一種基于三維模型的狹小空間鋼漏斗拼裝施工工法
2022-05-17 15:44:42羅建全
低碳世界 2022年3期
羅建全
(廣西建工第五建筑工程集團有限公司,廣西柳州 545026)
0 引言
鋼漏斗拼裝一直是工廠廠房施工中的難點,一旦沒有得到妥善處理,就會造成極大的損失,甚至會導致安全事故的發生。傳統的鋼漏斗需要在開闊地帶進行組裝施工,然后搬運或者直接圍繞成品進行墻面的建設,這樣不僅需要大量時間,而且施工也較為困難,因此,研發一種可以在狹小空間內進行拼裝的鋼漏斗施工方法成為當務之急。隨著技術水平的發展,當前三維技術已運用在很多建設項目之中,因此,開發出一種基于三維模型的狹小空間鋼漏斗拼裝施工工法可以有效解決上述問題,確保鋼漏斗能保質保量地完成施工,并且具有較好的社會效益和經濟效益。
1 原狹小空間鋼漏斗拼裝施工存在的問題
近年來,隨著工業的快速發展,全國各地新建了一批大型工業廠房,其中玻璃生產線、水泥廠等工程結構較復雜,均有高大的下料鋼漏斗。鋼漏斗結構除承受自重作用外,還要承受原料投放的沖擊力荷載的作用,因此,確保下料鋼漏斗安裝的施工質量,是一項重要的施工技術難題。
若鋼漏斗的安裝質量得不到保證,輕則會使正在下料的漏斗出現損壞,影響正常工作的進行,造成一定的經濟損失;重則會引起材料泄漏,直接影響整個工廠的運行以及維護工作,甚至會造成一些不可逆的損害。為盡量避免此現象的發生,各施工單位進行了長期的研究,找出當前該技術存在的主要問題,并進行了相應的試驗,但依舊難以達到預期的效果,因此急需一種有效的解決方案,實現廠房的長期安全穩定運行。
2 應對狹小空間鋼漏斗拼裝問題的新工藝
針對上述的問題,本文設計了一種基于三維模型的狹小空間鋼漏斗拼裝施工工法,本工法施工工期短、采用設備簡單、質量容易保證、施工安全可靠、技術先進、經濟效益較好,可用于在狹小的室內空間安裝鋼漏斗。某廠區的柱間距5500~7000 mm,層高6500~9000 mm,鋼漏斗最大外徑達5.8 m×6.1 m,最高高度達5.5 m,整個廠區鋼漏斗有30個,共360 t。使用本工藝在該工廠進行施工項目實際驗證,證實了本工法的優越性,使項目在確保工期、質量、安全的前提下,節約了費用,取得良好的效果。
3 基于三維模型的狹小空間鋼漏斗拼裝施工工法的具體施工流程
3.1 施工前準備
(1)該工法在實際施工中,需要做好以下準備:在施工前先要制定科學合理的工藝流程,明確施工順序和施工方法;通過軟件建立鋼漏斗的三維模型,在加工廠進行整體組裝和焊接,確保鋼漏斗的加工質量;考慮到鋼漏斗安裝空間狹小,采用一臺吊車進行整體吊裝鋼漏斗,轉運至樓層內,就位安裝[1],安裝流程如圖1、圖2所示。該施工工藝流程是:建立鋼漏斗三維模型→預制鋼漏斗→鋼漏斗運輸→鋼漏斗整體吊裝就位安裝→鋼漏斗的現場涂裝→鋼漏斗的驗收。
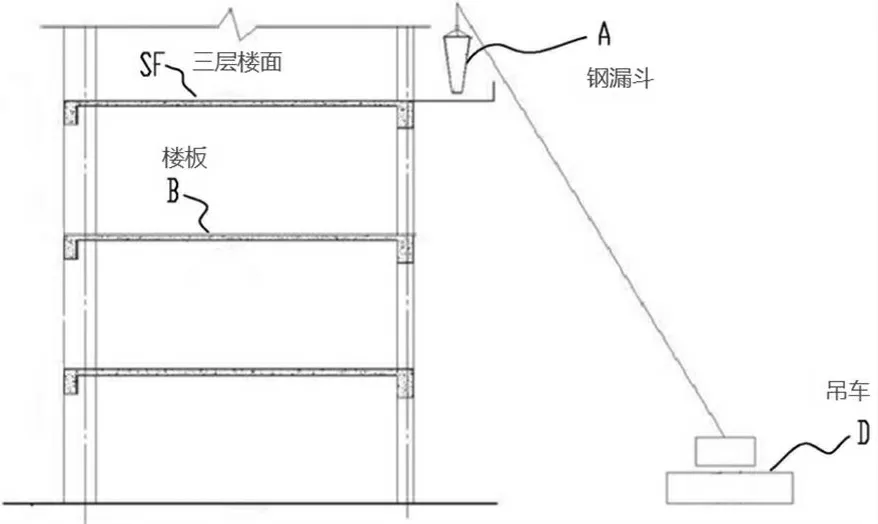
圖1 鋼漏斗吊運至3樓平臺

