精準定義車身覆蓋件模具型面研合率
2022-05-17 08:22:14田卓華北汽福田汽車股份有限公司
鍛造與沖壓 2022年10期
車身覆蓋件質量取決于模具設計和制造精度。一般一個沖壓件由拉延、修沖及翻邊整形工序構成,更復雜的需要四序或五序。無論工序多少,沖壓件成敗主要取決于第一序拉延模質量。拉延模制造過程的關鍵一環是打造精良的拉延模型面,凸、凹模精度高,則拉延作業穩定、工件表面光順;反之,會帶來回彈不穩定及許多面品缺陷。快速定義拉延模型面精度的方法是涂色壓印法,待檢測面著色面積與其控制帶面積之比為研合率。
通常涂色很厚,易造成質量誤判;有的在誤判基礎上打磨改進,不僅不會提高研合率,反而破壞了曲面的光順性。如果是外板,重則需要重新數銑,建立基面;如果是內板,需要打磨更大面積,或數銑降型,以保證型面研合率達標。個別模具制造商在實踐中,認識到涂色法的重要性,涂色盡力超薄、均勻,一步到位,取得了顯著的經濟效益。本文對超薄涂色法檢查型面研合率實踐加以總結,以啟迪精益制造。
研合的作用
數銑加工的模具型面,人工打磨高點、涂色、再打磨,求得型面間隙均勻的加工過程叫研配。凸、凹模曲面精度用研合率表示,研合率用工具體涂色,借助壓機壓印目標體著色,目視法判斷。研合率實質是模具曲面精度及光順性的綜合評判結果。因曲面之間有料厚,兩個曲面質量不易快速檢查、確定,需要借助合格拉延件,此為工具體,被確認的凸凹模曲面為目標體。
數控銑床獲得的拉延模曲面,主要存在四個方面的缺陷:數銑凸、凹模型面有裝夾誤差、接刀誤差;機床系統變形誤差、刀具磨損誤差;加工去除材料鑄造應力,釋放形變;裝配誤差。
取血后處死,取肝臟稱重,測算臟器指數,以4%多聚甲醛固定,石蠟包埋切片,行HE染色,于顯微鏡下觀察肝組織病理學改變。
厚的涂色只見色膜,不見板件底色,易造成誤判,需要另選一件重涂。圖3 為某側圍拉延壓印表面,矩形小窗框區域能清晰看出壓印帶和原生態涂色。圖2與圖3 比較,前者涂色超薄,后者用色較厚;前者能精確顯示間隙不均勻區域,指示鉗工精準改善,后者壓印色不能清晰顯示合模間隙。
以上缺陷會造成模具閉合,凸凹模型面間隙不均勻,有的會反映到產品表面,造成壓傷、壓痕;有的造成板件曲面不光順。鉗工研配就是克服數銑缺陷,提高曲面精度。粗研配時,工具體涂色厚、薄也許關系不大,但容易誤判、誤打磨,且浪費藍油或紅丹;精細研配時,涂色必須超薄,才能精準定義曲面光順性。為了作業標準化,許多企業一致規定無論粗研還是精研,一律采用超薄涂色。
研合率標準
⑶工具體藍油過厚。工具體涂色很厚,藍油覆蓋板面,完全看不見鋼板底色。模具閉合,較厚的油墨擠壓到大間隙區域,導致全面有色,貌似研合率合格,實則曲面間隙很不均勻。借助壓機研配型面,涂色越厚,越不易精準定義,結果就是深淺不一,好端端的數銑光順面被破壞的一干二凈。如果出現圖4 所示效果,需要返工數銑,重新找回基準再研配。
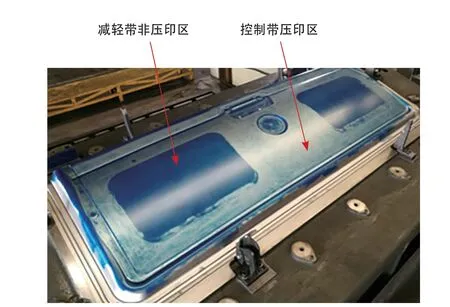
選擇合格的工具體,即合格拉延件,雙面涂色,借助滑塊壓力,檢查板件壓印區域面積。圖1 為貨箱后外板拉延著色件,淺色區域為壓印色,清晰的邊界表征型面控制區。涂色被印在目標體型面,顯得清淡,兩塊矩形區域是減輕帶,節省壓印面積。在不影響拉延表面光順的前提下,外板件拉延酌情設計減輕帶,利于提高研配效率,減輕勞動強度,減輕帶并不表示該區域不重要或不檢測。外板件要檢查光順性,用油石打磨曲面,涵蓋減輕區,一并查驗。
同一研合水平,一般不同人評價誤差不應大于±5%,若超出此范圍,需要再次確認,或重新研配。在研合未達標或曲面打丟的前提下,涂色厚薄會出現較大的波動。所以,涂色一定要超薄。若重新確認,選擇合格工具體,涂色要薄、均勻,能透出鋼板底色,圖2 為某車門外板拉延件涂色表面,待合模壓印。如需第二次壓印定義研合率,目標體型面著色必須擦除干凈。
在交流電機高性能驅動場合中,矢量控制[1]和直接轉矩控制[2-5]得到了廣泛應用.這兩種控制方法的不同之處在于,直接轉矩控制是用轉矩和磁鏈滯環控制器來直接控制電機的轉矩和磁鏈,而矢量控制是通過控制電機定子電流的d-q軸分量來控制電機的轉矩和磁鏈.所以直接轉矩控制的動態性能要比矢量控制的動態性能好,但是直接轉矩控制存在轉矩脈動和開關頻率不固定的問題[6-7].針對轉矩脈動問題,文獻[8]給出一種基于空間矢量調制的直接轉矩控制方法,有效地減小了異步電機的轉矩脈動.直接轉矩中開關頻率不固定問題的根本原因是采用了滯環控制器,而文獻[6]采用一種新的轉矩磁鏈控制器解決了這一問題.


