提高中職數控專業學生技能實訓教學平衡率的研究
2022-05-19 07:31:06劉卓韜
福建輕紡 2022年5期
關鍵詞:學生
劉卓韜
(集美工業學校,福建 廈門 361022)
1 教學平衡率的由來
平衡率一詞通常應用在生產線上,即生產線平衡。生產線平衡是指對所有的生產工序使用相近的技術手段與方法,通過調整生產策略和作業負荷,使各生產段作業時間達到平衡。其主要目的是減少在制品和場地占用,縮短工序之間的銜接時間、生產周期,減少效率損失和避免生產過剩。生產線平衡直接關系到生產線的正常使用及工廠的整體生產效率。
由此,在數控專業技能實訓的教學過程中,針對學生的學習效果,借鑒平衡率概念,并將其定義為教學平衡率。教學平衡是對學生技能實訓的所有學習環節進行平均化,通過各環節的學習效果的量化數據,找到薄弱的學習環節,并重新分配學習時間或改善學習方法,調整學習策略,使得學生在各學習環節中的學習效果盡量平衡,達到較好的總體學習效果,從而提高學生在數控機床技能訓練中各方面的綜合能力。
學生在學習過程中存在學習的薄弱環節,它不僅會拉低學生的整體學習效果,同時學生往往難以通過自身的分析制定有效的學習策略針對薄弱環節進行改善,筆者將這些薄弱環節稱為學習的“瓶頸”。學習“瓶頸”不僅限制了該環節的學習效果,而且影響其他環節的學習能力的發揮,因此,在教學中找到學生的學習“瓶頸”,并制定相應的學習改善方案和有效實施便可有效地提升教學平衡率,提升學習效果。
2 具體的實施案例
以數控銑工中級技能鑒定培訓為例,對學生進行技能訓練,在訓練中發現如果按照傳統的訓練過程,學生的學習效果提升的速度較慢,且難以合理分配設備資源,導致在訓練的過程中部分學生閑置,得不到有效的練習。現進行具體分析如下:
2.1 訓練的具體任務
以往年的銑工中級圖紙為樣題,如圖1所示,要求學生進行練習,時長為120 min。
