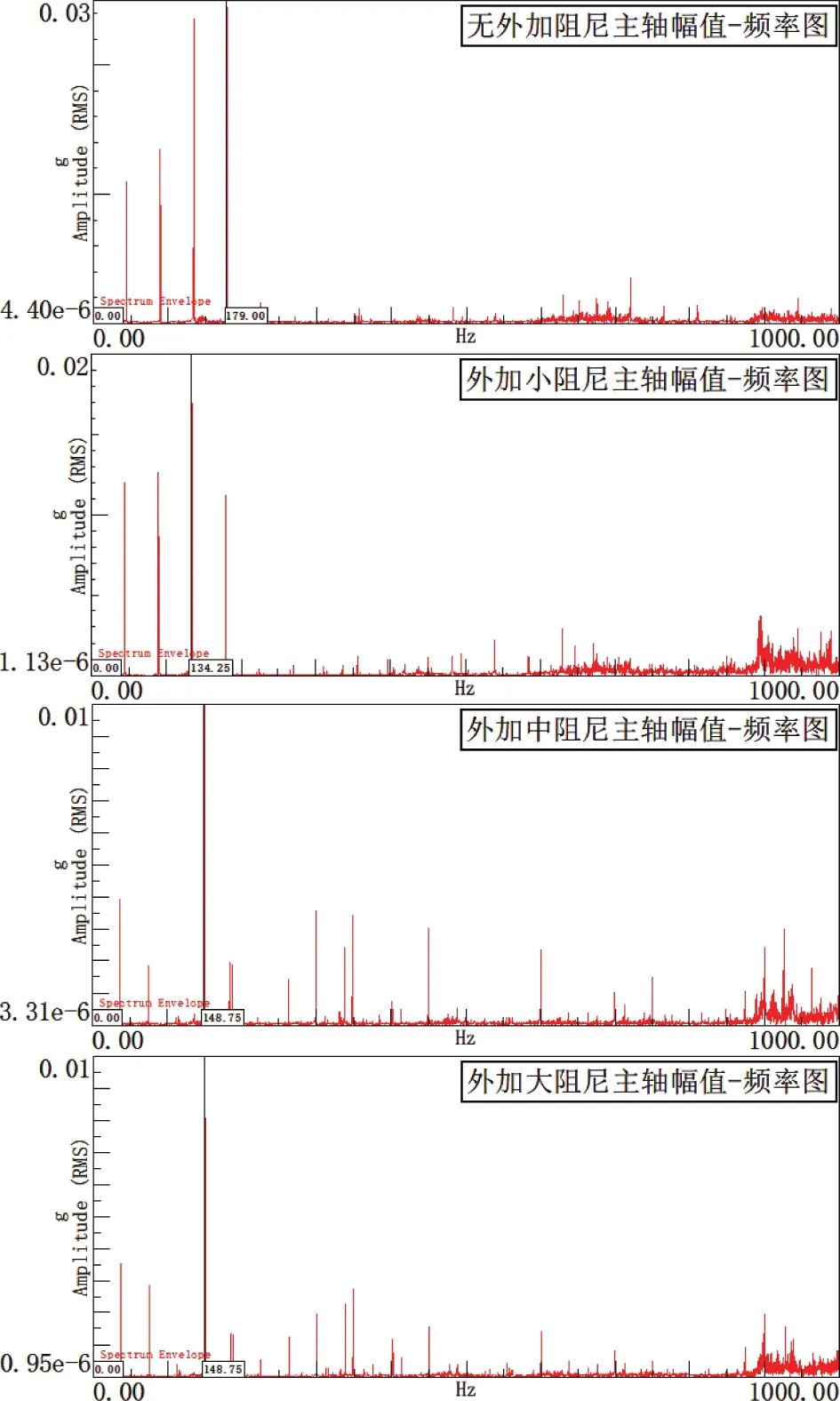
圖14 不同阻尼大小下主軸振動幅值-頻率曲線
考慮到機床低頻振動對加工影響更大,因此此處選擇0~100 Hz頻率范圍內,使主軸振動幅值最大處的頻率進行ODS分解,4種狀態下所選頻率如表3所示。表中的頻率并非主軸的固有頻率,而是在切削實驗中振動能量最大處對應的頻率,是主軸各階模態共同作用的結果。從上圖可以看出,在外加阻尼大小相同的條件下,主軸的前3階模態對ODS變形的影響最大,而第4階模態對ODS變形的影響相對來說較小。
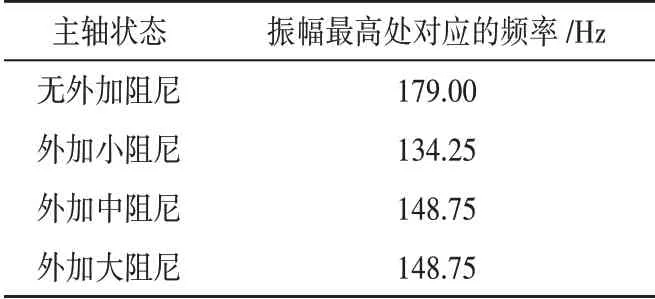
表3 振幅最大處的頻率選擇
通過上述實驗獲得切削狀態下主軸各階模態對主軸振動能量最大處頻率的分解系數,如圖15所示。機床工作中振動的模態往往是低頻模態,這也驗證了在模態分解中低頻模態具有很大的分解系數。根據結果可知,在外加阻尼大小變化的情況下,隨著外加阻尼大小的增加,固有頻率最低的一階模態的分解系數具有明顯的減小趨勢,二、三階模態的分解系數則逐漸變大,四階模態沒有明顯的單調變化性,但是總體來說占比很小。由此可見,外加阻尼器改變了各階模態對ODS變形的影響程度,尤其是削弱了第一階模態的影響程度。