外板件拉延模研合率大于95%,壓邊面研合率在90%~95%之間;后工序研合率翻整類不小于90%,修沖類大于85%;內板拉延模研合率大于90%,壓邊面研合率在90%~95%之間;后工序在85%~90%之間,修沖類取下限,翻整類取上限。模具型面研合達到95%以上,工具體壓印色和目標體著色區域面積和色斑虛實基本一致,幾乎分不出高下。
⑵研合率提升空間較大。除過天窗口強壓帶之外,產品前部(圖4 左部)著色不均。區域1 和3 相比,前者間隙小,后者間隙大,似有左右傾斜。如果壓機精度達標,則屬于模具型面不光順。2 區和3 區間隙基本一致,但其周圍邊界不規則、不清晰,屬于型面波紋或凹陷。
典型拉延件著色分析
工具體兩面涂色要均勻,力求超薄,能夠透過油膜看到工件底色。厚的油膜,當模具閉合,油墨受到擠壓,若曲面間隙不均勻,會有大量油墨擠入間隙較大區域,不該著色部位也上色,不僅導致研合率誤判,更重要的是不能精確指示鉗工打磨。圖4 為某頂蓋著色效果,天窗減輕帶色膜就是板件壓印前的涂色很厚,粗看研合率基本達到90%以上。但是仔細觀察,型面壓印色不均勻,出現多處花斑。如果像圖2 那樣超薄涂色,著色厚重的區域不可能著色。頂蓋型面主要有三個缺陷:
中車長春軌道客車股份有限公司(以下簡稱長客股份公司)研制的世界首輛全碳纖維復合材料地鐵車輛車體(見圖4),采用CFRP夾芯結構,通過模塊化設計、一體成型技術設計而成,最高運行速度為100 km/h,較同類B型鋁合金地鐵車體減重35%。該車體滿足極限惡劣環境的使用要求,具有優良的力學性能、環保性能和防火性能。
如果驗證過程研合率發生爭議,最靠譜的方法是,取四個面研合率的算數平均值。這四個面分別是,工具體上、下表面壓印色斑率,目標體凸、凹模著色率。

頂蓋拉延基準面,即下模型面數銑完成,人工推光、打磨不當,會出現不光順。整個曲面手法輕重不一,易造成模具基面凸、凹不順。如果屬于產品設計不光順,接到數模,虛擬光順檢查應該能發現,圖4 所示4 區的不光順應該能避免。
數銑型面一旦經過人工打磨,理論上肯定不光順,只是在微米級、還是納米級而已。手工打磨總是在逼近理論數型,以至于肉眼不能明顯察覺。借助刀痕的均勻一致性,判斷推光的均勻性。前提是刀痕不能壓印工件或產品表面。對于凹模型面可以留刀痕、也可不留。因為,基準光順,可壓印著色打造凹模的光順性。
目前,國內各主流汽車廠,模具研合率指標差別不大。沖壓產品各工序模面控制帶由沖壓產品工藝設計,根據經驗定義,并在首輪調試時,以作業指導書的形式,發送到車間調試鉗工手里。沖壓工藝設計師很珍視首輪調試,以驗證工藝補償與實際產品的差別,因此要求研合率必須達標。
據最新統計顯示,我國耕地面積為20.27億畝,平均每年減少500萬-600萬畝。“如何用越來越少的土地、越來越少的水資源、越來越少并越來越貴的勞動力生產出更多、更好、更安全的農產品,是我國農業接下來面臨的挑戰。”柯炳生指出,未來中國農業的發展必須突破肥料制造技術、土壤技術與保護技術的瓶頸,土壤修護與有機質提升需要政府強力推動,更需要龍頭企業積極參與。瑞豐生態在基層土壤修護方面走在同行前列,并做了大量有益工作,取得了明顯成效,需要認真總結經驗,進一步加大對推廣模式與基層土壤修護服務體系、工作站的宣傳推廣,不斷擴大推廣區域,在全國起引領作用。
工具體涂色工藝及壓力參數
外板件用藍油,內板件用紅丹。藍油采購到位即可使用,紅丹需要人工調配。調配稀稠、軟硬全憑經驗,屆時誰也不會用天平稱量丹粉及調和劑。所以有的廠家干脆規定,一律使用藍油。
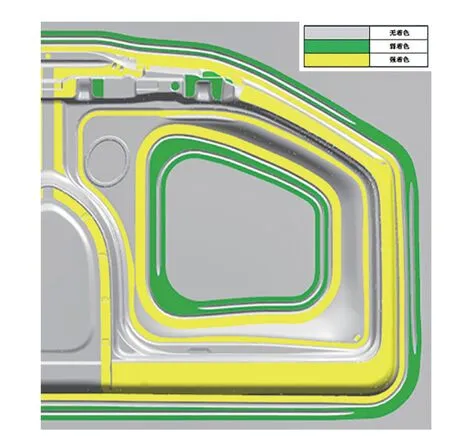
