改進快速非支配排序遺傳算法熱連軋過程負荷分配的智能優化
2022-05-30 08:50:06丁敬國宋夢雪張志鴻郝學斌任連波魏子超
材料與冶金學報 2022年3期
丁敬國, 宋夢雪, 張志鴻, 郝學斌, 任連波, 魏子超
(1. 東北大學 軋制技術及連軋自動化國家重點實驗室, 沈陽 110819; 2. 河鋼邯鋼邯寶熱軋廠, 河北 邯鄲 056003)
在熱連軋精軋過程中,精軋機組軋制規程的制定對帶鋼的板形質量、組織結構以及力學性能起著至關重要的作用,對生產能量損耗、機械設備損耗、參數調整難易程度、生產過程穩定性、生產效率等方面均有直接的影響[1].啟發式智能算法包括遺傳算法、蜂群算法、蛙跳算法、粒子群算法、人工魚群算法、蟻群算法等,這些算法都是以模仿生物活動的方式尋求問題最優解.它們具有對數學模型的要求簡單、搜索快等優點,被廣泛應用于以板形為目標的負荷分配優化[2-4].賈樹晉等[5]開發了一種基于Maximin 適應度函數的多目標群智能算法,用于優化熱軋生產計劃與負荷分配問題,解決了優化目標權重選擇困難的問題.金陽[6]利用多目標蟻群算法對熱連軋負荷分配進行優化,并通過仿真實驗證明了該算法的有效性.
在非穩態軋制過程中,基于傳統數學模型建立的板形控制系統已不能滿足板形精度的要求.因此,本文中以國內某1 580 mm產線為研究對象,通過改進快速非支配排序遺傳算法,優化負荷分配手段和提高板形控制的預設精度,使軋制力、溫度等參數盡快進入穩態軋制水平,最終達到改善板形的目的.
1 改進的快速非支配排序遺傳算法
1.1 快速非支配排序遺傳算法
1995 年,Srinivas 和Deb[7]提出了非支配排序遺 傳 算 法 ( Non?dominated Sorting Genetic Algorithm,NSGA),利用Pareto 支配關系對種群個體進行非支配層分配,利用共享函數對非支配層賦予適應值.非支配層的排列和共享策略可使非支配解以群體進化的方式朝著Pareto 優化區域尋優[8],但對種群的個體進行非支配排序會使計算量變大.同時,在進化過程中,由于NSGA 不采用精英保存策略,會發生優秀非支配流失的現象,導致搜索效率降低.此外,共享函數中的參數對種群多樣性的影響較大,這也在一定程度上降低了NSGA 的通用性[9-12].
為了減少計算時間和優化迭代方式,Deb等[13]又提出了快速非支配排序遺傳算法.該算法將上一代所有個體(種群Pi)和經過遺傳操作得到的子代個體(種群Qi)進行合并,得到規模為2N的種群Ri;對Ri中的個體進行快速非劣排序賦值irank,并對處于同一非劣等級的個體按擁擠度排序賦值id;根據irank和id選出N個優良的個體形成父代種群Pi+1,并進行選擇、交叉和變異,產生新的子代種群Qi+1,如此循環操作,實現種群的遺傳進化.這樣可增大Pareto 有效解的采樣空間,避免由意外原因或優良個體大于種群規模導致優良個體丟失的現象發生,同時保證在迭代過程中產生的所有最優解都被保留到下一代中,種群也一直沿著最優的方向進化,提高了遺傳算法的收斂速度.
擁擠度定義為目標空間中某個給定點周圍分布點的密集程度.種群個體xi的擁擠度id為同一非支配層中周圍僅包含個體的局部擁擠距離.
擁擠距離的計算過程如下:種群中每個個體id=0,經非支配排序后,邊界兩端個體的擁擠度為id=Nd=0,即邊界上的兩個個體均可被選擇進入下一代種群.
其他個體的擁擠度id計算公式如下:
種群中每個個體均含有非支配層級irank和擁擠度id兩個屬性參數.采用二元錦標賽比較兩個個體可發現,irank越小的個體越優;irank相等時,id越大的個體越優.此外,采用擁擠距離解決了小生境參數和共享半徑不易確定的問題,從而減少了遺傳算法的主觀性.NSGA 的具體運算步驟如下:
步驟1:在約束條件下和邏輯邊界內,任意生成數量為N的初始種群P0,使用二元錦標賽選擇對P0中個體進行交叉和變異操作,產生的新個體形成規模為N的種群Q0.
步驟2:將P0,Q0合并成個體數量為2N的種群R0,對種群R0中個體進行非支配排序并賦值irank,根據irank從小到大(個體最優到劣)的順序依次將個體加入到P1中,直至種群P1數量達到N為止.具體操作過程如下:從層級F1開始向Fn逐層選擇個體放入P1中,如果某一層級之前放入的個體數量不夠N時,則選擇irank+1 層級的個體放入;如果某一層級將其個體全部放入P1中,數量超過N,則需要對該層級內的所有個體按擁擠度排序,優先選擇該層級中個體id大的放置P1中,直至種群數量達到N.
步驟3:對新的父代種群P1中個體進行非劣等級分類和擁擠度計算,使用二元錦標賽選擇P1中的個體獲得可進行交配的父代個體,經一般遺傳算法的交叉與變異算子類似的遺傳操作后,再執行精英保留選擇出P2;對P2中個體再進行非劣等級分類和擁擠度計算,如此循環操作,直至超過設定遺傳代數n時,輸出Pn.
