基于 DVP 系列 PLC 陶瓷過濾機智能控制系統的設計
2022-05-19 05:14:40劉教敏
礦山機械 2022年5期
關鍵詞:信號
劉教敏
江西銅業集團銀山礦業有限責任公司 江西德興 334299
過 濾機作為固液分離機械的主導產品之一,是 許多生產過程中的關鍵設備之一[1]。江銅銀山礦業公司 1 號銅陶瓷過濾機為鞍山 60 m3陶瓷過濾機,采用濾泵排液式排液,控制系統采用傳統的手動控制,對操作工的操作技能要求較高。該設備自運行以來,由于操作差異和濾泵排液脫水不連續等因素,脫水效果不太理想。日益增長的產量需求以及操作員工的緊缺,使選礦廠對陶瓷過濾機的性能和使用提出了新的要求,特別是在自動控制方面。實現陶瓷過濾機的智能化、自動化、網絡化,可使過濾機處于最佳運行狀態,提高其過濾產量、精礦品質和回收率等指標,達到高產優質、節能降耗的目的[2]。筆者結合現場使用需求,總結濾泵排液傳統脫水控制的弊端,對控制系統進行重新設計。
1 陶瓷過濾機
1.1 工作原理
陶瓷過濾機主要基于陶瓷片微孔的毛細作用,利用微孔瓷板的獨特通水不透氣的特性,通過真空泵抽取陶瓷板內腔空氣,使其內腔與外部產生負壓差,礦漿顆粒在負壓的作用下吸附在陶瓷板上,濾液則通過陶瓷板微孔經吸水閥進入真空桶外排,從而達到了固液分離的目的[3]。
1.2 系統結構和工藝流程
陶瓷過濾機主要結構有主機系統、攪拌裝置、真空裝置、超聲波清洗裝置、配酸裝置、反沖洗裝置、氣路裝置和酸洗裝置等。陶瓷過濾機工作時,主機由分配閥控制轉子循環工作,轉子運轉 1 周,完成吸漿 (濾餅形成)、干燥 (濾餅脫水)、卸料和濾盤反沖洗 4 個過程,周而復始,連續運轉,工藝流程如圖 1 所示[4]。
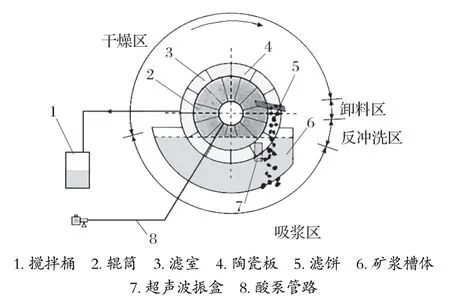
圖1 陶瓷過濾機的工藝流程Fig.1 Process f low of ceramic filter
