從制造角度看一體壓鑄熱成形
2022-05-17 08:22:04尚紅標夏文娟王躍安徽江淮汽車集團股份有限公司
鍛造與沖壓 2022年10期
汽車輕量化是解決能耗和環保問題的必然選擇之一,世界主流汽車廠的輕量化選擇,為鋁合金壓鑄技術在汽車車身結構件生產中的應用提供了契機。2020 年以來某美資新能源車企采用一體壓鑄的創新技術實現了后車身70 余個零件的集成壓鑄,大大簡化了生產流程,迅速形成行業關注熱點。業內對此激烈討論,認同的觀點認為該技術是創新技術、簡化了工藝、實現了降重、提高了效率,反對觀點認為該技術實際上并不能降低生產成本且鋁合金原材料電解鋁的生產能耗非常高,從全生命周期看為高耗能技術。本文暫且擱置爭議,從制造的角度做粗淺分析,評估車身一體壓鑄技術的可行性。期望能給領導專家們全面掌握此熱點技術的發展動態,提供一點有益幫助。
壓鑄技術的升級迭代
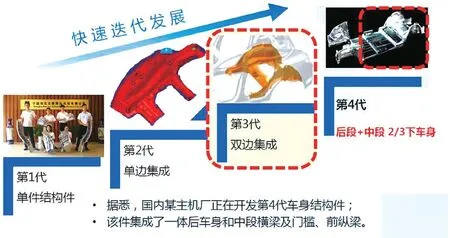
圖1 所示的一體壓鑄技術的發展歷程,共經歷了4 次迭代升級,第1 代為單件壓鑄(已實現產業化的典型零件有縱梁、減振塔、縱梁前段連接件等),第2 代為后車身的單邊小集成方案,第3 代為雙邊后車身集成壓鑄、雙邊前發艙集成壓鑄,第4 代為后車身和中段車身大集成一體壓鑄,其中1 代、2 代已投產,3 代處于量產品質提升階段,4 代處于結構設計階段。推測行業長期發展目標應為實現下車身整體一體壓鑄。
仿真的參數帶寬為800 kHz, FFT點數為4 096點,所加時延為[0 0.2 0.6 1.0 1.5 2.0],最大多普勒頻移為4 Hz,萊斯因子等于5的萊斯信道。
鋁合金壓鑄技術實現輕量化,需要輕量化材料、輕量化集成設計、實現材料與設計的制造工藝三者相結合。其中材料是基礎、結構設計是重點、工藝是保障。下面以雙邊集成后車身為目標零件,從材料、結構和工藝角度分析其可行性。
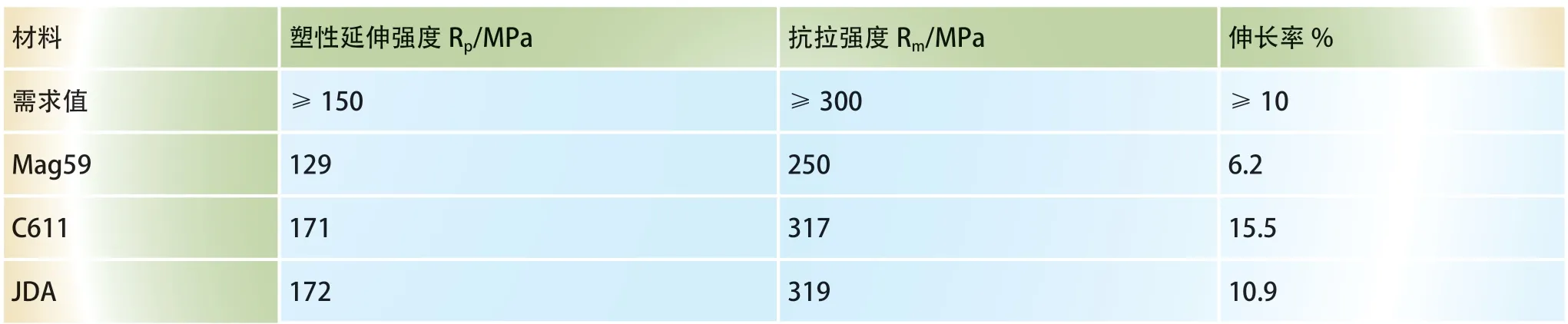