1.2 改進的NSGA
改進的NSGA(NSGA?Ⅱ)使用快速非支配排序和擁擠距離進行計算,這樣每代產生的非支配最優解都能通過精英保留被選擇到下一代種群中,非支配等級越低的個體越容易被選入下一代種群,且所有個體會快速向Pareto 前沿區域靠攏.但這也導致進入下一代的個體質量相同,降低了種群進程中的多樣性,忽略了潛在最優個體,會對問題的最優解造成影響.為了在保留每代最優個體的同時,也能在種群全區域內尋找潛在的最優解,在NSGA?Ⅱ的精英保留過程中加入了基于K近鄰的選擇策略.先利用快速非支配排序和擁擠距離挑選優良個體,再利用K 近鄰策略選擇種群中稀疏區域的點.為了能夠動態地調整變異算子,隨著迭代次數增加,對變異算子進行改進,使變異率在前期優良個體較少的情況下仍維持較高,保證種群的多樣性,也使后期聚集在Pareto 前沿不易變異或降低變異率的個體能順利找到最優解.最后,通過實驗驗證改進算法在提升解的多樣性和均勻性方面的效果.
1.2.1 K 近鄰的選擇策略
在精英保留選擇過程中,為增加種群的多樣性,除考慮Pareto 前沿上的個體外,還應當考慮位于種群內部稀疏區域的個體,而K 近鄰方式正好可以找出位于稀疏區域的個體[14-15].K 近鄰的邏輯是:在特定空間中,若距離待定對象最鄰近的k個樣本在某一屬性上大部分為同一類,那么將該對象歸為同一類.本文中采用某個體相近的k個樣本(通過實驗驗證k取5 效果較好)平方和的平方根來衡量個體的稀疏性.一般認為,樣本平方和的平方根值越大的個體,其周邊的個體距離它也越遠,則該個體在空間中越稀疏.如圖1 所示,二維空間中b點所在區域比a點的稀疏.
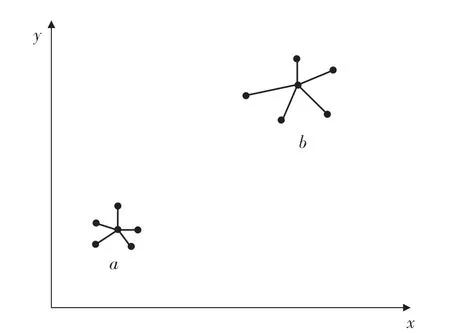
圖1 K 近鄰分散點Fig.1 K nearest neighbor scatter
基于上述的K 近鄰策略,給出新的精英保留步驟:
步驟1:對Rt中的所有個體按照快速非支配排序,劃分為等級F1,F2,…,Fn.
步驟2:將F1中所有個體放到下一代種群Pi+1中,判斷Pt+1的規模是否達到N.如果超過N,則轉步驟3;如果未達到N,則轉步驟4.
步驟3:對F1中所有個體按擁擠度排序,優先選擇該層級中個體id大的放置Pt+1中,直至種群數量達到N.
步驟4:將F1中所有個體放到下一代種群Pt+1中,同時將它們從Rt中刪除,形成種群St,對種群St中的所有個體求出它們之間的歐氏距離.對于任意一個個體i,找出與i距離最近的其他5個體,并計算與k個體歐氏距離的總和,記作iSUM.根據個體iSUM的值,從大到小選擇個體放入Pt+1中,直至種群數量達到N.
1.2.2 變異算子
在遺傳算法迭代過程中,初始階段的種群整體較差,必須廣泛地產生新個體以快速搜索最優解,增加種群多樣性.隨著迭代次數的增加,種群個體越來越向Pareto 前沿移動,導致個體在較小范圍內變異.基于這樣的性質,本文中對變異算子進行如下改進:
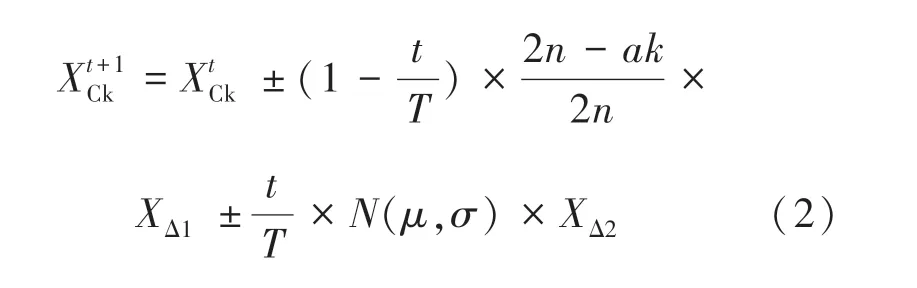
式中:t為算法目前迭代次數;T為總的迭代次數;N(μ,σ)為正態分布.由式(2)可知,變異后的值由兩部分決定,一部分的比重隨著迭代次數的增加而減小,而另一部分的比重隨之增大.初始階段最優解相對較少,需從全局出發搜索,增加個體突變量,但由于熱連軋過程中壓下量會隨著機架號的增大逐漸減小,故加入了動態系數;中后期階段種群則需要較強的局部搜索能力,在最優區域周圍搜索,發現更優解.
2 板形優化建立的目標函數和約束條件
2.1 目標函數
在智能算法中,目標函數常作為適應度函數來決定向量解的優化方向.本文中通過軋制力、溫度、凸度等數學模型表示熱連軋過程中各參數變量之間的關系,并以這些模型為基礎建立目標函數.
