蒸壓釜法蘭齒根裂紋分析及處理
2022-05-20 07:36:16馬中元
廣州化工 2022年8期
馬中元
(廣東省特種設備檢測研究院湛江檢測院,廣東 湛江 524022)
蒸壓釜是用于蒸養煙灰制品或硅酸鹽制品的專用設備。其特點是采用齒嚙式快開結構,并配有釜門開啟關閉的安全聯鎖裝置。釜體由筒體和釜體法蘭焊接而成,釜蓋由釜蓋法蘭和球冠封頭焊接而成,釜體法蘭和釜蓋法蘭均采用整體鍛造加工。
蒸壓釜是特種設備監管下的壓力容器,其工作壓力不高,一般低于1.3 MPa,但體積較大,運行過程中儲存較大能量,如果使用和保養不當,就會有產生事故的危險,而一旦發生爆炸,危害性極強,后果十分嚴重。
1 蒸壓釜檢驗基本情況
2021年3月,我院對某管樁廠1臺蒸壓釜進行了定期檢驗。該蒸壓釜于2012年10月制造,設計壓力1.6 MPa,設計溫度204 ℃,介質為飽和水蒸汽,規格φ2850 mm×20 mm×28134 mm,筒體和封頭材料為Q345R,釜體法蘭和釜蓋法蘭材料選用16MnⅡ鍛件,安全閥開啟壓力1.25 MPa,投用日期為2013年4月,設計使用年限15年。
針對本次檢驗蒸壓釜實際情況,依據相關法規標準制定詳細的檢驗方案。表面缺陷檢測采用磁粉檢測方法,用ZCM-DA1202型磁粉探傷機(交流磁軛法磁化)對蒸壓釜釜體及釜蓋法蘭釜齒表面進行了100%的磁粉檢測。探傷結果顯示:在釜體及釜蓋法蘭嚙合齒根部及受壓端面有大量裂紋存在,呈軸向延伸,最長達80 mm,如圖1所示。

圖1 嚙合齒根部裂紋
2 釜體及釜蓋法蘭應力分析
2.1 法蘭釜齒嚙合結構
蒸壓釜釜體法蘭和釜蓋法蘭在圓周方向上以均勻分布的齒相嚙合。其工作原理是沿快開裝置的圓周方向的均布的齒通過將頂蓋法蘭旋轉某一角度,實現頂蓋法蘭齒與卡箍齒之間的嚙合和錯開,從而得到快速啟閉的目的。法蘭釜齒結構如圖2所示。
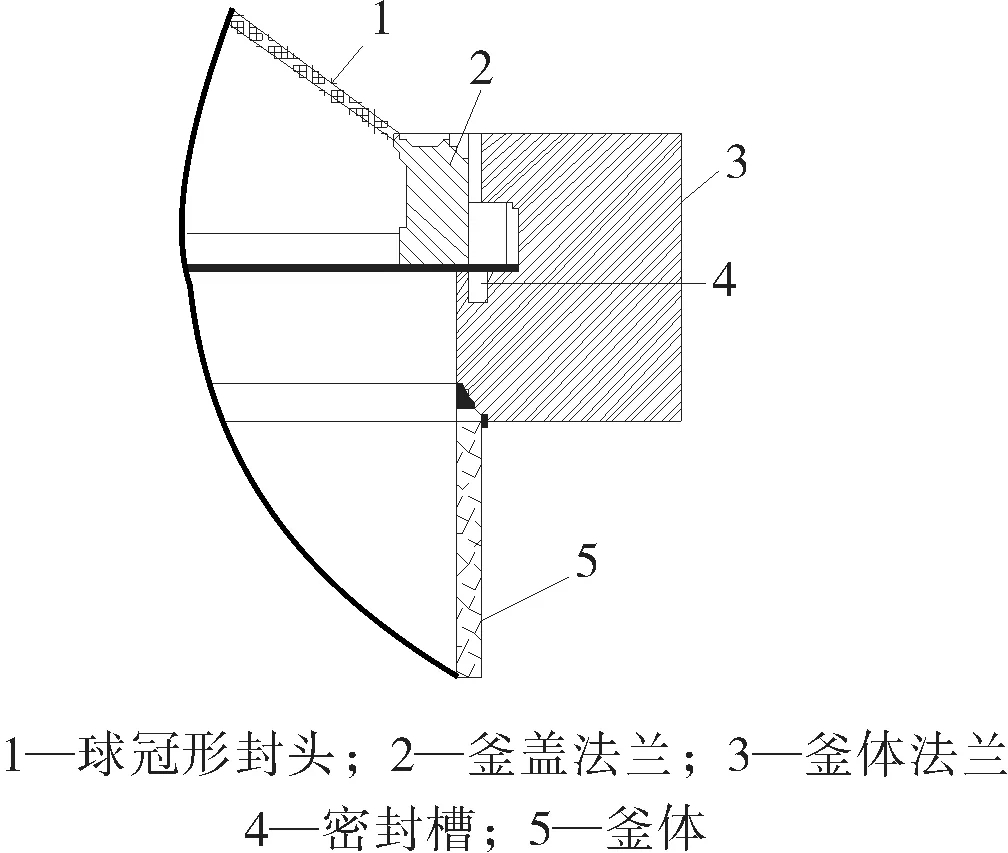
圖2 蒸壓釜法蘭釜齒嚙合結構
2.2 應力分析
蒸壓釜釜齒采用機加工成型,齒根部位為結構不連續部位,易產生應力集中,行業標準JC/T 720-2011《蒸壓釜》中規定釜蓋法蘭和釜體法蘭牙齒接觸面的齒根圓角半徑不小于5 mm,因此在釜齒加工過程中要求嚙合齒根部為圓角,以減小應力集中系數。頻繁開關蓋是快開門壓力容器的使用特點,從該蒸壓釜管樁蒸壓工藝可以了解到該釜就是一種典型的間歇操作設備,其工作周期主要由升壓、保壓和降壓3個階段組成,開停頻繁,且溫差大,隨著使用過程中升溫升壓、降溫降壓的周期性循環,蒸壓釜承受著交變載荷和溫差應力的共同作用[1]。蒸壓釜法蘭沿環向分布的齒是均勻間斷分布的,并且齒數為偶數,齒間尺寸略大于牙齒尺寸。罐門關閉后,釜體法蘭與釜蓋法蘭牙齒嚙合對齊,嚙合力沿齒面徑向均布或線性分布[2]。法蘭在內壓作用下,牙齒部分承受軸向力,齒根其橫向和縱向截面為危險截面,主要承受剪力和彎曲應力。文獻[3]通過有限元模型認為,嚙合齒根部是應力高強度區,是比較危險的截面。有學者利用ANSYS Workbench對蒸壓釜進行了靜力學分析,通過蒸壓釜工作時靜力學下的應力分布云圖,得到蒸壓釜安全系數最小易發生疲勞損傷的區域在法蘭齒根、齒根側面和齒尖,符合現狀[4]。HG/T 20582-2020《鋼制化工容器強度計算規范》—整體相連的齒嚙式卡箍連接件設計章節中給出了齒根應力計算公式,卡箍齒根的軸向剪切應力:
(1)
卡箍齒根的彎曲應力:
(2)
封頭齒根的軸向剪切應力:
(3)
封頭齒根的彎曲應力:
(4)
式中:H為由內壓引起的總軸向力;n為齒數;L為卡箍齒在根部的弧長;T1為卡箍環厚度;Cm為卡箍齒有效長度;Lc為封頭齒在根部的弧長;h3為封頭齒在根部的厚度。
從以上應力公式中可以看出齒根的軸向剪切應力、彎曲應力與齒在根部的弧長和厚度有關,成反比關系,如果增大齒在根部的弧長,齒根應力將減小,裂紋萌生的幾率隨之也將減小。
3 裂紋產生原因
從上述應力分析可知,蒸壓釜法蘭釜齒根部由于結構不連續,導致該部位應力集中系數高,是應力高強度區,且蒸壓釜工作過程中釜體法蘭和釜蓋法蘭經常啟閉,處于周期性運行過程中,嚙合齒承受交變載荷和溫差應力的共同作用,在使用過程中萌生裂紋并加速擴展;另外,檢驗中發現釜體法蘭和釜蓋法蘭嚙合齒的嚙合表面加工制造平整度不符合要求,超出了通常控制其平面度的范圍要求,造成齒與齒之間擠壓不均,從而受力不均。
4 表面裂紋處理
蒸壓釜釜體法蘭和釜蓋法蘭齒根裂紋的存在會大大減弱嚙合齒的強度,造成安全隱患,因此必須予以處理。《固定式壓力容器安全技術監察規程》定期檢驗章節中8.5.4條規定,檢驗后的壓力容器內、外表面不允許有裂紋存在。因此,該蒸壓釜法蘭嚙合齒根部及受壓端面的所有裂紋必須打磨消除。蒸壓釜釜齒齒側裂紋在一定深度范圍內是可以進行非焊接打磨修復的,存在最佳打磨圓弧半徑,可滿足強度要求[5]。依據相關的法規標準制定返修方案,返修方案需經返修單位技術負責人批準。首先,對發現的裂紋采用角向砂輪機進行打磨,打磨與磁粉探傷相配合以確定裂紋完全清除。打磨后形成的凹坑不在允許范圍內的應當進行補焊,參與返修施焊的焊工必須持有國家市場監督管理部門頒發的焊工合格證,在有效期間擔任合格項目的焊接工作。施焊前應將磨槽表面及其周圍的污物和雜質清除干凈,根據合格的焊接工藝評定制定焊接工藝卡,嚴格按工藝卡規定的焊接工藝參數進行焊接,嚴格控制焊接線能量,補焊后對補焊部位進行外觀檢查,用電動砂輪機將焊縫及邊緣打磨光滑,去除補焊部位的回火焊道,最后需經磁粉檢測合格。
5 結 論
(1)經應力分析可知,蒸壓釜法蘭嚙合齒齒根部位是應力高強度區,是比較危險的截面;
(2)蒸壓釜法蘭齒根裂紋的形成主要是由于該部位結構不連續,應力集中系數較高,在使用過程中受到交變載荷和溫差應力的共同作用,且法蘭嚙合齒的嚙合表面的平整度不符合要求,造成齒與齒之間擠壓受力不均;
(3)在蒸壓釜定期檢驗過程中,應對釜齒根部進行嚴格的無損檢測。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
海峽科技與產業(2016年3期)2016-05-17 04:32:12
