CNC數控機床零部件加工精度預測與建模研究
2022-06-05 11:11:48高松
內燃機與配件 2022年10期
0 引言
目前,CNC數控機床成為機械工業發展的重要基礎與支撐,是精密零件與超精密零件加工的主要設備
。我國機床工業經過半個世紀的發展,逐漸建立了較大的規模,并形成了日趨完整的體系,在零件加工領域具有較強的競爭力。但與發達國家相比,還存在一定的差距,生產精度較高的中高端產品的數控機床依靠進口。我國數控機床零件加工精度平均低于國外一個等級,且加工精度保持時間遠低于國外
。為此,在零件加工精度、零件結構穩定性以及加工精度預測與控制方面均需要進行較為深入的研究。
1 CNC數控機床零部件加工精度預測模型構建
1.1 確定機床加工誤差通用計算函數
在零件加工的過程中,機床的運動部件對零件的尺寸具有直接的影響。機床的刀具會造成零件的實際精度與設計要求的誤差,從而造成零件加工精度上的變化。為此,在本次研究中將首先獲取機床加工誤差通用計算函數,將此作為零件加工預測的首要條件。
采用Panther對中低度脂肪血標本和中低值對照標本進行聯檢、HBV-DNA、HCV-RNA及HIV-RNA鑒別檢測,結果一致。制成的中輕度溶血標本進行聯檢、鑒別檢測,與經試劑盒檢測的對照陰陽性標本檢測結果一致,從而驗證中輕度脂血、溶血對核酸聯檢及鑒別檢測結果無影響。
將數控機床的機身作為世界坐標系的原點,并對機床結構進行編號,分別對應
-
。將零件與刀具的固定連接坐標系分別設定為
與
。此坐標系空間中的任意一點
在坐標系
與
中的齊次坐標采用
與
表示,則兩者之間的關聯性可采用坐標變換矩陣表示為:
教師在智慧職教云上安排了課后拓展階段,提出思考問題,進行頭腦風暴,拓展知識視野,進一步提升學生專業技能學習的廣度和深度。學生利用課余時間,通過移動終端和PC終端訪問智慧職教云平臺,學習任課教師構建的一體化教學資源。這樣既培養學生進行持續學習,提升學生自我學習能力,又對已學知識進行檢測。
(1)
其中,
(2)

至莽蕩山間,石壁侵天萬丈,入地騰竹縱橫。遙望松蘿,山崖斗(陡)暗,蟲狼離合,百鳥關關,思憶帝鄉,乃為歌曰:
(3)
其中,

(4)
對于CNC數控機床,假設其運動鏈由
個運動部件以及床身構成,則通過
+1個坐標轉化過程可得到刀具與坐標系的預設加工位置計算式:

(5)
根據此公式可得到零件與刀具之間的理想位置,任何CNC數控機床都無法控制刀具位置誤差,且此部分誤差并不局限在機床的運動方向上,所以在誤差計算函數的構建過程中必須將零件的平移數據導入到此公式中,則有:
整合上述公式,得到零部件加工精度預測模型計算式:
(3)零件加工尺寸:20mm*100mm*50mm*30個
(4)實驗內容:分別采用不同的加工參數對不同組別的零件進行加工,同時測量零件在機床上的徑向尺寸,將其作為實測結果輸出。
1.2 關鍵誤差參數辨識
在機床加工誤差通用計算函數的基礎上,對機床加工過程中關鍵部件位置的誤差進行辨識,為后續的加工精度預測模型構建提供數據基礎。經以往多次研究結果證實,對零件加工精度影響較大的機床誤差大致可分為3種:機床主軸的旋轉誤差、機床連接板平移誤差以及機床傳動設備的導軌誤差
。由于此三種分量在過去的研究中多采用獨立方程表示,但此三種分類量在一定程度上具有關聯性,將其作為單一變量進行分析,影響精度預測模型的使用效果。在本次研究中,將此3種分量整合為多種誤差參數,為后續的研究提供幫助。
將
軸垂直度誤差設定為Δ
(
),直線度誤差設定為Δ
(
),平行度誤差設定為Δ
(
),加工運動距離誤差設定為
(
)。根據此原理,得到
軸與
軸的相關誤差參數Δ
(
)、Δ
(
)、Δ
4(
)、
(
)以及Δ
(
)、Δ
(
)、Δ
(
)、
。沿機床加工運動方向的線性位移誤差設定為
、
以及
。根據加工定位精度與運動誤差之間的關系,得到零件加工定位精度:
(7)
同時,根據上述公式得到機床加工過程中產生垂直面的線性位移誤差:
(8)
將數控機床零件加工過程中可采集到的數據帶入到公式(7)-公式(12)中,完成零件加工誤差辨識工作,并將所得數據進行匯總,將其作為加工精度預測模型的參考條件。
(9)
根據加工過程中零件的繞轉方向,計算零件加工過程中的傾斜角度誤差:
2015年國家發改委就《長江中游城市群發展規劃》進行解讀時說“要辯證地看待一個區域產業同質化和差異化問題,同質化的核心是要避免惡性競爭和內部的相互蠶食。”[7]這說明產業同質化已是一個地方政府間不爭的事實。
(10)
將加工過程中產生的俯仰誤差設定為
、
、
,其計算過程可表示為:

(11)
其中,
(
)表示
軸運動部件的長度;
(
)表示
軸運動部件的長度;
(
)表示
軸運動部件的長度。根據公式(11),對零件加工過程中產生的偏擺誤差展開計算:

(12)
對上述公式進行整合,得到機床加工過程中產生水平面的線性位移誤差:
正如前文所述,在啟發式教學中,一個很重要的目的就是改變學生被動學習的課堂地位,讓學生成為課堂的主體,當然,強調學生的課堂主體作用,并不是否認教師在課堂中的重要地位,而是要求教師對學生進行恰當的引導。因此,在教學時,教師可以給學生提出一些比較合理的問題,讓學生根據這些問題進行自主的思考和探究,這樣一來,就可以給學生的自主學習提供正確的方向,從而使學生的學習效率得到保障。
我點點頭,打開了鞋柜一側的傘柜。結果我看到了那天丟失的傘,那把爺爺留下的傘。我絕對不可能認錯那個燙著一串英文的傘柄——那可是堂哥從英國買回來送給爺爺的禮物。方圓十公里恐怕不會有第二把這個式樣的傘。
1.3 構建零部件加工精度預測模型
基于加工零部件的精密性,在本次研究中選擇多體系統理論分析方法
作為精度預測模型的基礎,通過齊次陣列確定零件加工點與矢量的姿態,構建廣義坐標系,在實際環境中構建動態預測模型。與此同時,將零件加工誤差辨識結果作為預測模型中的重要參數,根據此部分數據,實現預測模型中的運算過程。
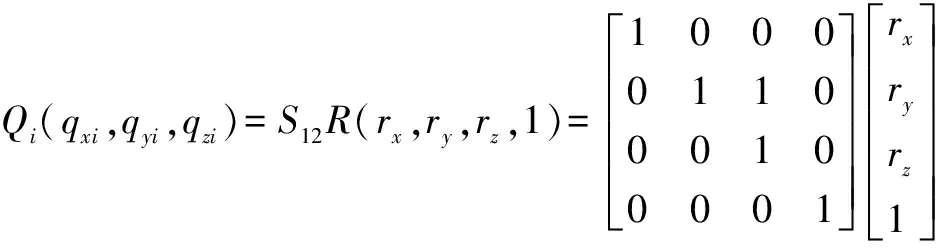
設定機床主軸刀具上的任意一點為R(r
,r
,r
),其在刀具坐標系中的齊次坐標為R(r
,r
,r
,1),則其在機床坐標系中的可表示為:
(
,
,
)=
…
(-1)
(
,
,
,1)
(13)
其中,
(-1)
表示機床連接軸處產生的誤差值;
表示機床連接軸的序號。根據此公式,設定零部件上的加工點為
(
,
,
),此加工點在機床坐標系中的坐標可表示為:
(14)
以上是“趣味四部曲”的全部環節。在這個過程中,絕大多數的學生始終能夠感受到快樂、有趣,能夠自覺主動地參與學習,教師在這個時候往往扮演的是一個“傾聽者”“評判者”的角色,學生之間的互動越多,他們的參與度也就越高。當然,不是每一道題都需要學生完整地經歷這“四部曲”。由于課堂時間有限,教師可以根據實際需要,在一節課中有針對性地挑選一兩道有一定難度且具有代表性的題目,讓學生完整經歷“趣味四部曲”,其余的題目,或者選擇讓學生“閃電看”,或者讓學生“趣味讀”,又或者讓學生直接扮演“小先生”,可以視實際教學情況而定。
(1)心理詞典通路。經過心理詞典的通路實際上可以有兩條路徑:經過語義系統的路徑和不經過語義系統的路徑。①經過語義系統的路徑:視覺輸入系統→語義系統→語音輸出系統→音素系統。這一路徑的實質是單詞書面文字符號激活學習者心理詞典中的語義,繼而由語義激活語音形式。②不經過語
(
,
,
)=(
)
…
(-1)
(
,
,
,1)
(15)
整理公式(13)-公式(15)中的計算內容,將其作為最終的零部件加工精度預測模型輸出。至此,
數控機床零部件加工精度預測模型構建完成。
2 實驗論證分析
2.1 實驗準備
CNC數控機床是當前零件生產中使用較為廣泛的一種設備,其零件加工量占整體零件加工總量的70%-80%。為驗證本次研究中提出的新型零件加工精度預測模型的應用效果,構建此實驗環節對其展開分析。
本次實驗利用CNC數控機床加工尺寸相同的30個零部件,按照X.01至X.30的順序對零件進行隨機編號。每5個零部件組成一個實驗組,每個實驗組采用不同加工參數完成加工過程。獲取實操后的零件尺寸數據與預測模型所得加工尺寸數據進行對比分析,從而驗證文中提出預測模型的預測準確性。為提升此次實驗的可行性,采用單一因素實驗與多因素綜合實驗相結合的方式完成實驗分析過程。選取基礎預測模型和人工智能預測模型與新型預測模型進行對比分析。現將實驗方案設定如下:
(1)加工設備型號:CNC數控機床
(2)加工原料規格:45鋼材
生活就像是一本百科全書,在日常生活中有許多值得學習的地方,幼兒的想象空間并不僅限于遙不可及的事物,身邊觸手可及的任何事物都能夠成為幼兒想象的源泉,教師可以在平時的教學過程中恰到好處地引入日常生活,日常生活的引入能夠讓幼兒自然而然地產生親切感,也能夠為他們提供更多的想象空間。