對前2 個機架進行均衡分配時,需要考慮第1 機架帶鋼咬入,且要為厚度波動調節留有余量,使軋制力稍小.因此,前2 個機架的目標函數如下:
對于第4~6 機架,需保證帶鋼在機架之間的相對凸度差滿足Shohet 評判準則公式,使目標函數的出口相對凸度接近實際需要,即
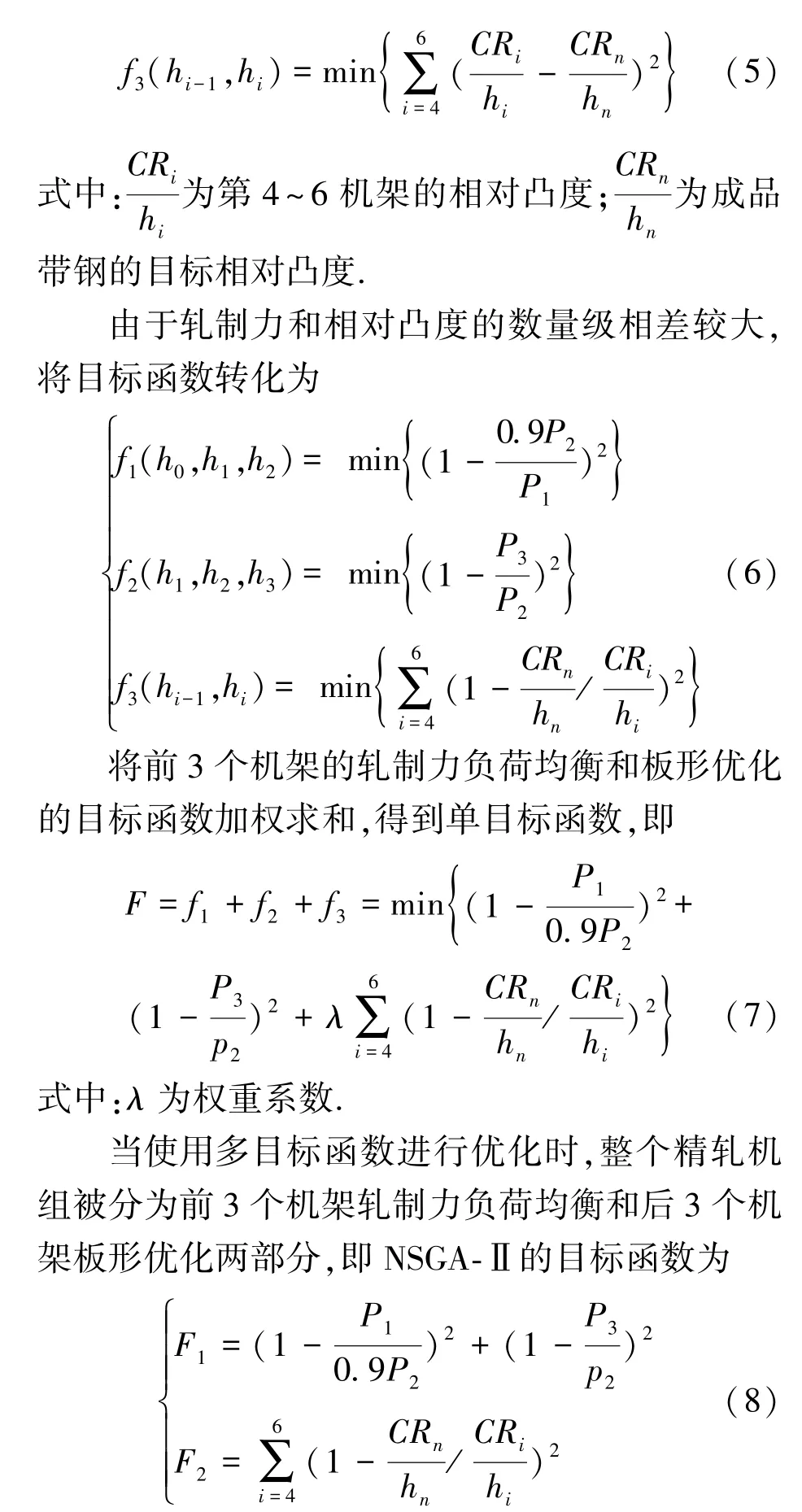
當決策變量為每個機架出口厚度h1-h5時,可求解出5 個未知數和5 個目標函數.
2.2 約束函數
在實際生產過程中,為保證負荷分配在合理的范圍內進行優化,需要對精軋機組的工藝參數和機架設備載荷參數進行一定程度的限制.因此,本文中做出以下約束條件.
(1)為保證帶鋼能被順利咬入且在機架間正常穿帶,第1 機架工作輥壓下量的表達式為
式中:α為咬入角,rad;μ為熱軋摩擦系數.
(2)為保證長期生產的穩定性,避免輥型被破壞或工作輥斷裂,對各機架的軋制力和軋制力矩進行限制,即
3 實際應用
3.1 設備及工藝參數
本文采用的機架設備參數如表1 和表2 所列,坯料原始數據和產品目標尺寸如表3 所列.
