高速干式滾齒加工工藝參數優化研究進展
2022-05-25 08:16:22程耀楠馬春張劍宇辛黎明王新宇
哈爾濱理工大學學報 2022年2期
程耀楠 馬春 張劍宇 辛黎明 王新宇

摘要:滾齒加工工藝是應用比較廣泛的齒輪加工工藝之一,高速干式滾齒加工的出現和逐步成熟為齒輪加工實現綠色節能加工以及高效自動化生產提供技術條件。為降低加工成本和提高生產效率,加工工藝參數選擇直接影響齒輪加工效率、刀具壽命和機床加工誤差等性能指標之間的優化平衡。在分析滾齒工藝切削原理及運動關系的基礎上,明確工藝變量,對優化目標和約束條件進行分析,詳細剖析仿真及優化方法研究成果,闡述其解決的技術問題和實現方案。系統總結出高速干式滾齒加工工藝參數優化中存在的技術難點,探討該研究領域未來的發展趨勢和需進一步探索的熱點問題,為探究改善工件表面質量、降低加工誤差和提高刀具壽命等提供理論支持。
關鍵詞:干式滾齒加工;優化變量;目標函數;有限元仿真;工藝參數優化
DOI:10.15938/j.jhust.2022.02.002
中圖分類號: TG501
文獻標志碼: A
文章編號: 1007-2683(2022)02-0010-11
Research Progress on Technology Parameter
Optimization of High-speed Dry Gear Hobbing
CHENG Yao-nan,MA Chun-jie,ZHANG Jian-yu,XIN Li-ming,WANG Xin-yu
(School of Mechanical Power Engineering, Harbin University of Science and Technology, Harbin 150080, China)
Abstract:Gear hobbing technology is one of the most widely used gear processing technologies. The emergence and gradual maturity of high-speed dry gear hobbing provide the technical conditions for the realization of green and energy-saving processing and efficient automatic production of gear processing. In order to reduce the machining cost and improve the production efficiency, the machining parameters directly affects the optimal balance among the performance indexes of gear machining efficiency, tool life and machine tool error and so on. On the basis of analyzing the cutting principle and movement relationship of gear hobbing process, the process variables are defined, the optimization objective and constraint conditions are analyzed, the research results of simulation and optimization methods are analyzed in detail, and the technical problems solved and the implementation scheme are described.The technical difficulties in the process parameter optimization of high-speed dry gear hobbing are summarized systematically, and the future development trend and hot issues to be further explored are discussed, which provides theoretical support for improving the surface quality of the workpiece, reducing the machining error and improving the tool life.