2 系統硬件設計
2.1 I/O 點統計分析
陶瓷過濾機自動控制系統的控制對象有主軸輥筒、攪拌器、超聲波清洗機、上下真空泵、計量泵、配酸泵、真空閥、吸水閥、放料閥、吹堵閥、反沖吸水閥、旁通閥和副閥等。模擬量檢測對象有輥筒速度、攪拌速度、槽體料位、反沖洗壓力、下真空桶液位、上真空度、下真空度、酸位計。統計分析系統 I/O 點,模擬量點有 9 個,其中 AI 點有 7 個,AO 點有 2 個。此外,DI 點有 11 個,DO 點有 21 個。
2.2 PLC 硬件選型和模擬量信號電路設計
在控制系統硬件方面,主控 CPU 采用 DVP-20EX 模塊,擴展模塊采用 DVP-24XN 模塊,人機界面采用昆侖通態 10 寸觸摸屏。系統硬件配置如圖 2 所示。
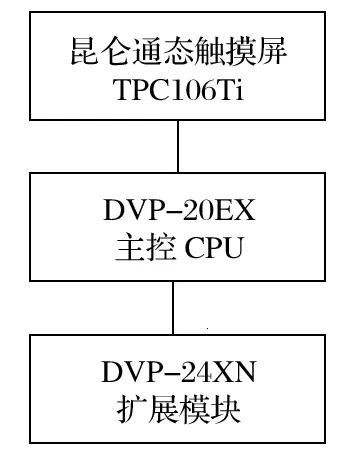
圖2 系統硬件配置Fig.2 Hardware configuration of control system
AI 信號作為關鍵數據并顯示在 HMI 畫面上。攪拌變頻器和主軸變頻器的信號反饋直接采用 2 個 AO 信號作為反饋值,節省 2 個 AI 通道。此外,需要采樣 5 個模擬量點,由于 DVP-20EX 主機有 4 個 AI 點和 2 個 AO 點,模擬量信號通道不足。為節省成本并體現實用性,特別設計了一個模擬量通道 A3V,連接 2 個中繼器 Y0 和 Y1,分別采集真空度和酸位計信號,利用程序控制中繼器切換信號流。PLC 電氣原理如圖 3 所示。
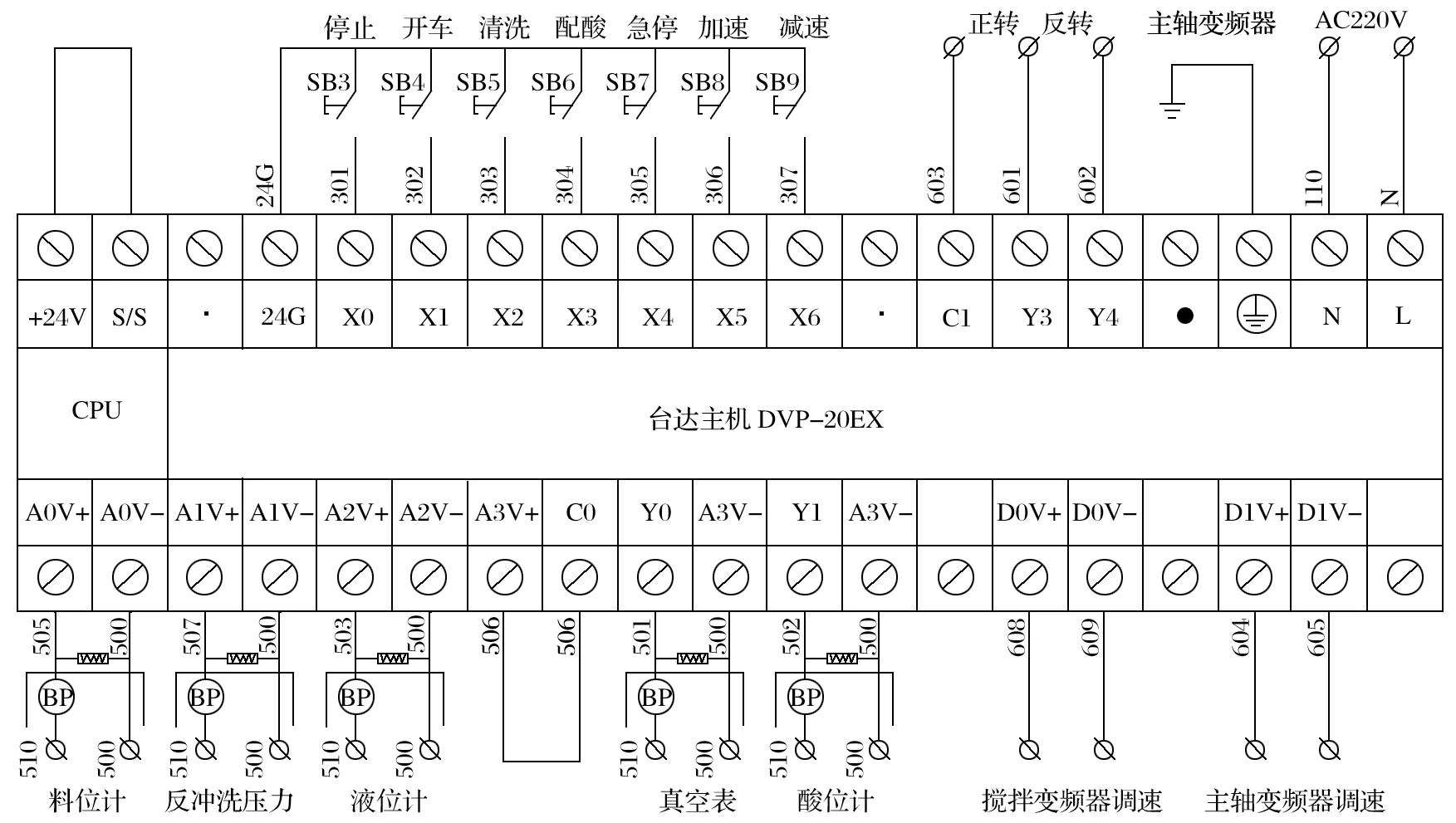
圖3 PLC 電氣原理Fig.3 PLC electrical principle sketch
3 系統軟件設計
3.1 數據采集