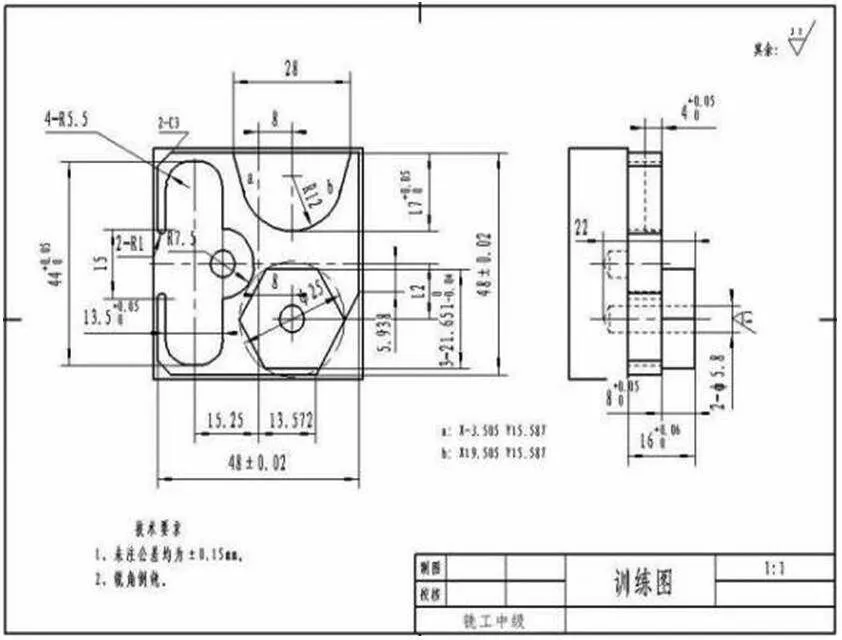
圖1 銑工中級樣題圖紙
2.2 傳統的練習效果
傳統的練習步驟為:Mastercam2018軟件繪制二維圖形→Mastercam軟件對二維圖進行自動編程→后處理生成數控加工程序,并將程序傳輸至數控機床中→數控機床實際加工操作(裝夾工件、刀具、對刀、切削加工、尺寸及精度控制)。
以張同學的練習為例,在前幾次的練習過程中,雖然每次練習都有進步,但依舊未能在規定的時間內完成零件的加工,且提升的效果并不顯著。針對這樣的問題,對該生的各練習環節進行量化評價,具體如表1。對每個練習環節的進行量化分析,每個練習環節的耗時如圖2所示,每個練習環節的實際得分如圖3所示,實際得分率情況如圖4所示。
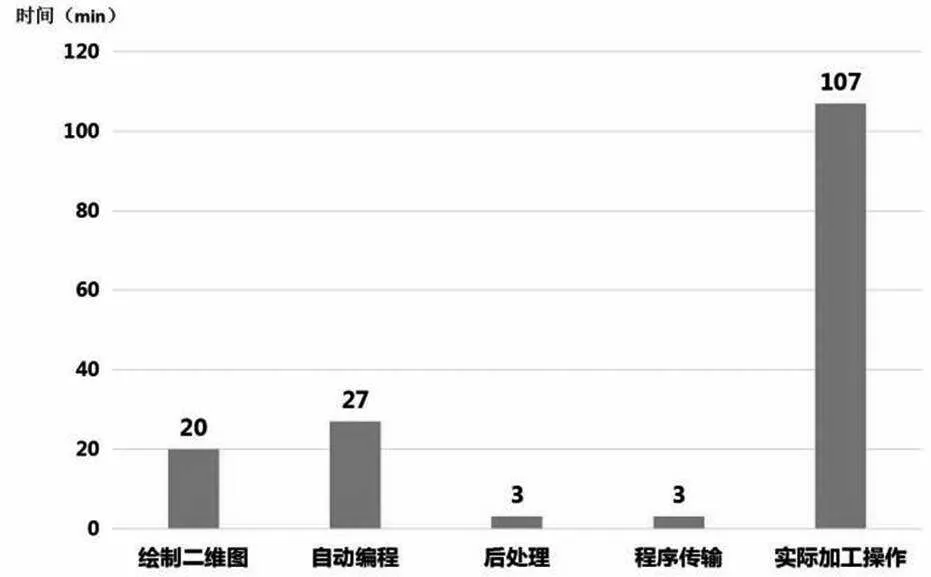
圖2 各練習環節的時間情況
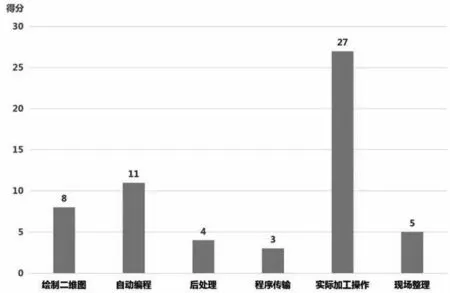
圖3 各練習環節的實際得分情況
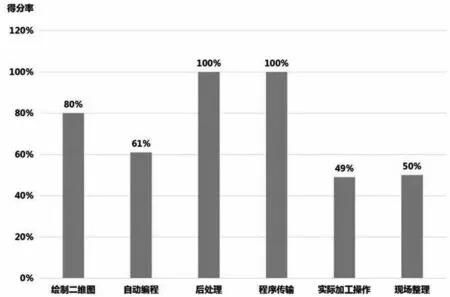
圖4 各練習環節的得分率
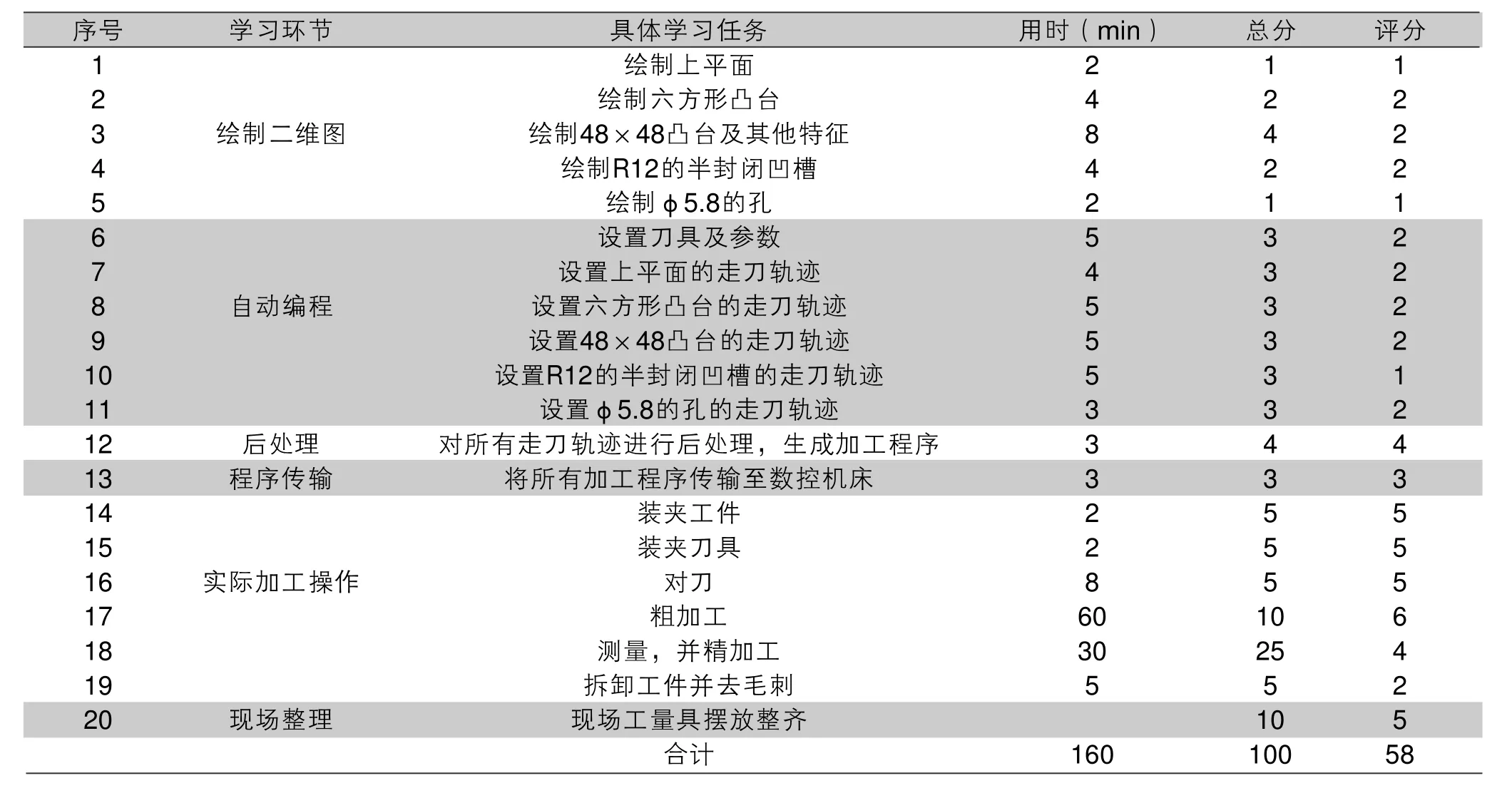
表1 張同學的各學習環節的具體情況
2.3 分析原因
通過數據分析可以看出該生在訓練過程中存在以下問題:
⑴ 整個練習時長達到了160 min,無法在規定的120 min內完成零件加工,從而影響得分情況,因此,必須提升加工練習的效率。
通過數據可以發現,繪制二維圖環節用時20 min,自動編程環節用時27 min,實際加工操作環節用時107 min,時間主要花費在繪制二維圖、自動編程和實際加工操作三個環節上。這三個環節即為練習時長的瓶頸環節。
⑵ 從得分情況來看,總分100分,實際得分58分,得分率為58%,具有較大的提升空間。