Keywords:dry gear hobbing;optimization variables;objective function;finite element simulation;process parameter optimization
0引言
齒輪是轉換動力的主要元件,廣泛應用于高端大型裝備、汽車變速箱和航空航天等領域[1],齒輪生產加工水平與齒輪行業的發展趨勢密切相關。面對日益激烈的市場競爭,齒輪加工技術需朝著智能化、高效率和綠色節能方向發展。常見的齒輪加工方式有滾齒、插齒和銑齒等,在齒輪粗加工和半精加工中滾齒工藝具有應用最為廣泛、通用性最好和生產效率最高等優勢。高速干切滾齒加工比濕式滾齒加工效率明顯提升,同時消除了切削液的使用,加工過程更加環保[2]。與傳統濕式齒輪加工相比,高速干式滾齒加工具有顯著優點[3]:①較高的切削速度使載熱量大的切屑能夠快速被帶走,齒輪表面熱變形較小,不易發生熱變形,齒輪表面完整性得到提升;②消除了使用切削液的負面影響,減少了工藝污染,且使得切屑更加清潔,消除了因使用切削液而產生的機器設備維護成本;③隨著切削速度進一步提高,生產效率更高,加工成本得到降低[4]。因此,為了改善使用切削液產生的負面影響,實現齒輪加工的綠色節能,在齒輪加工中采用高速干式滾齒加工工藝是齒輪制造的未來發展趨勢。
高速干式滾齒工藝參數優化是提高加工效率的有效途徑,工藝參數的選取對于刀具壽命、齒輪加工成本和齒輪加工質量等性能指標之間的優化平衡有顯著的影響。合理的加工工藝參數組合,可以充分發揮機床和刀具等設備的性能。采用優化的加工工藝參數進行實際加工,有利于減少整個加工系統的加工成本。另外,通過對生產過程中的加工信息進行參數優化,有利于實現加工的高效節能,將優化出的工藝參數運用到實際生產中具有重要意義。
主要從滾齒加工原理、優化變量、目標函數、約束條件、仿真和優化方法等方面進行深入剖析,探討所建立的優化方法及模型,闡述其解決的技術問題,實現高速干式滾齒工藝參數優化在自動化制造生產和環保加工上的應用,研究結果可為探究改善工件表面質量、降低加工誤差和提高刀具壽命等提供理論參考。
1滾齒加工原理分析
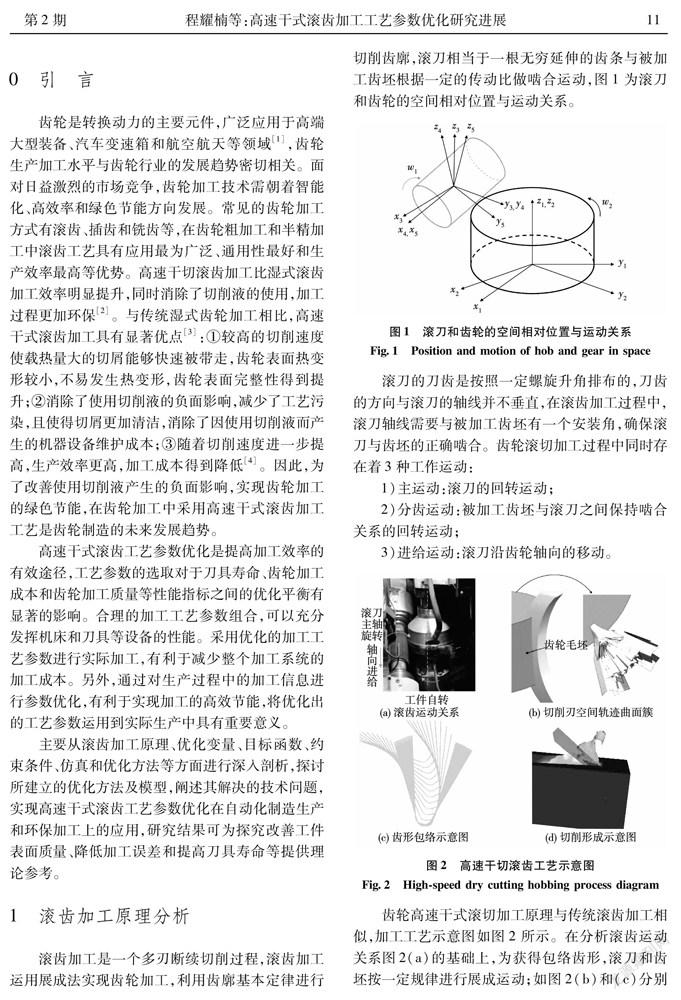
滾齒加工是一個多刃斷續切削過程,滾齒加工運用展成法實現齒輪加工,利用齒廓基本定律進行切削齒廓,滾刀相當于一根無窮延伸的齒條與被加工齒坯根據一定的傳動比做嚙合運動,圖1為滾刀和齒輪的空間相對位置與運動關系。
滾刀的刀齒是按照一定螺旋升角排布的,刀齒的方向與滾刀的軸線并不垂直,在滾齒加工過程中,滾刀軸線需要與被加工齒坯有一個安裝角,確保滾刀與齒坯的正確嚙合。齒輪滾切加工過程中同時存在著3種工作運動:
1)主運動:滾刀的回轉運動;
2)分齒運動:被加工齒坯與滾刀之間保持嚙合關系的回轉運動;
3)進給運動:滾刀沿齒輪軸向的移動。
齒輪高速干式滾切加工原理與傳統滾齒加工相似,加工工藝示意圖如圖2所示。在分析滾齒運動關系圖2(a)的基礎上,為獲得包絡齒形,滾刀和齒坯按一定規律進行展成運動;如圖2(b)和(c)分別為滾刀切削刃空間軌跡曲面簇和齒輪包絡齒形示意圖;圖2(d)為采用Deform-3D軟件獲得的仿真切屑[5]。齒輪加工原理較為復雜,高速干式滾齒加工涉及較多的工藝參數,與加工效率和加工成本等有密切的聯系,有必要對高速干切滾齒工藝參數優化進行深入探討。
2優化變量
優化問題的本質即為合理的選擇優化變量,滿足優化目標的要求,優化變量的設計需要保證相互獨立。工藝參數指的是加工過程中能夠控制的變量,選擇合理的工藝參數,齒輪加工效率能夠得到大幅提高。以高速干式滾齒為例,影響滾齒加工的工藝參數主要包括機床性能、刀具性能和加工參數等,如圖3所示,工藝參數直接或間接對齒輪加工質量和生產效率等產生影響。
2.1刀具及工件材料