單通道模擬量采集多信號流的具體方法:模擬量 A 信號和 B 信號分別利用 2 個中繼器通過時序控制;檢測數據存儲到 PLC 內部寄存器中;掃描刷新數據,實現數據運算和畫面展示。
3.2 程序設計
根據陶瓷過濾機的工藝特點,主要控制過程有槽體料位自動控制和過濾脫水自動控制。
(1) 槽體料位自動控制 根據料位檢測結果與設定值的對比,控制給料閥的開閉,達到液位設定上限時自動停止給料,降到液位設定下限時自動補充給料。液位上、下限值根據生產調整設定。
(2) 過濾脫水自動控制 這是自動脫水的關鍵技術,其特點在于上、下真空桶機械聯動,保持系統負壓,從而不間斷自動脫水,其程序控制流程如圖 4 所示。
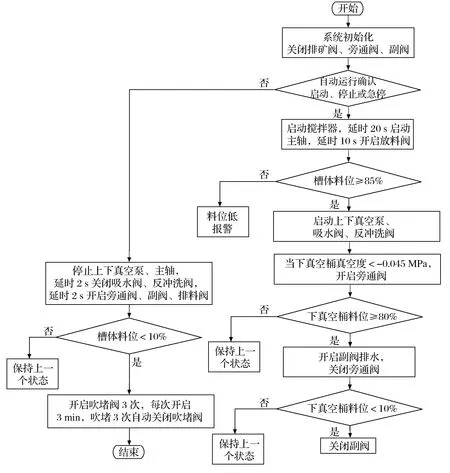
圖4 自動脫水邏輯控制Fig.4 Logic control of automatic dehydration
3.3 預警保護
系統預警一是設置反沖洗壓力報警聯鎖,當反沖洗壓力大于預設值時,彈出報警信息,并緊急停車,防止陶瓷板被沖擊爆裂;二是設置開車過程真空監測,在其他設備正常運行的情況下,當真空突然大于預設值時,發出陶瓷板破裂或者真空系統故障報警,并緊急停車,防止是事故擴大化,減少經濟損失。
3.4 配酸邏輯和算法
陶瓷過濾機工作一個班后,必須對陶瓷片進行清洗,以保持良好的過濾效果[5]。工作過程中,需要用體積分數為 50% 的稀硝酸和超聲波振盒聯合清洗陶瓷片。稀硝酸一般采用體積分數為 98% 的濃硝酸混合水配制而成。由于濃硝酸是一種危化品,配酸過程極度危險,所以需要采用機器自動配制而成。自動配酸控制邏輯如圖 5 所示,配酸算法如下。
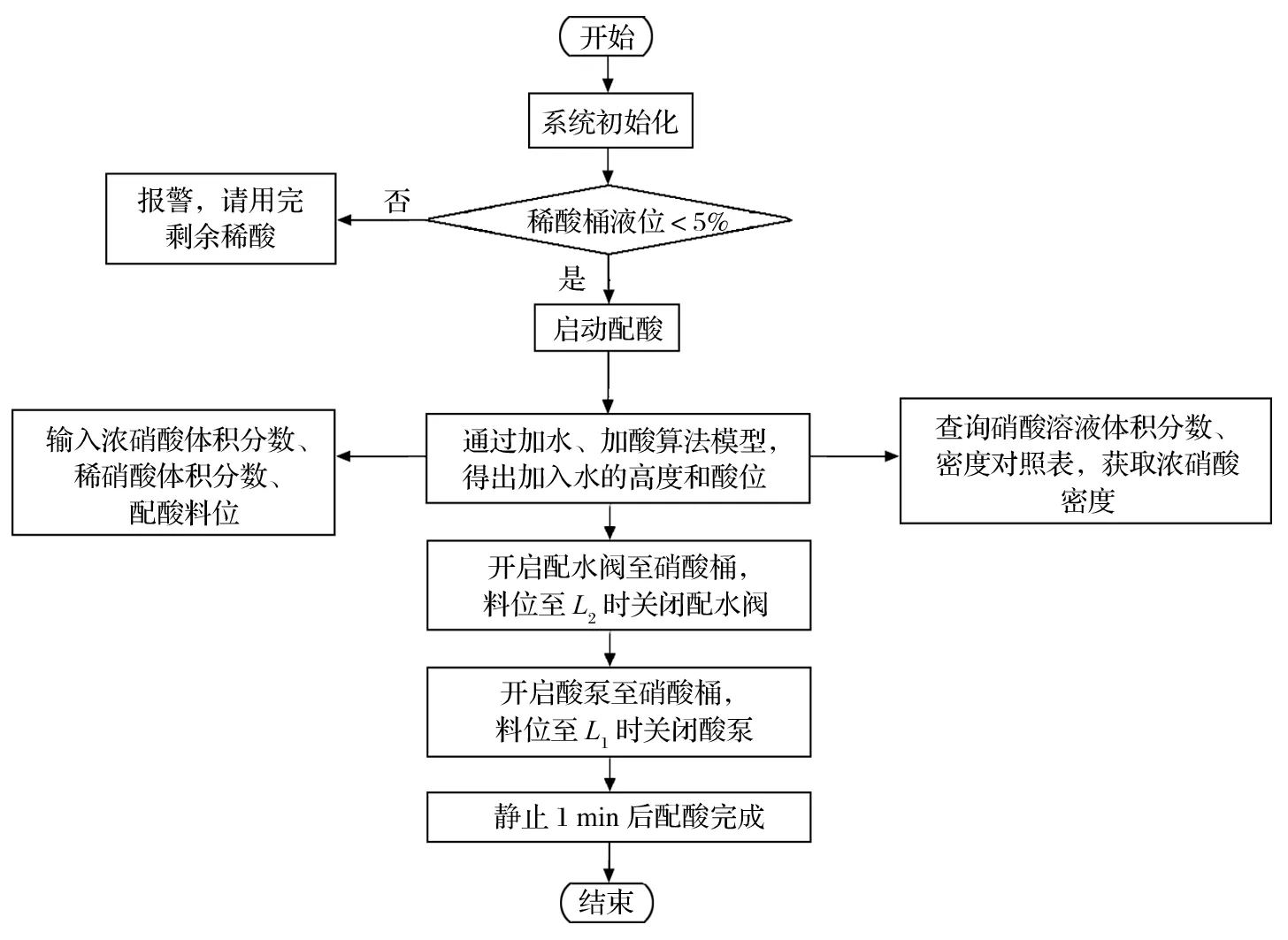
圖5 自動配酸邏輯控制Fig.5 Logic control of automatic acid blending
設定需要配定的酸位L、稀酸桶半徑r,配酸體積