圖2 鋼漏斗轉運至安裝位置
(2)該工法的重點在于對鋼漏斗建立三維模型,其操作要點為:在材料下料前,先按照結構施工圖采用軟件建立鋼漏斗三維模型,對鋼漏斗進行1:1放樣建模。
(3)根據工程的進度計劃合理安排鋼漏斗的加工和堆放。鋼漏斗的加工、堆放的原則是:不同類型、不同施工段的鋼漏斗分開加工,同時先安裝的鋼漏斗材料堆放在上面,后安裝的鋼漏斗材料堆放在下面[2];不同類型、不同施工段的鋼漏斗分開堆放,同時先安裝的鋼漏斗堆放在外面,后安裝的堆放在里面,堆放時做好鋼漏斗的編號及標注。
3.2 鋼漏斗制作
(1)檢查鋼漏斗三維模型后繪出鋼漏斗下料圖,所有構件按照細化設計圖紙及制造工藝的要求,進行手工1:1放大樣,核定所有構件的幾何尺寸,再采用數控切割機半自動化進行下料。
(2)鋼漏斗的整體焊接組裝。①焊前準備:將構件待焊處的鐵銹、切割渣、毛刺、油漬、污物清除干凈,并用砂輪打磨要進行對接的接縫端面,清潔范圍應在接頭兩側20 mm。②將構件焊接組裝成整體的鋼漏斗:焊接時,鋼構件放置于臺架上,保證鋼構件平穩;導電嘴與水平面的夾角應以焊縫坡口為根據;焊絲伸出長度為25 mm;為避免漏焊,焊縫兩端應安放引弧板和熄弧板,引弧板和熄弧板的長度尺寸為100 mm,引弧板和熄弧板的材料、厚度、角度和焊件一致。③焊縫檢驗:根據技術要求檢查組裝好的鋼漏斗的焊縫質量和外形尺寸。焊縫焊角高度不得小于腹板厚度,焊縫焊角尺寸K≤12 mm時,允許焊角尺寸偏差為0~4 mm,焊角尺寸K>12 mm時,允許尺寸偏差為0~5 mm。焊縫外形應均勻,焊道與焊道及焊道與基本金屬之間應平滑過渡。焊縫最大高度Hmax與最小高度Hmin的差值在任意50 mm焊接長度范圍內不得大于2 mm,焊縫最大寬度Cmax與最小寬度Cmin的差值在任意50 mm焊接長度范圍內不得大于2 mm。焊縫表面凹凸的差值在任意25 mm長度內不得大于1 mm。焊縫不允許出現裂紋、氣孔、未熔合、咬邊、焊瘤、焊穿、接頭等不良缺陷,若焊縫出現上述缺陷,要進行補焊。
(3)鋼漏斗的涂裝。先對鋼漏斗表面進行干燥處理,再涂刷底漆。涂刷油漆前應攪拌均勻,刷漆表面應光滑無漆流現象,底漆應薄而均勻,待底漆完全干透且經施工人員檢驗合格方可涂刷面漆。面漆上面不能有顆粒、流掛、橘皮、氣泡、散油的問題,要求手感好,表面光滑且光澤度均勻。將涂裝好的鋼漏斗按要求堆放好,等待鋼漏斗運輸至安裝現場。
3.3 預埋件的安裝
鋼漏斗整體吊裝就位安裝之前,要進行鋼漏斗連接預埋件的安裝:施工場地在土建完成支模工作之后,對鋼梁進行綁扎鋼筋的同時,現場安裝人員按照施工圖上預埋件的相應位置對預埋件進行預埋安裝,并與鋼梁的鋼筋固定,確保振搗混凝土時預埋件不發生偏移。在土建澆筑混凝土并脫模之后,要檢查預埋的連接件,檢查是否有錯位現象,如果有錯位現象要及時進行整改[3]。
3.4 漏斗安裝