齒輪材料種類繁多,工況復雜,失效形式多種多樣。齒輪材料選擇不合適,容易造成齒輪損傷,進而引起失效。對于高速干切滾齒加工而言,齒輪常見材料為40Cr、45鋼和20CrMnTi齒輪等。在高速干切滾齒工藝中,材料的可加工性是制定切削工藝參數的關鍵因素,齒輪材料的可加工性對選取切削參數有重要的影響。刀具在切削過程中受到高溫、高壓的作用,刀具與工件之間的摩擦會引起刀具產生磨損。選擇合理的刀具材料性能,對加工高品質的零部件有重要意義。Sari等[6]對硬質合金、PM-HSS、金屬陶瓷、PCBN刀具在不同切削速度下進行干式滾齒切削。與其他3種切削材料相比,PCBN刀具在切削過程中具有更高的性能,生產效率最高。但PCBN刀具切削過程易發生刀具失效,不能保證切削過程的穩定性,硬質合金刀具用于齒輪精加工具有較高的生產效率。
2.2刀具參數
滾刀可看成繞分度圓柱多圈的近似螺旋齒輪,利用展成法對齒輪進行切削,圖4為高速干切滾刀與普通濕切滾刀結構圖,干切滾刀整體長度較長,有更高的涂層材料要求。滾齒加工過程中,滾刀和齒輪產生摩擦,使刀刃受到一定程度的磨損,同時切削產生大量切削熱,使切削刃溫度升高,并且其中一部分熱傳遞給滾刀,使滾刀發生熱變形,影響滾齒加工質量。因此,滾刀結構的幾何參數對工藝參數優化有顯著的影響。
國內外學者對滾刀材料及參數進行了一定研究。Ni等[7]將滾刀直徑d、滾刀頭數z等作為提高滾齒性能的優化變量。提出一種改進的多目標多元優化算法(MOMVO)的決策方法,優化確定最優工藝參數,得到滾刀直徑d、滾刀頭數z的最優解集。該方法能在加工時間、生產成本和刀具壽命方面達到較好的平衡。針對傳統滾齒加工存在較大誤差的問題,曹建等[8]構建齒輪滾刀控制的主軸振動響應函數,根據函數優化向量解的推導模型實現工藝參數優化,實現滾刀優化控制。采用該方法進行齒輪高速干切加工的滾刀控制,提高了高速干切滾齒加工精度。張成龍等[9]針對傳統濕切滾齒和高速干式滾齒的不同條件,研究了一種新的高速干切齒輪滾刀參數化設計系統,以高加工效率、高滾刀壽命及高加工精度為目標對滾刀進行參數優化,提高了設計效率,有較高的實用價值。
2.3機床參數
高速干式滾齒機床對齒輪加工精度和加工效率等有明顯的影響。閆文[10]結合熱誤差監測卷積神經網絡(CNN)模型,設計了熱誤差補償系統,結合反向傳播(BP)神經網絡模型,完成了對高速干切滾齒機熱誤差監測的BP神經網絡模型訓練,該模型的識別準確率達到82.39%。實際研究中需結合滾刀磨損和齒坯余量不均等多種誤差因素,從根本上控制滾齒機加工誤差,提高齒輪加工精度。Li等[11]根據滾刀轉速、滾刀軸向進給量等參數優化滾刀主軸系統熱能積累,建立了高速干式滾齒主軸系統熱能平衡控制的解析模型。利用模擬退火法求解該優化模型,得到滾刀轉速和滾刀軸向進給量的最優解。干式滾齒機床電主軸系統的最高溫度得到降低,該優化模型可以為熱穩定控制選擇合適的工藝參數,提高加工效率和精度提供參考。
2.4切削參數
高速干式滾齒切削過程中,工藝參數的選取對刀具壽命和加工效率有明顯影響。在高速干式滾齒加工過程中,選擇合適的切削參數對齒輪加工參數優化有重要作用。高速干式滾齒切削速度較高且缺少切削液的潤滑冷卻,切削參數對滾刀壽命、機床變形誤差和加工精度等有明顯影響。高速干切滾齒切削參數主要包括切削速度、背吃刀量、進給量等。圖5為高速干式滾齒加工參數及運動關系,被加工齒坯與滾刀之間保持嚙合關系的回轉運動,滾刀繞主軸進行高速回轉運動,并沿齒輪軸向作進給運動。
倪恒欣等[12]將軸向進給速度、主軸轉速作為優化變量,構建了以最小加工能耗、最優加工質量為目標的多目標優化模型。利用改進的多目標灰狼優化算法(MOGWO)對多目標優化模型進行求解,并通過逼近理想解排序法(TOPSIS)對優化的工藝參數解進行多屬性決策,使加工能耗和齒輪誤差得到降低。根據高速干式滾齒工藝特點,Wu等[13]將模型優化變量設為主軸轉速、進給速度、背吃刀量及滾刀
頭數等,設計了基于數據驅動的高速干式滾齒優化模型。梯度提升回歸算法(GBR)的滾齒精度預測模型和廣義回歸神經網絡(GRNN)的能耗估計模型具有較好的預測能力。所提出的自適應多目標差異進化算法(AMDE)的最優解搜索能力高于傳統的差異進化算法(DE)和多目標遺傳算法(NSGA-II)。張應等[14]采用單個刀齒對滾刀壽命進行評價分析,建立了滾刀壽命參數優化模型,提出利用優化滾齒加工參數以及采用新型竄刀方式提升滾刀壽命的方法。
3優化目標函數