從各方信息來看,想要較為經濟的生產一體壓鑄車身件,必須應用免熱處理的高韌性鋁合金材料,鑄態機械性能參數需求為抗拉強度不小于300MPa,屈服強度不小于150MPa,延伸率不小于10%。推廣比較廣泛的商用材料有Mag59、C611、JDA 三種,其中Mag59 為萊茵鋁業公司開發,C611 為美鋁公司開發,JDA 為上海交通大學自主開發。三種材料的性能參數見表1,從表中可見Mag59 的性能難以滿足要求,需要進一步優化材料設計,提高強度和韌性;C611 和JDA 的性能都能滿足要求,C611 伸長率更優,塑性延伸和抗拉強度二者相當。
工藝結構
工藝方面,薄壁結構件充型過程以壓射填充為主,期望獲得高的澆注速度和大的澆注流量。因鑄件尺寸大且壁薄的特點,增壓壓力難以傳遞,因此通常不要求使用增壓工藝,鎖模力的計算也與傳統鑄件不同,脹型力偏小。結合各方信息,實現大型結構件壓鑄需要保證的主要工藝參數見表2。
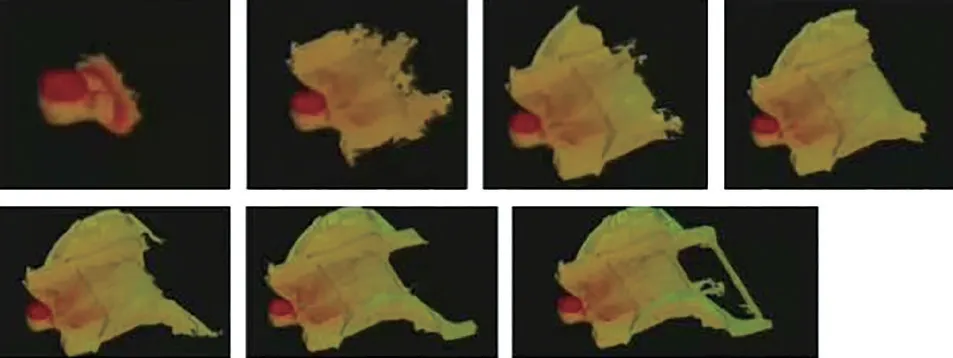
由圖3 可見,鋼混車身結構充型過程非常混亂,末端橫梁先于輪包填充,明顯不符合順序平穩填充的要求。經過分析討論認為,要實現上述要求,需要結構設計具有合適的分型拔模結構、加大的圓角、加大的立面斜度、結合澆注系統方案設置導流筋和緩流結構、合理設置頂出柱臺,設置合適的加工裝夾定位結構等。
2002年,國務院辦公廳出臺《關于促進農產品加工業發展的意見》,提出要加大投入力度,落實稅收支持政策,給予相關金融支持。
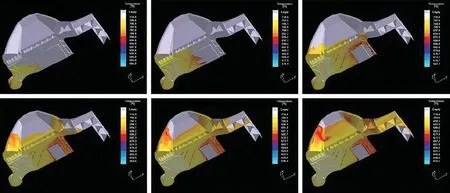
結構方面,連接區域為平衡連接工藝和連接強度,厚度一般在2.5 ~3.0mm,并分布加強筋結構;進料部位為保證澆鑄流量,壁厚可適當加厚至3.2 ~3.5mm。其他區域零件厚度一般設計為2.0~2.5mm,并設計加強筋結構提高其強度。