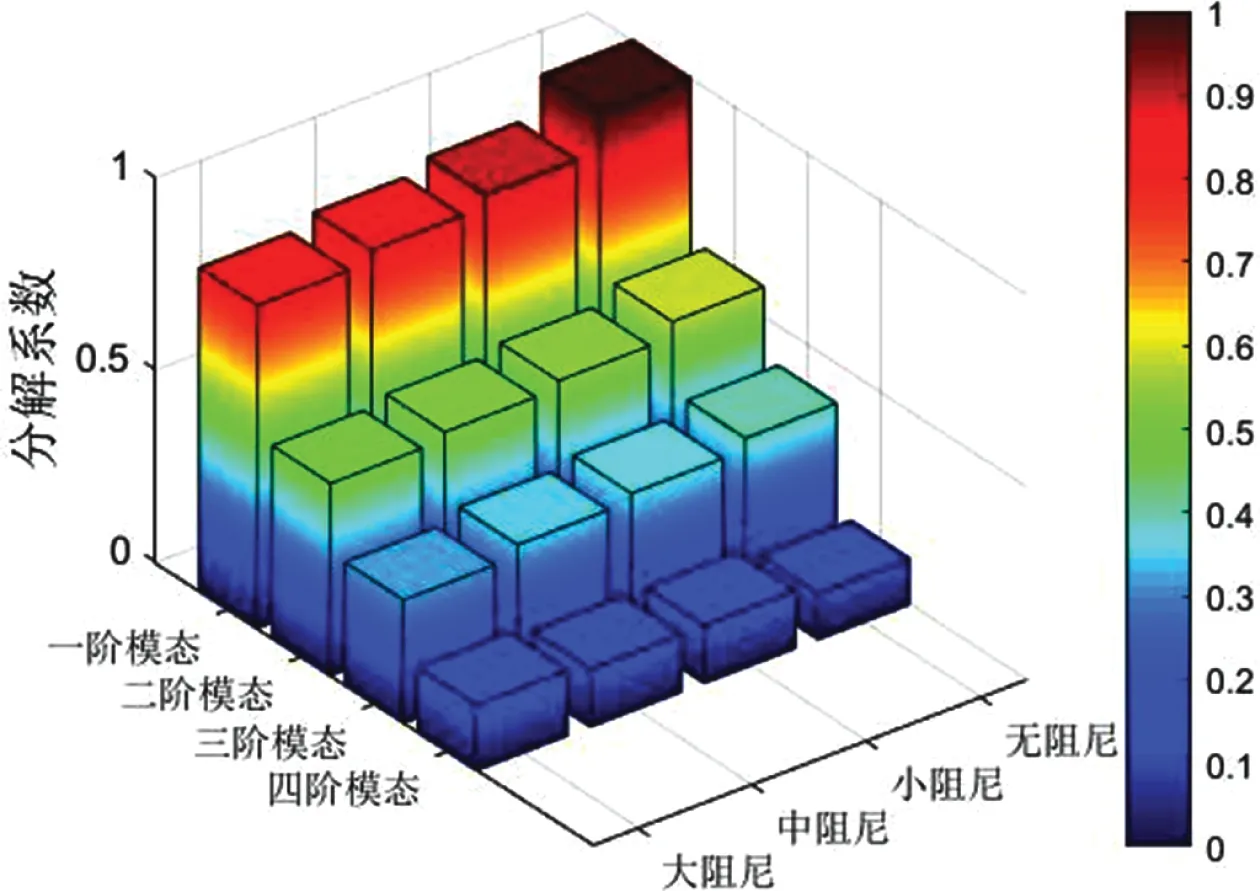
圖15 不同外加阻尼大小條件下的模態分解系數
(3)零件成型質量對比
在無外加阻尼和3種外加阻尼大小的加工條件下,工件切削加工的表面如圖16所示。
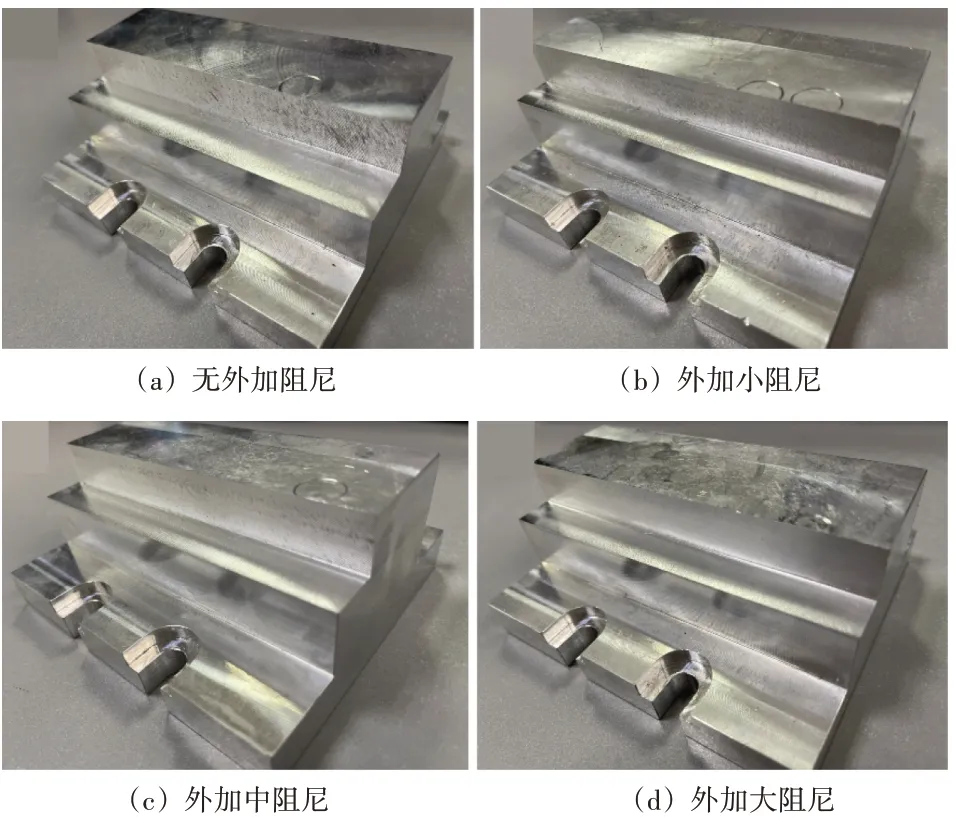
圖16 不同條件下工件表面質量對比
對比在4種加工狀態下工件的側表面成型質量,無外加阻尼時,工件成型質量最差,表面有明顯的振紋,甚至出現了毛刺;外加小阻尼時,工件成型質量有所改善,沒有毛刺出現,但是還是有比較明顯的振紋;外加中阻尼時,工件成型質量進一步改善,表面較為光滑,只有不明顯的振紋;外加大阻尼時,工件成型質量最好,表面十分光滑,振紋幾乎不可見。通過加工零件的表面質量可知,外加阻尼器對主軸振動的效果比較明顯,能夠顯著改善加工質量,在實驗所用到的加工參數下,外加阻尼越大則工件側表面越光滑。
3 結束語
本文基于有阻尼系統強迫振動的位移的理論,針對車床在加工過程中主軸出現較大振動影響加工質量的問題,提出了在主軸外加阻尼器來代替傳統更換主軸以減小主軸振動強度的方法,設計了一種易于拆卸的外加阻尼器,進行了空載主軸隨機旋轉實驗、錘擊實驗與實際工件切削實驗,研究了阻尼大小與外加阻尼質量對抑振效果的影響。實驗結果表明,本文所設計的外加阻尼器能抑制主軸的振動,且外加阻尼大小越大、外加阻尼質量越大、抑制效果越明顯。同時,本文的實驗表明,外加阻尼大小比外加阻尼質量對抑振效果的影響更明顯。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
天天愛科學(2020年6期)2020-09-10 07:22:44
電子制作(2018年11期)2018-08-04 03:25:42
數學物理學報(2017年6期)2018-01-22 02:26:40
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
計算物理(2014年2期)2014-03-11 17:01:44