模型參數優化過程中,通常使用目標函數描述模擬結果與實際數值的接近程度,目標函數的選取對參數優化的結果有一定程度的影響,建立優化模型需要先明確優化目標。高速干切滾齒加工過程中,切削熱量高且釋放不均勻,調整工藝參數會影響滾刀與齒輪的受熱分布情況,進而影響齒輪加工質量、刀具壽命和加工能耗等。因此,實際加工中需要研究生產效率、刀具壽命、加工能耗和生產質量等與工藝參數之間的關系,從而得到齒輪高速干式滾切最優加工工藝,如圖6所示。
3.1齒輪加工效率
齒輪加工效率與工藝參數有密切聯系,在滾齒加工過程中,需要預留較大的齒輪加工余量[15]。在確保滾刀壽命的前提下選取合適切削用量對于降低滾齒加工成本和提升加工效率具有重要意義。以高速干式滾齒加工切削直齒輪為例,加工時間t表達式(1)如下:
從上式可知,切削參數對滾刀切削時間有顯著影響,齒輪加工參數和滾刀幾何參數影響滾刀切削路徑長度;隨著進給量和切削速度的增加,切削時間明顯降低,加工效率得到提升。
Li等[11]利用模擬退火法求解該優化模型,縮短了去除材料的時間,該優化模型可以為選擇合適的工藝參數和提高加工效率和精度提供參考。陳鵬等[16]以齒輪自動化加工效率為目標,提出了一種滾齒加工參數優化模型,為實現齒輪高效自動化生產,建立了高速干式滾齒加工工藝參數的優化修正模型,得到切削速度和最大切屑厚度的最優值,在車間實際加工取到了良好的效果,齒輪加工效率得到提升。
3.2齒輪加工成本
就企業生產而言,產品的加工成本是考慮的主要因素,降低加工成本可使產品具有顯著優勢,提高生產的純利潤。在齒輪高速干式滾切加工過程中,加工成本主要由機床儀器設備和刀具成本組成,加工成本計算公式[3]如下:
其中,C為單件齒輪加工成本,C為單位時間內機床折舊成本,t為齒輪加工時間;k為滾刀重涂層及重磨次數,C為購買滾刀所需成本,C為單次重磨滾刀成本,N為滾刀單次重磨加工齒輪件數,C為單次重涂層滾刀成本。
Xiao等[17]以能耗和加工成本最小為目標進行高速干切滾齒參數優化,采用改進的競爭算法對優化目標進行驗證求解,通過預測建模和參數優化的協同工作,實現了滾齒加工的高效節能,通過降低主軸轉速和進給速率,刀具壽命得到提高,加工成本得到降低,總能量得到增加,算法的收斂速度還需進一步提升。
3.3機床能耗
滾齒機床作為齒輪生產過程中保有量較大的機床,滾齒機床能耗量較大。研究機床加工能耗對滾齒加工高效自動化和綠色環保具有重要意義,能耗模型的精度可以準確表達出能耗與工藝參數的關系,優化加工工藝參數可以提高滾齒機床能效,對提高滾齒加工效率具有重要的理論指導意義。
Cai等[18]在建立高速干切滾齒能量效率模型的基礎上,對干式和濕式滾齒機床能量效率進行比較分析。通過對比分析,干式機床雖然具有較大的瞬態能耗,但其能效高于濕式機床,研究結果對干式機床的開發和應用具有積極意義。付松[19]系統地分析數控高速干式滾齒加工過程的能耗時段特性,構建了加工能耗模型和函數。在優化滾齒工藝參數基礎上,開發了滾齒加工參數優化系統,綜合考慮滾齒機床所消耗的能耗和切削時間,比單獨優化的方案更優,達到了加工能耗與加工時間的協調最優,并在滾齒車間驗證了優化系統的準確性和實用性。
3.4齒輪加工誤差
齒輪高速干式滾齒加工在實際生產中須考慮齒輪加工質量。滾齒加工具有多刃斷續切削的特點,齒輪表面由切削刃空間軌跡曲面包絡形成,齒輪表面實際值與理論值存在一定的誤差,且誤差值與刀具切削參數和結構等密切相關,主要存在熱變形和振動等引起齒輪加工誤差,包括齒形誤差δ和齒向誤差δ。
陶桂寶等[20]建立了機床熱變形誤差模型,如圖8所示,探究了機床熱變形對滾齒加工精度的影響趨勢,被加工齒輪的齒距累積總偏差由6級精度提高到5級,對高速干式滾齒機床控制和補償熱誤差具有一定的參考價值。其中,L為床身受熱變形前兩立柱之間的有效長度;L、L為大、小立柱的有效寬度;H為切削點位置對應在大、小立柱處的高度。基于齊次坐標變換原理,鄧峰[21]建立了高速干切滾齒切削力模型和機床幾何誤差重構模型,結果表明切削力的大小與滾刀、齒輪及加工參數有關,可通過提高滾刀的切削速度和減小滾切深度,減小高速干切滾齒的切削力,減小齒輪的加工誤差,提高加工精度。
3.5綜合優化目標函數