除保證常規的結構強度設計,更為重要和困難的工作是使結構符合壓鑄工藝的特性,實現順序平穩填充、平穩頂出和均勻凝固,便于壓鑄生產。某一體后車身壓鑄充型過程如圖2 所示,鑄件充型過程平穩,符合順序填充的要求,結構工藝性良好。為了摸索后車身件的充型流態特性,筆者及同事日前在本廠某款鋼混車身的基礎上,把后車身做集成建模并進行了壓鑄充型模流分析,充型流態如圖3 所示。
直到2015年5月,安娜·斯托克教授在加拿大著名智庫霍爾研究院發表研究報告:“如何應對加拿大日益下降的數學成績",產生了轟動效應;公眾方才了解并關注加拿大的數學教育危機.[6]
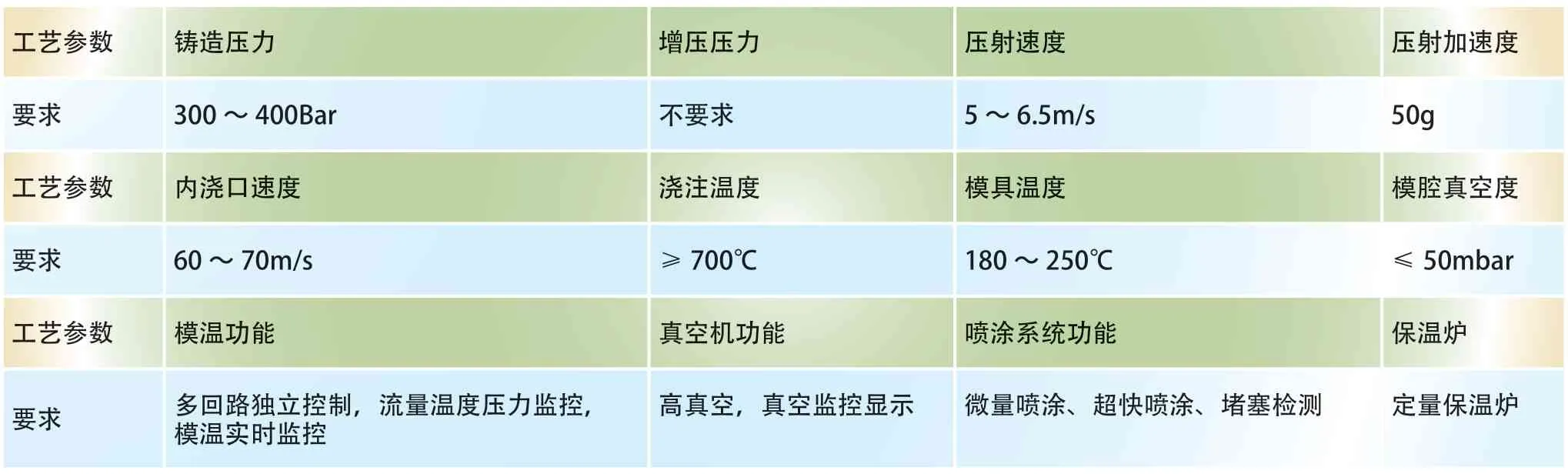
要實現以上工藝參數,需要一些具體的措施,比如在結構設計時預留較長的內澆口位置、真空系統設置大的真空罐和模具端壓力分配器、詳細的真空系統設計、模具和料筒的多回路真空及密封結構、足夠流量和冷卻加熱能力的模溫熱平衡裝置、微量噴涂裝置、大壓射流量的壓鑄機等等,在此不一一贅述。
國內設備工裝方面,壓鑄機4500 噸及以下已成熟,6000 噸在應用初期,9000 噸及以上還不具備應用條件,壓鑄模國內已具備設計制造能力。國內小型創新型企業在真空、熱平衡、噴涂等細分領域快速發展,主要應用在中小型壓鑄件中,目前還缺乏大型結構件實踐經驗,預計1 ~2 年內可具備配套能力。
結束語
壓鑄結構件在車身的應用方面,減振塔和縱梁等中小型單件的應用已經成熟,目前正處于下車身大型一體壓鑄件的應用初期階段,其中最先進行的是一體后車身。從制造工藝角度看,目前壓鑄機和模具等主要工藝裝備已具備配套條件,可支撐投影面積20000平方厘米鑄件的開發,C611 和JDA 的免熱處理材料已在部分鑄件上生產試用,具備配套條件。大型車身結構件適應壓鑄工藝的結構設計是技術難點,需要車身設計和壓鑄技術人員緊密協作,協同開發。

猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03
