國產PYD(B)彈簧保險圓錐破碎機局部修復與改進研究
2022-05-18 07:22:54鞏平應
中國設備工程 2022年8期
關鍵詞:設備
鞏平應
(金川集團股份有限公司選礦廠,甘肅 金昌 737100)
局部技術修復與改進,是采用先進、合理的技術或經驗,對可能影響設備整體技術性能和綜合經濟效益的部位、裝置或部件進行小規模、小范圍內的改革。由于針對性強、適應性強、一次性投資費用少,實施更容易實現,經濟優勢能夠得到更好的發揮。破碎是選礦生產工藝的重要工序,圓錐破碎機是多碎少磨的關鍵設備;國產PYD(B)Ф2200彈簧保險圓錐破碎機在使用過程中,機體與碗形軸承架配合面出現較多問題,造成非計劃停車以及備件的使用年限縮短等問題,針對這一問題,對該設備碗形軸承架和機體進行局部修復和配合結構改進處理,并研究了設備局部技術修復與改進的實施方案及效益。
1 設備現狀
某選礦系統有PYDФ2200彈簧保險式圓錐破碎機2臺,開始投入運行幾年的日平均開動時間約16h,隨著處理礦量的逐年增加,設備運轉不正常;原因是分配盤下礦不均勻,破碎機軀體受力不均,襯板未定期更換等原因,導致機體與碗形軸承架配合間隙過大,造成機體振動大、設備整體噪音大、漏油嚴重,以致密封不嚴造成潤滑系統粉塵污染、潤滑油變質、油溫偏高,嚴重影響了設備的安全運行。具體磨損情況如下圖及表。
1.1 a、b、c是軸向測點(見圖1)
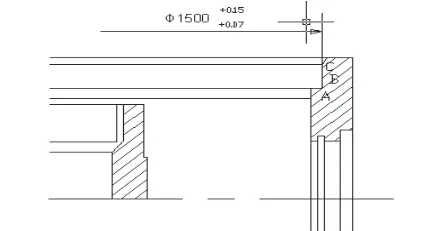
圖1
1.2 Ф1500圓周徑向檢測點(見圖2)
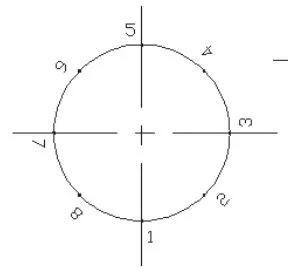
圖2
1.3 機體圖紙尺寸Ф1500,機體磨損后的實測值(見表1)
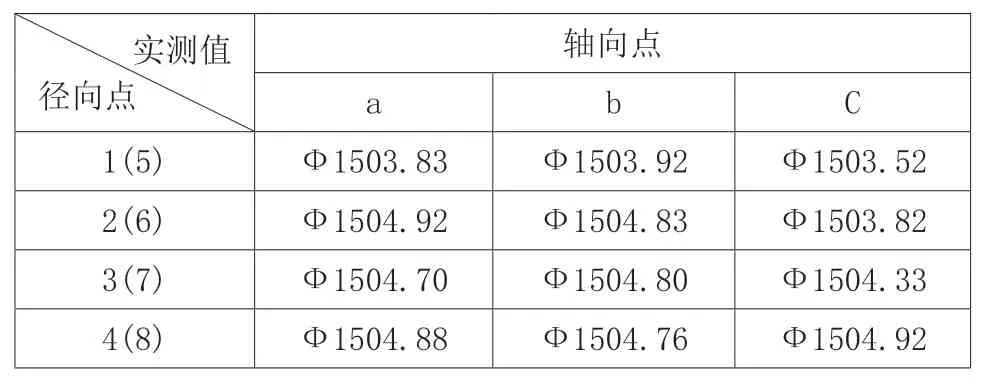
表1
PYDФ2200彈簧保險圓錐破碎機碗形軸承架的磨損情況如下。
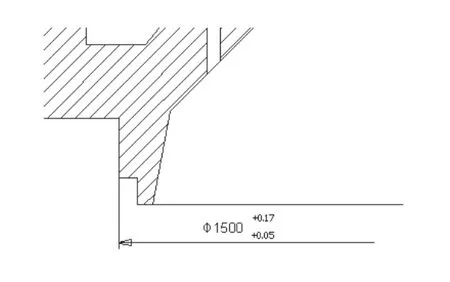
圖3

表2
根據實測值看,碗形軸承架與機體Ф1500配合磨損間隙最大9.12mm,最小7.32mm,對其設備的整體技術性能影響很大,故對該設備進行了局部修復和改進處理。
2 修復方案
2.1 碗形軸承架的改造
該件材質是ZG35B,采用普通焊條J422。為了防止受熱不勻產生的變形,采用圓周對稱焊接,補焊厚度單面在4~5mm,補焊面積AB120×100mm高,全部補焊完后,自然冷卻到手感至少30~50℃以下,在2m立車進行加工,加工到圖紙要求尺寸Φ1500。