高速干式滾齒加工工藝參數優化大多集中在單一目標上,比如對于加工成本、加工效率或加工誤差等方面的優化。選擇單一目標進行參數優化,準確性高,縮短了優化工作時間。在實際加工中,通常需要對多個目標進行優化,獲得多個目標在彼此影響下的最優值。在確保加工質量最優的基礎上,使加工成本與加工效率等達到最優平衡。綜合目標優化是對整體目標進行參數優化,獲取的是綜合目標最優值,與實際齒輪加工相比,綜合目標優化具有指導意義。不同目標函數具有不同的維數和數量級,為了解決存在的差異,使各個子目標具有不同的權重因子。
4約束條件
在實際滾齒加工中,機床、加工條件和刀具等技術條件會對加工工藝參數的選擇產生限制作用。因此,需要綜合考慮對應的約束條件,主要包括刀具、機床系統和加工質量等方面的要求。鐘金龍[15]針對高速干切滾齒工藝參數進行優化研究,對滾齒機床輸出功率、加工質量、主軸扭矩、刀具耐用度、切削速度和進給量進行相關約束限制,如圖9所示。
5有限元仿真
有限元仿真被用來獲取建模數據和檢驗參數優化結果,在參數優化過程中具有不可忽視的作用。建立優化模型需要利用仿真獲取數據,數據的準確性會對建模的成功率產生影響,進而影響參數優化結果。選擇高精度的數據采集設備和恰當的仿真軟件至關重要。
Kadashevich等[22]提出了一種改進的dexel模型,該模型可以描述齒輪的幾何形狀,利用ABAQUS有限元軟件解決了熱-力耦合問題,避免了預先產生的熱誤差。周力等[5]基于滾齒切削原理,利用Pro/E和Mathematica軟件建立了高速干式滾齒加工運動關系及三維模型,如圖10所示,并使用Deform-3D軟件對滾齒過程模型及性能進行研究,仿真與實際滾齒獲得的切屑形態十分相似,間接驗證了仿真試驗方法的準確性,如圖11所示,研究結果可為高速干式滾齒加工參數優化提供實際的參考價值。
Friderikos等[23]探究了干式滾齒加工中切屑沖擊對切削刃崩刃現象的影響規律,利用仿真得到相鄰位置之間的切屑擠壓,如圖12所示,建立了高速干切滾齒加工切屑沖擊理論。Claudin等[24]根據數控五軸加工模擬滾刀與齒輪的切削運動,獲得了高速干切滾刀的磨損變化規律,隨著被加工齒輪數量的增加,刀具磨損量逐漸增加,主要分布在頂刃及側刃附近,可為選擇合適的切削優化參數提供參考價值,以減少刀具的磨損量,提高刀具壽命。
作者根據Deform-3D仿真軟件,對高速干式滾齒進行有限元仿真,圖13為滾齒切屑形貌及刀齒溫度場仿真圖,仿真結果與實際加工產生切屑基本一致。對前面學者仿真結果進行驗證,切屑形貌與溫度場基本吻合。利用ANSYS對滾齒加工刀架與工作臺進行仿真,溫度場如圖14所示,可為后續的高速干式滾齒參數優化提供仿真數據,提高優化準確性,對于改善工件質量和提高刀具壽命等有重要的參考價值。
通過對高速滾齒有限元仿真分析,獲得了切屑形態、刀齒溫度、磨損及切削力等數據,可為高速干式滾齒參數優化提供數據驗證,提高優化精確度,提高刀具壽命,改善工件質量。仿真過程中需建立更能體現實際切削加工條件的三維模型,完成整個滾齒切削仿真,綜合考慮熱-力-微觀組織的多場耦合分析。
6優化方法
建立合適的模型后,需要通過恰當的優化方法進行求解,參數樣本空間和搜索機制通過優化方法來獲取,不同的優化方法具有的迭代次數和最優值準確性不一致,因此選擇合理的優化方法顯得尤為重要。
隨著低碳制造模式的提出,機床制造及齒輪加工過程碳排放量指標受到高度重視。為實現滾齒加工的低碳化,鐘健等[25]以碳耗最小為優化目標,利用反向傳播(BP)神經網絡和花朵授粉算法(FPA)獲取了待決策工藝問題的最優工藝參數,利用該決策方法碳耗更低,加工效果更好,提高了參數決策效率。圖15為滾齒工藝參數低碳優化決策流程。劉志等[26]建立了高速干切滾齒多目標優化模型,以切削速度、進給量等參數為優化變量,以滾切能耗和時間為優化目標,優化后的工藝參數能夠大幅降低加工能耗和時間,并利用加工試驗驗證了優化模型的準確性,獲得了最優工藝參數組合,優化結果與試驗結果比較接近,誤差低于3%。Zhang等[27]建立了切削參數優化模型,并運用迭代法求解,建立了SINUMERIK 840D數控系統的參數在線自適應優化系統,開發了高速干切滾齒機參數決策系統,結合優化模型可顯著提高優化效率,優化后的加工成本得到降低。
周力[28]提出了一種高速干式滾齒工藝參數優化方法,如圖16所示,滾刀單刃切削加工仿真可為參數優化提供了現實依據,確定了合理的優化工藝參數,開展滾刀多刃切削仿真對工藝參數優化具有重要意義。劉磊等[29]建立了高速干式切削性能綜合評價模型,基于模糊綜合評價方法,獲得了干式切削工藝性能評價最優值,干式切削工藝性能等級為一級,有利于工藝參數優化的進行,提升其綜合性能。劉海江等[30]建立了關于最高生產率的目標函數,并提出了優化切削參數模型,有利于優化滾刀的結構設計,可以快捷、準確地制作出滾刀三維結構,生產效率得到大幅提高。