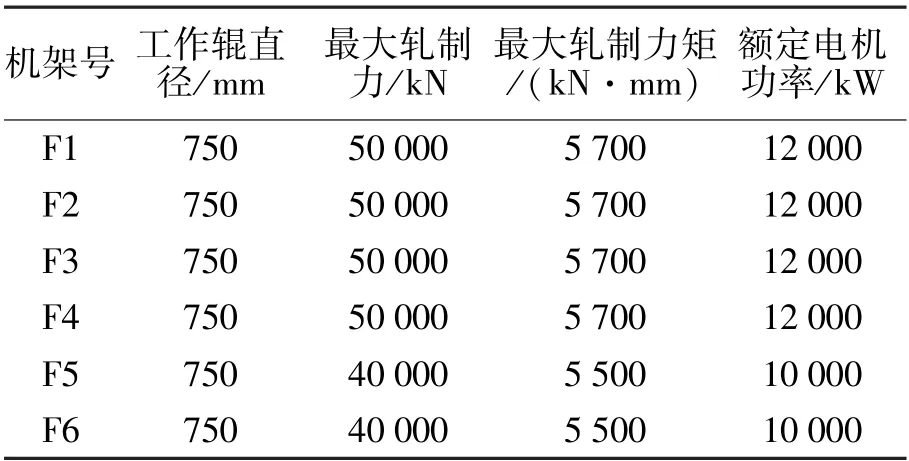
表1 軋機設備參數Table 1 Rolling mill equipment parameters
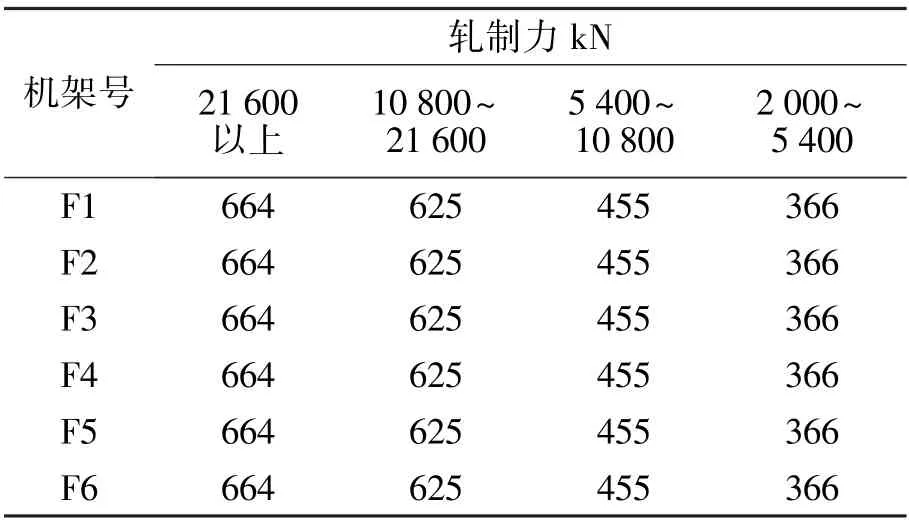
表2 橫向剛度系數KpTable 2 Lateral stiffness coefficient Kp

表3 坯料輸入參數和產品目標參數Table 3 Slab primary and target parameters
3.2 應用結果和分析
利用GA 和改進的NSGA?Ⅱ,分別以式(7)和(8)為目標函數進行負荷分配測試.在GA 實驗中,設置種群大小M=100,最大的遺傳代數T=100;在NSGA?Ⅱ算法中,設置算法種群大小M=100,最大的遺傳代T=30.GA 測試耗時194 s,迭代曲線如圖2 所示,運算結果見表4;NSGA?Ⅱ測試耗時135 s,Pareto 最優前沿分布如圖3 所示,運算結果見表5;板形最優結果和經驗法的運算結果分別見表6 和表7.
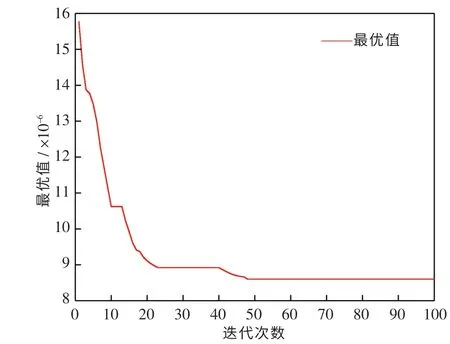
圖2 迭代收斂性曲線Fig.2 Iterative convergence curve