各練習環節主要失分是在實際加工操作環節,該環節總分為55分,占零件生產總分的55%,占比較大。該生在該環節實際得分為27分,得分率為49%,得分率是各環節中最低的,這顯然是失衡的,因此,此環節是該生的薄弱環節,即瓶頸環節。同時,自動編程和現場整理兩個環節的得分率分別是61%和50%,也有較大的提升空間。
2.4 針對該生的練習情況制定新的學習方案
通過數據,對該生訓練時長和得分平衡進行改善和提升,具體方案如下:
⑴ 打破傳統的從頭至尾重新練習的原則,制定針對具體原因進行重點練習的實施方案,以此來提升學生的薄弱環節,提升得分率,提高綜合能力。
⑵ 提升繪制二維圖、自動編程和實際加工操作三個時長瓶頸環節的效率,即:縮短練習時間。
繪制二維圖環節用時20 min,自動編程環節用時27 min,這兩個環節都為Mastercam軟件操作環節,其操作難度不大,容易掌握,操作時間主要是人為控制,可以通過反復訓練操作便可達到提升熟練度、減少操作時間的效果。
實際加工操作環節用時107 min,對刀和精加工對操作技術要求相對較高,但也可通過反復訓練來提升效率,減少閑置時間;粗加工時間主要由切削參數和走刀路徑來控制,考慮到操作過程的安全性,切削參數已經無優化空間,因此,可通過優化走刀軌跡(根據老師的指導進行優化)來減少走刀時間,以此減少粗加工的時間。
綜上,在時間分配上,要求該生重點練習繪制二維圖、自動編程(根據優化后的走刀軌跡)、對刀及精加工,并設定目標,具體如圖5所示。
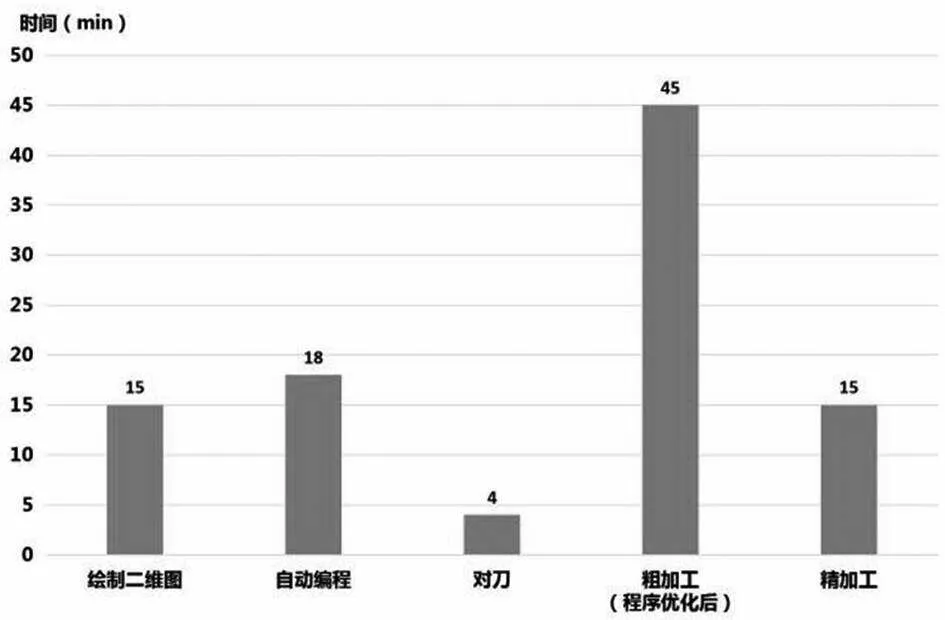
圖5 重點練習環節的目標值
⑶ 提升零件得分瓶頸環節(即實際加工操作)、自動編程和現場整理的得分率。
實際加工操作環節中的主要分值在粗加工和精加工上,粗加工可通過自動編程的優化而提升,而精加工主要由操作者的技術來控制,因此,也可通過反復訓練來達到目的。同時,現場整理環節,主要體現學生的職業素養,是一種習慣的養成,只需在實際操作過程中重視現場的整理即可提升。