Yang等[31]建立了以切屑平均溫度最小為目標的熱能平衡優化模型,采用綜合粒子群優化方法,提出了熱能變化分配比例,運用所建立的優化方法,降低了優化的空間溫度,能夠為實際生產中選擇合適的切削參數提供參考價值。決策變量與加工成本和加工效率有密不可分的關系,可以將決策變量考慮到進一步多目標優化中。劉藝繁等[32]以改進的多目標遺傳算法為主體模型,利用遺傳算法改進后的反向傳播神經網絡,建立了加工優化目標的預測模型,提升了網絡的預測精度,收斂程度較好,可以實現加工能耗與刀具壽命的綜合最優。
作者團隊采用改進的多目標遺傳算法(NSGA-II)對高速干切滾齒工藝參數進行優化,如圖17所示。以切削速度和進給量為優化變量,考慮刀具壽命、加工時間和加工成本作為優化目標函數,具體分別如下:
對于多目標函數的優化求解,對每個目標都需要提前制定一個目標值,在滿足約束條件范圍內,尋找出與目標值最接近的解。期望值為滾刀壽命L取最大值,而加工時間T和加工成本C取最小值,則數學模型表達式如下:
得到了優化的切削速度和進給量,得到的切削參數優化結果刀具壽命、加工時間和加工成本達到最優值。
7結論與展望
通過對國內外高速干切滾齒工藝的優化變量、優化目標、仿真與優化方法等方面的內容進行詳細探討,可看出加工工藝參數優化在推動高速干式滾齒切削技術的研究和發展方面取得了一定的成果,主要體現在以下幾個方面。
1)通過高速干式滾齒加工試驗驗證優化模型的準確性研究增多,開發了更多集軟硬件一體的滾齒加工工藝參數優化支持系統,有利于選擇合適的加工參數。
2)優化方法組合的選用,對多個目標進行參數優化,為獲得多個目標在彼此影響下的最優值提供了最佳方法。
3)高速干式滾齒加工過程碳耗和工藝參數優化研究增多,為滾齒加工綠色化和低碳化發展研究奠定了基礎。
4)采用有限元仿真方法的研究增多,在二次開發基礎上,可以自定義子程序的開發及應用,使仿真結果更接近真實的滾齒加工條件,齒輪加工精度和加工效率得到提高。
5)建立了有限元仿真和優化方法相結合的工藝參數優化流程,擺脫了對傳統加工方式的依賴,得到更加全面的高速干式滾齒加工工藝參數優化結果,可以實現高效的生產加工。
6)優化方法準確率高、調整速度快、靈敏度高和綜合加工效果好,可以提高高速干式滾齒加工精度,朝著高效自動化方向發展。
盡管參數優化技術在高速干式滾齒加工領域取得了顯著進步,并且體現了較好的應用潛力。但是,關于參數優化技術在高速干式滾齒加工領域的應用在某些方面仍然存在一定的困難和挑戰,建議從以下幾個方面進行探索。
1)高速干式滾齒加工工藝參數優化方法種類、算法效率和收斂性是實現高質量滾齒加工的關鍵,如何研究出更能勝任持續優化算法,是實現良好的加工參數優化決策的重要前提。
2)在工藝路線確定的基礎上,探討工藝參數與生產過程之間的變化規律,為形成更加完整的高速干式滾齒工藝參數優化流程提供技術支持。
3)高速干式滾齒加工工藝參數能耗優化問題是研究的熱點,在揭示滾齒加工工藝參數與能耗間基本規律的基礎上,綜合考慮工藝參數與滾刀切入切出路徑、多次走刀以及機床運轉狀況等關鍵因素將是滾齒加工領域新的突破點。
4)鑒于工藝參數優化計算機輔助系統的不足,將高速干式滾齒常用材料庫具體應用于優化系統中,并將切削模型、有限元仿真和準確的材料參數進行有效結合,自動化處理分析滾齒加工切削力、切削溫度和刀具磨損分布狀況,將是進一步完善高速干式滾齒工藝參數優化過程的有效途徑。
5)現有的參數優化方法主要基于特定的工件和刀具,同一批次的工件往往需要使用不同刀具進行加工,如何將高速干式滾齒加工工藝參數優化有效運用到通用類型刀具的優化決策中,是未來的發展趨勢。
參 考 文 獻:
[1]趙韓, 吳其林, 黃康, 等. 國內齒輪研究現狀及問題研究[J]. 機械工程學報, 2013, 49(19): 11.ZHAO Han, WU Qilin, HUANG Kang, et al. Status and Problem Research on Gear Study[J]. Journal of Mechanical Engineering, 2013, 49(19): 11.