2.2 機體的改造
機體在安裝基礎上不動位,材質是ZG35B,采用普通焊條J422,補焊厚度按實測值相應,但單面厚度不得超過3mm,補焊面積分段對稱為AB100+0.10×80mm高,由圖4放大圖可看出:Φ1500mm止口高為100mm,但實際磨損面距離Φ1460mm端有20mm磨損臺階,因此補焊高度放在80mm,補焊完畢后,自然冷卻。最后用手提電砂輪機進行圓周粗磨,然后采用模塊找正,如圖4中a找正平面,b卡在Φ1460mm止口端面。
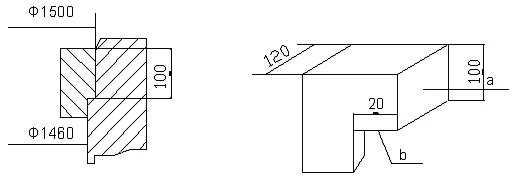
圖4
找正方法:以機體Φ1460mm止口端平面為基準,在模塊a面涂紅丹粉與Φ1500mm配合圓周與面接觸,邊找正邊進行半精磨,待實測值到Φ1500時,將修好的碗形軸承座Φ1500圓周涂紅丹粉與機體配合,按壓出的痕跡進行刮研,達到圖紙要求的配合尺寸。
3 改進方案
將機體和碗形軸承架Φ1500配合尺寸處,橫軸一側面增加鍵槽及鍵,鍵尺寸為厚度46mm、寬度360mm、高度120mm。對碗形軸承架將修出23mm一平面。機體在增加鍵槽一側加厚40mm,加工鍵槽深度為23mm、寬度360mm、高度120mm,如圖5所示。
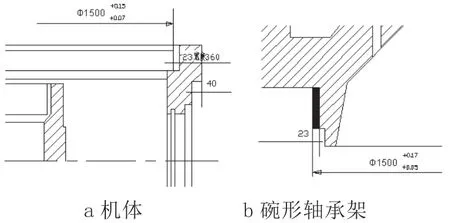
圖5
改進的目的主要是解決機體與碗形軸承架由于配合面尺寸及結構不合理出現的問題。
4 產生的效益
節省機體和碗形軸承架各1件,節約費用50~60萬元,使用壽命為1個大修期(5年)。
5 局部修復及改進產生的效果
解決了機體與碗形軸承架配合間隙過大所造成的設備運轉不正常的問題,恢復了設備原有的性能,減少了檢修周期及工作量,降低了備件消耗,經考察,修復與改進后的PYDΦ2200彈簧保險圓錐破碎機運轉正常,效果良好,而對于進行大修的PYDΦ2200彈簧保險圓錐破碎機就需要考慮由過渡配合改為平鍵配合,是一種一勞永逸的方法。實踐證明采用局部修復與改進的技術方法具有以下優點。
(1)針對性、適應性強,規模、范圍小,一次性投資費用少,與設備大修、整體更新、大規模現代化改造比較,實施的可能性更容易實現,經濟優勢能夠得到更好的發揮。
(2)可以調動管理人員、工程技術人員及維修人員的積極性,出主意、想辦法,充分體現“群管”設備的優勢。
(3)為設備管理提供了信息反饋的第一手資料。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