自動編程環節的得分率為61%,由于程序已經優化,因此在重新練習的過程,只要該生按照老師要求進行編程練習,并熟練,該環節的得分率自然會大幅提升。
綜上,在得分上,要求該生重點提升實際加工操作、現場整理及自動編程三個環節的得分率,并設定目標值,具體如圖6所示。
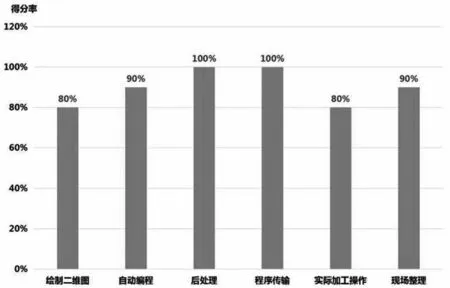
圖6 各環節的得分率目標值
2.5 具體效果呈現
該生接到新的練習方案,著重練習繪制二維圖、自動編程及對刀和精加工,省去了其他練習環節的時間,能在有效時間內具有針對性地練習和提升,最終該生在較短的時間內達到了預期的得分率目標,并順利通過了銑工中級的技能鑒定考試。
3 提升教學平衡率的反思
針對學生個體制定提升教學平衡率的實施方案,可以提高教學效果,從而提升學生個體的綜合能力。同樣,該策略也可以推廣到全體學生,有效提升整體教學效果,但是這對教師課堂管理能力及量化評價能力提出了更高的要求。
猜你喜歡
作文大王·笑話大王(2021年4期)2021-04-26 19:00:35
英語文摘(2020年9期)2020-11-26 08:10:12
甘肅教育(2020年6期)2020-09-11 07:45:16
甘肅教育(2020年22期)2020-04-13 08:10:54
甘肅教育(2020年20期)2020-04-13 08:04:42
當代陜西(2019年5期)2019-11-17 04:27:32
電影(2018年9期)2018-11-14 06:57:21
作文世界(小學版)(2018年4期)2018-10-16 17:13:34
快樂作文·低年級(2016年12期)2017-01-03 20:52:44
快樂作文·低年級(2016年6期)2016-06-24 18:58:40