[2]STARK S, BEUTNER M, LORENZ F, et al. Heat Flux and Temperature Distribution in Gear Hobbing Operations[J]. Procedia Cirp, 2013, 8(1): 456.
[3]張應. 高速干切滾齒工藝參數優化模型及應用系統開發[D]. 重慶:重慶大學, 2017.
[4]齒輪制造手冊編輯委員會, 齒輪制造手冊[M]. 北京:機械工業出生版社, 1997.
[5]周力, 曹華軍, 陳永鵬, 等. 基于Deform-3D的齒輪高速干式滾切過程模型及性能分析[J]. 中國機械工程, 2015, 26(20): 2705.ZHOU Li, CAO Huajun, CHEN Yongpeng, et al. Process Simulation Model and Performance Analysis of High-speed Dry Gear Hobbing Based on Deform 3D[J]. China Mechanical Engineering, 2015, 26(20): 2705.
[6]SARI D, TROB?N, L?PENHAUS C, et al. Development of an Application-oriented Tool Life Equation for Dry Gear Finish Hobbing[J]. Wear, 2019, 426-427: 1563.
[7]NI Hengxin, YAN Chunping, NI Shenfu, et al. Multi-verse Optimizer Based Parameters Decision with Considering Tool Life in Dry Hobbing Process[J]. Advances in Manufacturing, 2021: 1.
[8]曹建, 王玉生, 張毅. 齒輪高速干切加工的滾刀控制優化仿真[J]. 智能計算機與應用, 2017, 7(3): 98.
CAO Jian, WANG Yusheng, ZHANG Yi.Optimization of Hob Control for High-speed Dry Cutting of Gears[J]. Intelligent Computer and Applications, 2017, 7(3): 98.
[9]張成龍, 曹華軍, 沈宏, 等. 高速干切齒輪滾刀幾何設計準則及參數化建模方法[J]. 工具技術, 2014, 48(8): 65.ZHANG Chenglong, CAO Huajun, SHEN Hong, et al. High Speed Dry Cutting Gear Hob Geometric Design Criterions and Parametric Modeling Method[J]. Tool Engineering, 2014, 48(8): 65.
[10]閆文. 干切滾齒機床熱誤差實時檢測與補償的方法研究[D]. 重慶:重慶理工大學, 2020.
[11]LI B, CAO H, YANG X, et al. Thermal Energy Balance Control Model of Motorized Spindle System Enabling High-speed Dry Hobbing Process[J]. Journal of Manufacturing Processes, 2018, 35(OCT.): 29.
[12]倪恒欣, 閻春平, 陳建霖, 等. 高速干切滾齒工藝參數的多目標優化與決策方法[J]. 中國機械工程, 2021, 32(7): 832.NI Hengxin, YAN Chunping, CHEN Jianlin,et al. Multi-objective Optimization and Decision-making Method of High Speed Dry Gear Hobbing Processing Parameters[J]. China Mechanical Engineering, 2021, 32(7): 832.
[13]WU Dayuan, YAN Ping, PEI Jie,et al. Data-driven Based Optimization for High-speed Dry Cutting Gear Hobbing Processing Parameters[J]. Journal of Physics: Conference Series, 2021, 1827(1).
[14]張應, 曹華軍, 朱利斌, 等. 齒輪高速干切滾刀壽命預估模型與優化方法[J]. 中國機械工程, 2017, 28(21): 2614.ZHANG Ying, CAO Huajun, ZHU Libin,et al. High-speed Dry Gear Hob Life Prediction Model and Optimization Method[J]. China Mechanical Engineering, 2017, 28(21): 2614.
[15]鐘金龍. 高速干式滾齒加工工藝參數優化研究[D], 重慶:重慶大學, 2015.
[16]陳鵬, 曹華軍, 張應, 等. 齒輪高速干式滾切工藝參數優化模型及應用系統開發[J]. 機械工程學報, 2017, 53(1): 190.CHEN Peng, CAO Huajun, ZHANG Ying,et al. The Process Parameters Optimization Model of Gear High-speed Dry Hobbing and Its Application System Development[J]. Journal of Mechanical Engineering, 2017, 53(1): 190.