設濃硝酸的體積為V1,加入水的體積為V2,則

配酸體積分數

式中:D1為濃硝酸的密度。
通過查表得D1=1.5 g/cm3,代入可得加入水的體積

進而得出

其中

式中:L2為配水閥開啟時酸位。
加入濃硝酸的體積

進而得出

其中

式中:L1為酸泵開啟時酸位。
4 觸摸屏組態
根據陶瓷過濾機工藝控制要求,本設計中組態共有 22 個功能畫面,系統主畫面如圖 6 所示。
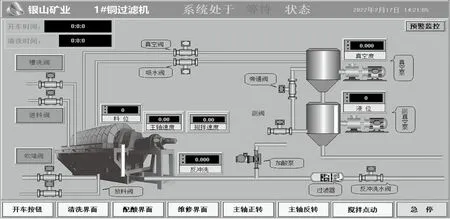
圖6 系統主畫面Fig.6 Main interface of system
觸摸屏組態系統主要功能如下:
(1) 上電自動檢測是否與 PLC 通信成功,如未成功,則彈出“未連接成功”提示框;
(2) 觸摸屏所有操作具有二次重復確認功能,并執行腳本顯示對應動作狀態;
(3) 在觸摸屏中可完成態儀表數據工程量換算算法、配酸策略等關鍵算法;
(4) 識別并動態展示系統狀態、設備狀態,具備報警監控、操作記錄功能。
5 效果評價
本控制系統自 2021 年 5 月份進行改造,當年 6 月份投入使用。改造后,銅精礦含水率對比如表 1 所列。

表1 改造前后銅精礦的含水率對比 Tab.1 Comparison of water content of copper concentrate before and after reconstruction %
由表 1 可知,改造后,銅精礦的含水率呈下降趨勢,且降幅較大。
6 結語
利用 DVP 系列 PLC 實現了智能控制系統的全流程設計,涵蓋硬件選型、電氣設計、軟件編程、畫面組態等多個環節,包含了自動循環脫水、自動配酸及瓷板真空聯鎖保護,可動態展示設備運行狀態、智能識別運行過程。在設計過程中,使用 PLC 實現了配酸的智能化算法;利用中繼器控制信號切換的方式,解決了一個模擬量通道接受和處理多個儀表信號的問題。在滿足現場使用的情況下,降低了控制成本,提高了陶瓷過濾機自動化水平,實現了效益最大化。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