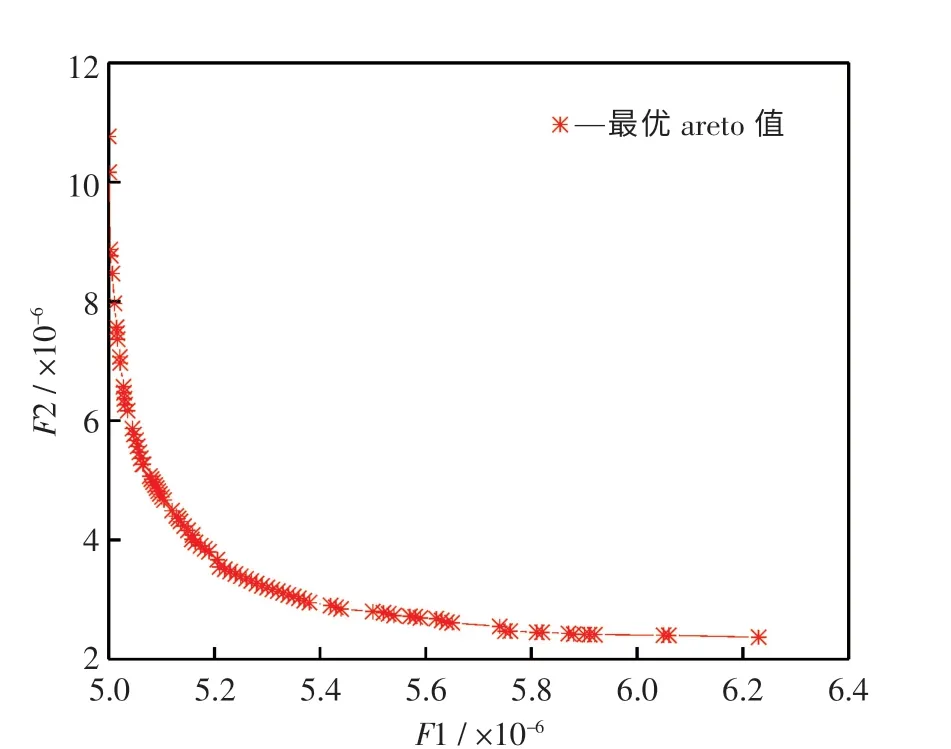
圖3 Pareto 最優前沿分布Fig.3 Pareto’s best frontier
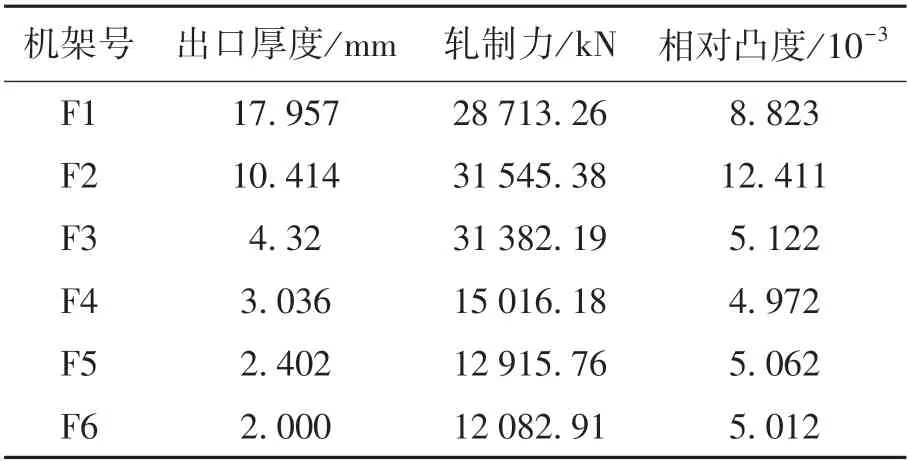
表4 GA 的優化負荷分配結果Table 4 Load distribution optimization results of GA
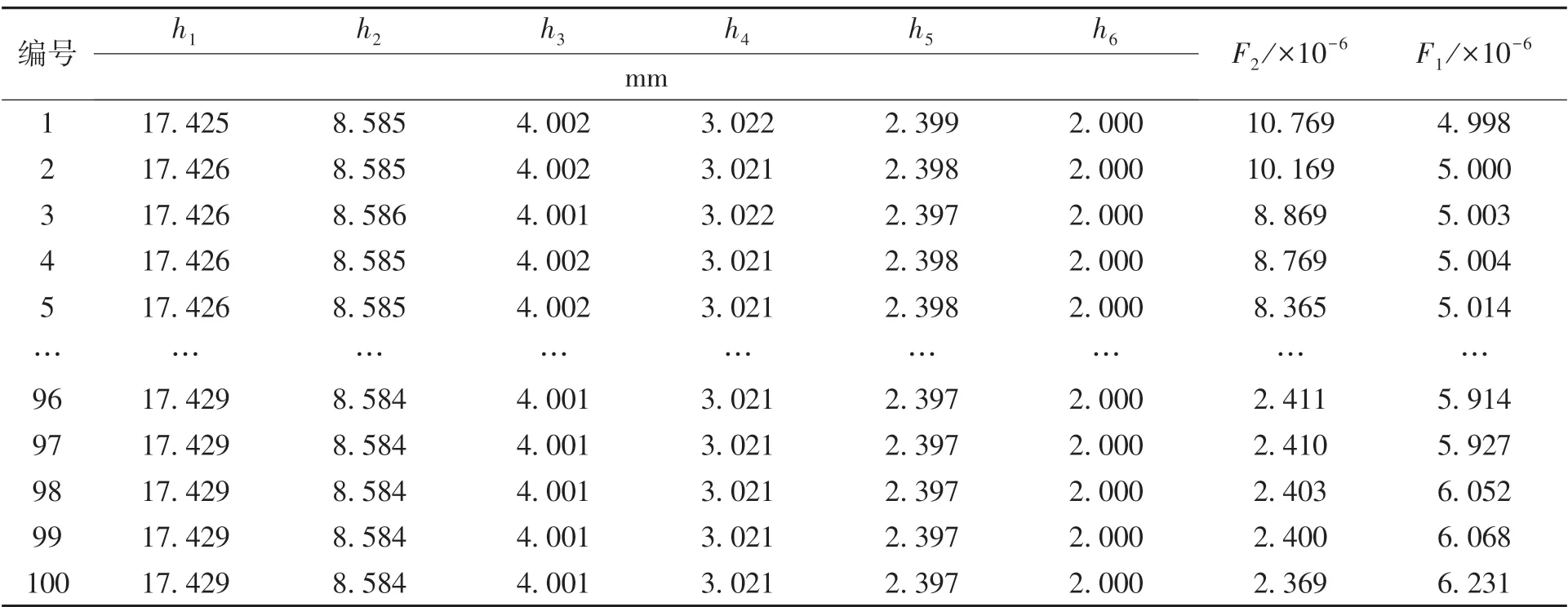
表5 NSGA?Ⅱ的優化負荷分配結果Table 5 Load distribution optimization results of NSGA?Ⅱ
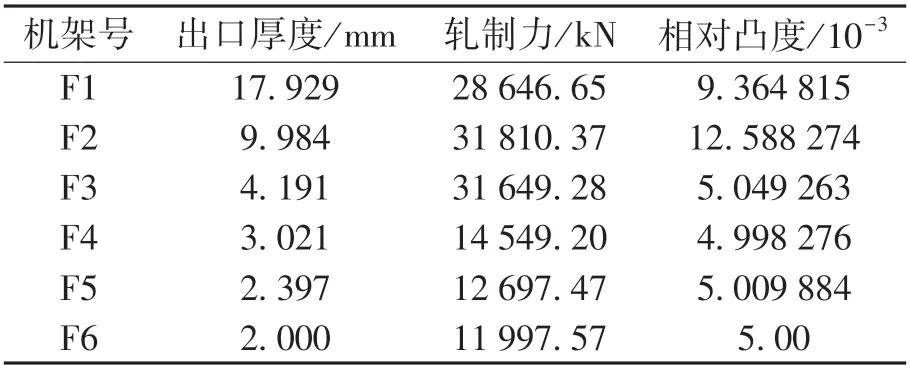
表6 基于NSGA?Ⅱ的板形參數優化結果Table 6 Optimization results of shape parameters based on NSGA?Ⅱ

表7 經驗法負荷分配的結果Table 7 Results of empirical load distribution
基于表4、表6 和表7 中的負荷分配數據,分別采用經驗法、GA 和NSGA?Ⅱ計算得到了各機架的出口厚度、軋制力、相對凸度以及相對凸度差,結果如圖4~7 所示.