⑵研合率指導書。拉延工序、修沖工序、翻整工序都按照研合率彩圖指示部位涂油,圖5 為某側圍拉延研合率彩圖,圖示清晰標識強著色帶、弱著色帶和無著色帶。按照研合率彩圖涂色,容易到位,不易遺漏。
⑴天窗口周圍似乎設計了強壓,壓印后色彩最輕、最淡的地方表示強壓區,如圖4 所示5 區。對于拉延模,天窗翻邊展開,后工序切邊、翻邊實現產品結構。強壓區應該設計在翻邊序,拉延序沒必要強壓;如果天窗翻邊棱線在拉延序拉出一定深度,棱線邊緣外擴一定寬度強壓非常合理。
⑴涂油工具。海綿涂輥,直徑在30 ~35mm 之間,輥長在100 ~120mm 之間。如果內板特征較多、凸凹細碎,可選用較小涂輥。
⑶選擇合格拉延件。拉延件無破裂、起皺,壓邊面走料符合CAE 分析收縮量。涂油要在無粉塵、潔凈的環境作業;清除工件油膜和異物,保證面品無顆粒物、污物。
⑷涂輥路徑。初期試涂,取少量藍油,約3 ~5克,在板件平緩表面沿45°~90°交叉反復涂輥,力圖油墨輕淡、均勻一致(圖6),目視達到標準厚度,即可大致確定油量與面積。研合用油沒有定量,自然無法考核,用盡就隨意去領。據估算,每平方米曲面消耗藍油12 ~15 克,各模具廠亦可測量藍油消耗量以制定工藝消耗定額。目視確認壓印色,為減少誤判,可制訂標準色版,或色卡,對標準的車門外板涂油及壓印效果拍照,固化在作業指導書中。

選取藍油一盒或一定量,嶄新涂輥一只,用天平稱量藍油重量,涂輥重量。然后取藍油、輥涂,涂色完成,達到圖7 所示厚度,再稱量藍油重量、涂輥重量,前后重量差的絕對值求和就是藍油總消耗。總消耗為兩部分,一是涂板件用量,二是滋潤涂輥的輔助消耗。
丁香還真沒見過這么直接了當的,直想笑,愣憋著,你不是直嗎,我比你還直:“我跟你先把話說清楚,省得浪費大家的時間,交男朋友我第一不會找比自己小的,你現在還是住院醫(就是實習醫生)吧?第二我只跟二手男人談,沒戀愛經驗的就省了,你要沒留過級,肯定比我小。你談過戀愛嗎?”
首先是為客戶端提供家庭服務,后面越來越清晰,叫“讓家更美好”,58到家只做到家里提供的服務,這就是叫“到家”的根本原因。雖然后來美團等一些公司也叫“到家”,但是他們更多是把外賣“送”到家里,而58到家是服務人員去家里服務。

⑸壓機參數設定。工具體壓印,無論凸、凹模型面還是壓邊面只能壓一次;滑塊如果多次壓印,絕對不能以此定義研合率;涂好的工具體用壓機壓印,壓力取CAE 分析值的50%~60%;如果是高強度板、厚板料執行工藝規程設計壓力,或正常沖壓生產壓力;壓邊面壓印,取CAE 分析值的30%~40%。
校園化媒體是從社會化媒體轉變而來,社會化媒體是一種給予用戶較大參與感的新型社會媒體,校園化媒體在社會化媒體的范圍內屬于特定的媒體。校園化媒體的主要形式為微博、微信、論壇以及社區等。目前,很多高校圖書館基本都在應用各類校園化媒體實施閱讀推廣活動,且應用頻率較高的便是微信與微博。
⑹藍油工藝消耗定額。據了解,國內大多數模具廠沒有藍油消耗定額,是造成藍油厚涂的原因之一。
⑺注意事項。原則上不要用板刷刷涂,板刷易掉毛,且油膜有毛痕,很難刷均勻。
結束語
車身覆蓋件研合率是沖壓產品質量穩定的基礎,是定義模具型面精度的量化指標。傳統檢查沿用涂色法,借助壓力機用目標體壓印涂色工具體,觀察工具體和目標體壓色或著色痕跡以定義型面精度。模具型面研合率容易誤判,導致返工浪費,降低面品質量。本文詳細闡述了模具研合率精準定義的工藝及規則,提出研合率正確判定方法,有利于模具廠精準施測、規避失誤,有利于主機廠減少返工、規避浪費、提高效益。