以鋼漏斗安裝在原料車間三層結構內為例。該項目的鋼漏斗最大外徑達5.8 m×6.1 m、最高高度達5.5 m,整個廠區鋼漏斗有30個,共360 t。鋼漏斗室內安裝區域柱間距5500~7000 mm,層高6500~9000 mm,考慮到安裝空間狹小,因此擬采用一臺25 t的吊車,把30個鋼漏斗按照順序吊運到三樓轉運平臺,然后采用平板車拉運至原料車間內對應的安裝位置下方。具體鋼漏斗分布如圖3所示。
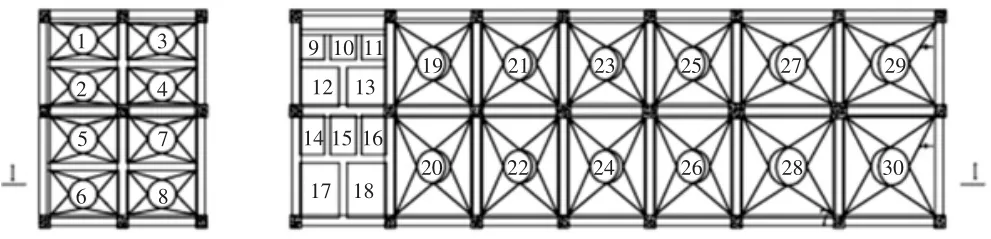
圖3 原料車間1~30號鋼漏斗分布
鋼漏斗起吊方法主要采用兩點起吊,先在地面上綁扎吊車的兩根吊索在鋼漏斗上,吊索長度應控制準確,然后把吊鉤掛在吊車的吊鉤上,慢慢收緊吊車的鋼絲繩;起吊鋼漏斗時應超過轉運平臺的樓面,緩慢勻速地降至轉運平臺;吊裝時應防止鋼漏斗旋轉碰撞建筑物,整個吊裝過程中,吊車的吊鉤應始終保持工作狀態,直至鋼漏斗降至轉運平臺且穩定后才允許脫鉤。鋼漏斗吊裝如圖4所示。

圖4 鋼漏斗吊裝
鋼漏斗轉運:根據鋼漏斗標注的編號,通過平板車拉運至安裝樓層內對應的安裝位置下方。
鋼漏斗安裝:在狹小的空間內,將鋼漏斗在安裝位置下方定位后,用手拉葫蘆掛在每個鋼漏斗的頂部的工字鋼上,再在4根吊繩的一頭掛在葫蘆上,另一頭分別掛在鋼漏斗每一方的吊環上,然后將鋼漏斗吊至預埋件上。因有安裝高度,所以將鋼漏斗內壁對向用2支角鋼連接,在連接好的角鋼上用竹跳板鋪滿,鋼漏斗外壁采用3個腳手架做成一個移動安裝平臺。先將鋼漏斗內壁板與預埋件焊接,接頭焊接鋼漏斗外壁板,再焊接內連接板,最后焊接外壁加勁板即可。按照此方法,依次將剩余的鋼漏斗吊裝完成。鋼漏斗固定安裝如圖5所示。
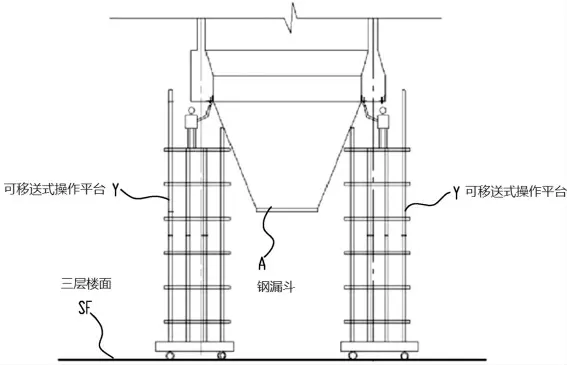
圖5 鋼漏斗固定安裝
3.5 現場涂裝
鋼漏斗在安裝完畢后,對工地焊接部位、緊固件以及防銹受損部位應清除焊渣,進行表面除銹(除銹等級St2.5),然后用同種涂料進行補漆,其中現場涂裝方法以刷涂法和手工滾涂法為主。已經處理的鋼結構表面,不得再次污染,當受到二次污染時,應再次進行表面處理。
3.6 鋼漏斗驗收
鋼漏斗在安裝及補漆工作完成之后,要及時聯系業主方、總包方、監理方以及施工方相關工作人員進行驗收。在工程驗收時,注意保存現場驗收的相關資料和照片,資料一定要有業主方、總包方、監理方和施工方的簽字蓋章。
4 結語
綜上所述,本文提出的基于三維模型的狹小空間鋼漏斗拼裝施工工法能夠有效解決當前下料鋼漏斗的質量問題,從而保證安裝工作能夠更加穩定地進行,也極大地減少了施工中的安全隱患。本文提出的方式可靠且經過實際的驗證,因此能夠對相關的行業產生正面的影響,促進行業的發展和進步。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
光學精密工程(2016年6期)2016-11-07 09:07:19
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