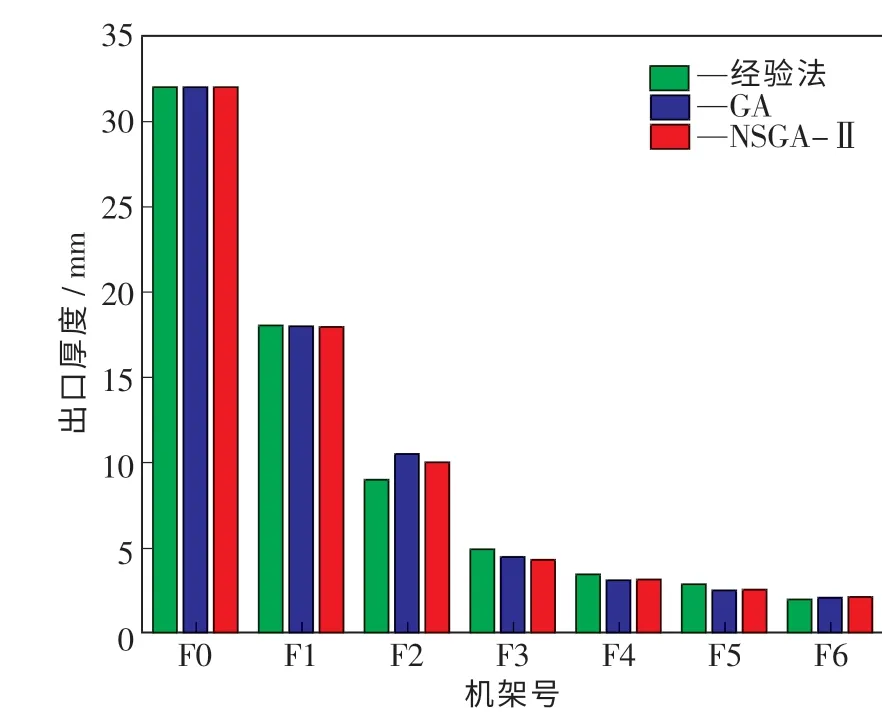
圖4 出口厚度對比柱狀圖Fig.4 Histogram of outlet thickness comparison
從圖4 可以看出, GA 和NSGA?Ⅱ優化得到的機架F3~F6 出口厚度均比經驗法的厚度要小,這為后面機架的軋制力和彎輥力留足了調節空間,也為板形控制奠定了良好的基礎.從圖5 中機架F1~F3 軋制力的分布可知,相比于經驗法的分配,GA 和NSGA?Ⅱ基本實現了前3 個機架軋制負荷的均衡分配,其中機架F3 的軋制能力得到了更充分地發揮,且機架F3 的軋制力大小與機架F2的基本相等,這為后續機架的軋制力和彎輥力留有調整的余地,從而可以更好地控制板形.由圖6可知,經驗法中機架F2 的相對凸度較大,機架F3~F6的負荷分配不合理,使得后續機架的相對凸度波動較大,而GA 和NSGA?Ⅱ中機架F4 ~F6的相對凸度波動較小.由圖7 可知,經驗法中機架F4 和F5 的相對凸度差不在板形良好的區域內,而NSGA?Ⅱ和GA 的負荷分配方案能使帶鋼更快地進入板形良好區域,且后3 個機架相對凸度的差值與經驗法的相比波動較小,從而保證了帶鋼的良好板形.對比圖6 和圖7 還可以發現,GA 和NSGA?Ⅱ的優化結果將F5 和F6 相對凸度誤差從4.63%分別降低到了1.06%和0.79%.