[17]XIAO Qinge, LI Congbo, TANG Ying, et al. Multi-component Energy Modeling and Optimization for Sustainable Dry Gear Hobbing[J]. Energy, 2019, 187(15): 1.
[18]CAI W, LIU F, HU S. An Analytical Investigation on Energy Efficiency of High-speed Dry-cutting CNC Hobbing Machines[J]. International Journal of Sustainable Engineering, 2018, 11(6): 412.
[19]付松. 面向高效節能的數控滾齒加工工藝參數優化方法研究及應用[D]. 重慶:重慶大學, 2019.
[20]陶桂寶, 鐘金龍, 楊中, 等. 熱變形對高速干式滾齒機加工精度的影響[J]. 機床與液壓, 2015, 43(19): 22.
TAO Guibao, ZHONG Jinlong, YANG Zhong, et al. Effect of Thermal Distortion on Machining Precision Based on High-speed Dry Gear-hobbing Machine[J]. Machine Tool & Hydraulics, 2015, 43(19): 22.
[21]鄧峰. 高速干式滾齒切削力致機床幾何誤差對齒輪精度的研究[D]. 重慶:重慶大學, 2018.
[22]KADASHEVICH I, BEUTNER M, KARPUSCHEWSKI B, et al. A Novel Simulation Approach to Determine Thermally Induced Geometric Deviations in Dry Gear Hobbing[J]. Procedia Cirp, 2015, 31: 483.
[23]FRIDERIKOS O, MALIARIS G, DAVID C N, et al. An Investigation of Cutting Edge Failure due to Chip Crush in Carbide Dry Hobbing Using the Finite Element Method[J]. International Journal of Advanced Manufacturing Technology, 2011, 57(1-4): 297.
[24]CLAUDIN C, RECH J. Development of A New Rapid Characterization Method of Hob′s Wear Resistance in Gear Manufacturing Application to The Evaluation of Various Cutting Edge Preparations in High Speed Dry Gear Hobbing[J]. Journal of Materials Processing Technology, 2009, 209(11): 5152.
[25]鐘健, 閻春平, 曹衛東, 等. 基于BP神經網絡和FPA的高速干切滾齒低碳優化決策[J]. 工程設計學報, 2017, 24(4): 449.ZHONG Jian, YAN Chunping, CAO Weidong, et al. Low Carbon Optimization Decision for High-speed Dry Hobbing Process Parameters Based on BP Neural Networks and FPA[J]. Chinese Journal of Engineering Design, 2017, 24(4): 449.
[26]劉志, 盧紅, 夏亮, 等. 行星齒輪高速干式滾切工藝參數優化設計[J]. 機械設計與制造, 2020(8): 239.LIU Zhi, LU Hong, XIA Liang,et al. CNC High-Speed Dry Hobbing Parameters Optimization Design of Planetary Gear[J]. Machinery Design & Manufacture, 2020(8): 239.
[27]ZHANG Ying, CAO Huajun, CHEN Peng, et al. An Adaptive Parameter Optimization Model and System for Sustainable Gear Dry Hobbing in Batch Production[J]. Journal of Mechanical Science and Technology, 2017, 31(6), 2951.
[28]周力. 齒輪高速干式滾切過程有限元仿真實驗及分析[D]. 重慶:重慶大學, 2015.
[29]劉磊, 曹華軍, 李艷波. 綠色干式切削工藝性能綜合評價方法[J]. 機電產品開發與創新, 2019, 32(4): 45.LIU Lei, CAO Huajun, LI Yanbo. Comprehensive Evaluation Method of Green Dry-cutting Process Performance[J]. Development & Innovation of Machinery & Electrical Products, 2019, 32(4): 45.
[30]劉海江, 童榮輝. 干式滾齒刀具的參數化設計及優化[J]. 同濟大學學報(自然科學版), 2008, 36(5): 651.LIU Haijiang, Tong Ronghui. Parameterized Design of Dry Hob and Its Optimization[J]. Journal of Tongji University(Natural Science), 2008, 36(5): 651.
[31]YANG Xiao, CAO Huajun, LI Benjie, et al. A Thermal Energy Balance Optimization Model of Cutting Space Enabling Environmentally Benign Dry Hobbing[J]. Journal of Cleaner Production, 2018, 172: 2323.
[32]劉藝繁, 閻春平, 倪恒欣, 等. 基于GABP和改進NSGA-Ⅱ的高速干切滾齒工藝參數多目標優化決策[J]. 中國機械工程, 2020: 1.LIU Yifan, YAN Chunping, NI Hengxin,et al. Multi-objective Optimization Decision of High-speed Dry Hobbing Process Parameters[J]. China Mechanical Engineering, 2020: 1.
(編輯:溫澤宇)