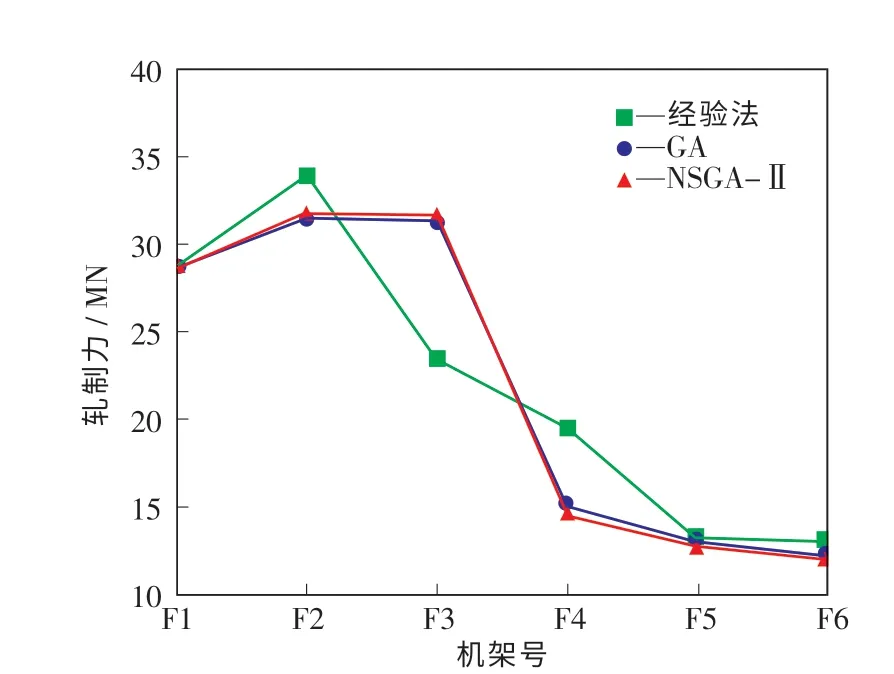
圖5 軋制力對比曲線Fig.5 Comparison curve of rolling force
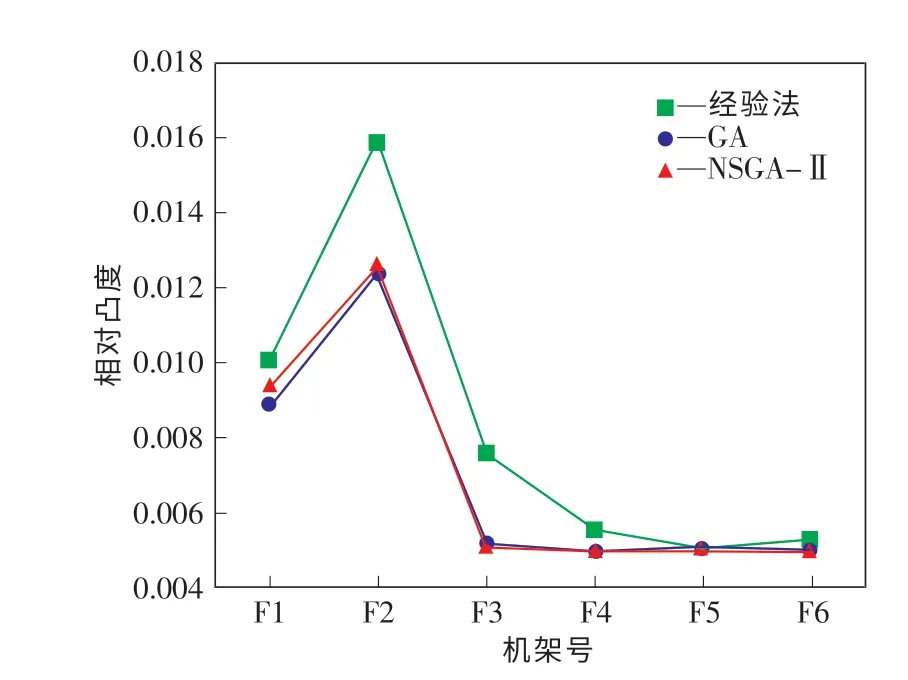
圖6 相對凸度對比曲線Fig.6 Comparison curve of relative crown
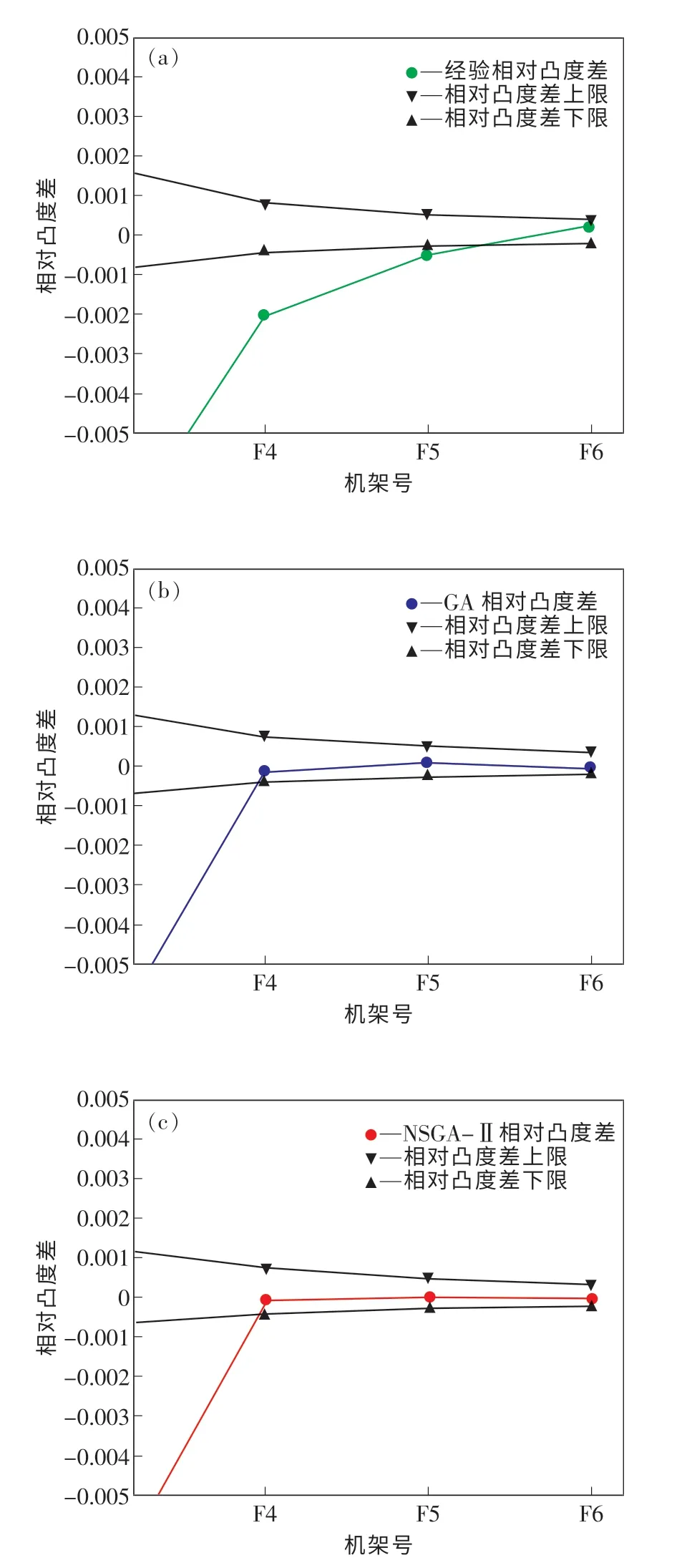
圖7 相對凸度差曲線Fig.7 Curves of relative crown difference
結合圖4 ~7 可以看出,經NSGA?Ⅱ優化后,各機架出口厚度、軋制力以及相對凸度與GA 優化結果大致相同,GA 和NSGA?Ⅱ優化的相對凸度差均在板形良好范圍內.為了更準確地判斷兩者的差異,將GA 和NSGA?Ⅱ優化的機架F4 ~F6 相對凸度差做成柱狀圖進行比較,結果如圖8 所示.
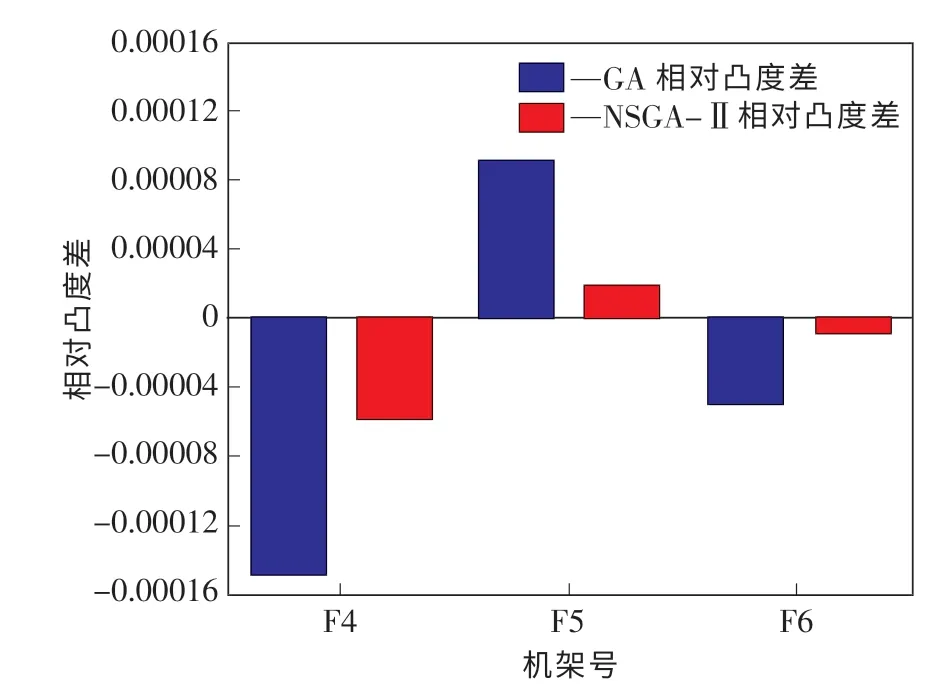
圖8 NSGA?Ⅱ和GA 相對凸度差柱狀對比圖Fig.8 Histogram of relative crown difference of NSGA?Ⅱand GA
從圖8 中可看出,NSGA?Ⅱ中機架F4 ~F6 的相對凸度差比GA 的小, NSGA?Ⅱ中機架F6 相對凸度差為-0.000 009 88,GA 為-0.000 050 47.另外,NSGA?Ⅱ的迭代次數相對較少,耗時短,在軋制帶鋼前可以進行多次設定以獲得更精確的預設定值.這一方面可以提高帶鋼在開始非穩態軋制時的板形質量,另一方面在帶鋼進入穩態軋制階段時,可以給閉環控制系統提供良好的初始點,使閉環系統快速完成對板形的調節,縮短非穩態軋制過程時間,從而減少損失.
綜上所述,從熱連軋負荷分配的整體上看,NSGA?Ⅱ和GA 的負荷分配大致相同并且優于經驗法;在板形的控制方面,NSGA?Ⅱ優于GA.
4 結 論
(1)提出了改進的快速非支配排序遺傳算法(NSGA?Ⅱ),在NSGA?Ⅱ的選擇操作中引入了K近鄰的選擇策略,并根據軋制工藝對NSGA?Ⅱ的變異操作進行了優化.
(2)為降低非穩態軋制過程負荷分配對板形的影響,通過智能算法GA 和改進后的NSGA?Ⅱ進行負荷分配優化.實驗結果顯示兩種算法的優化結果均比經驗法合理.GA 和NSGA?Ⅱ的優化結果將F5 和F6 相對凸度誤差從4.63%分別降低到了1.06%和0.79%,且NSGA?Ⅱ在末機架的相對 凸 度 差 為- 0.000 009 88, 小 于 GA 的-0.000 050 47,板形方面的優化結果更優于GA.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
中學生數理化·七年級數學人教版(2022年11期)2022-02-14 07:14:12
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
科普童話·學霸日記(2020年1期)2020-05-08 16:45:11
鐵道通信信號(2020年9期)2020-02-06 09:15:22
數學大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學科學(學生版)(2019年5期)2019-05-21 01:00:18
小天使·一年級語數英綜合(2019年2期)2019-01-10 11:57:30