(5)實驗方法:單因素實驗與多因素綜合實驗
單因素實驗:在其他加工因素不變的情況下,使用預測模型分別獲取機床運動速度以及原料進給量改變條件下對零件加工尺寸變化數據,對比其與實測數據的差異,提取實驗結果。
多因素綜合實驗:綜合單因素實驗結果,結合正交試驗理論進行模型預測能力驗證與分析。
對上述內容進行整理,根據上述內容搭建預測模型應用實驗環境,作為后續實驗過程的載體。
2.2 單因素改變下精度預測模型應用實驗分析
為保證實驗操作過程具有可控性,將零部件加工過程中的數據機床加工參數變量設定如表1所示。
根據上表中內容,完成單因素測試環節。在機床運動速度因素實驗時,將原料進給量固定為0.03 mm/r;在原料進給量因素實驗時,將機床運動速度設定為500 r/min,其他參數采用表格中設定內容,以此保證實驗變量的單一性。為降低實驗結果測量誤差,將每組零件的加工后的實驗平均值作為其徑向尺寸,所得實驗結果如圖1所示。
在長期工作績效研究中相關學者總結出了相應的結構模型,由包含關系績效和任務績效在內的二維結構模型,還有包含人際促進、工作奉獻以及任務績效等在內的三維結構模型。
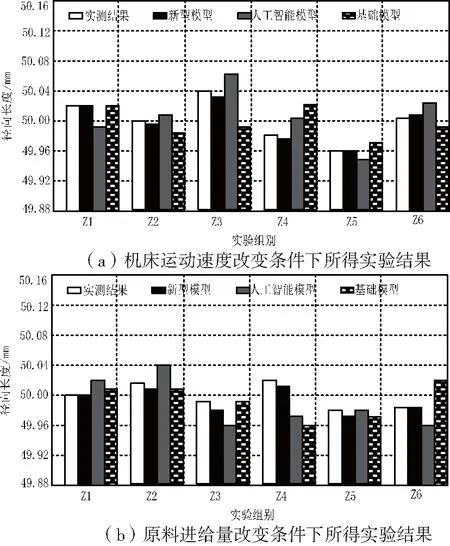
對上述圖像進行分析可以看出,3種預測模型所得零件加工直徑與實測零件加工直徑之間存在差異性。新型模型所得結果與實測結果之間的出入較小且走向基本一致,與此同時,兩者之間的誤差分布符合正態分布曲線,說明了此模型所得結果具有可靠性。其他兩種模型所得結果與實測結果相差較大且具有波動性,說明此兩種模型使用效果相對較差。由此實驗結果可知,新型模型的預測精度優于當前預測模型。
2.3 多因素改變下精度預測模型應用實驗分析
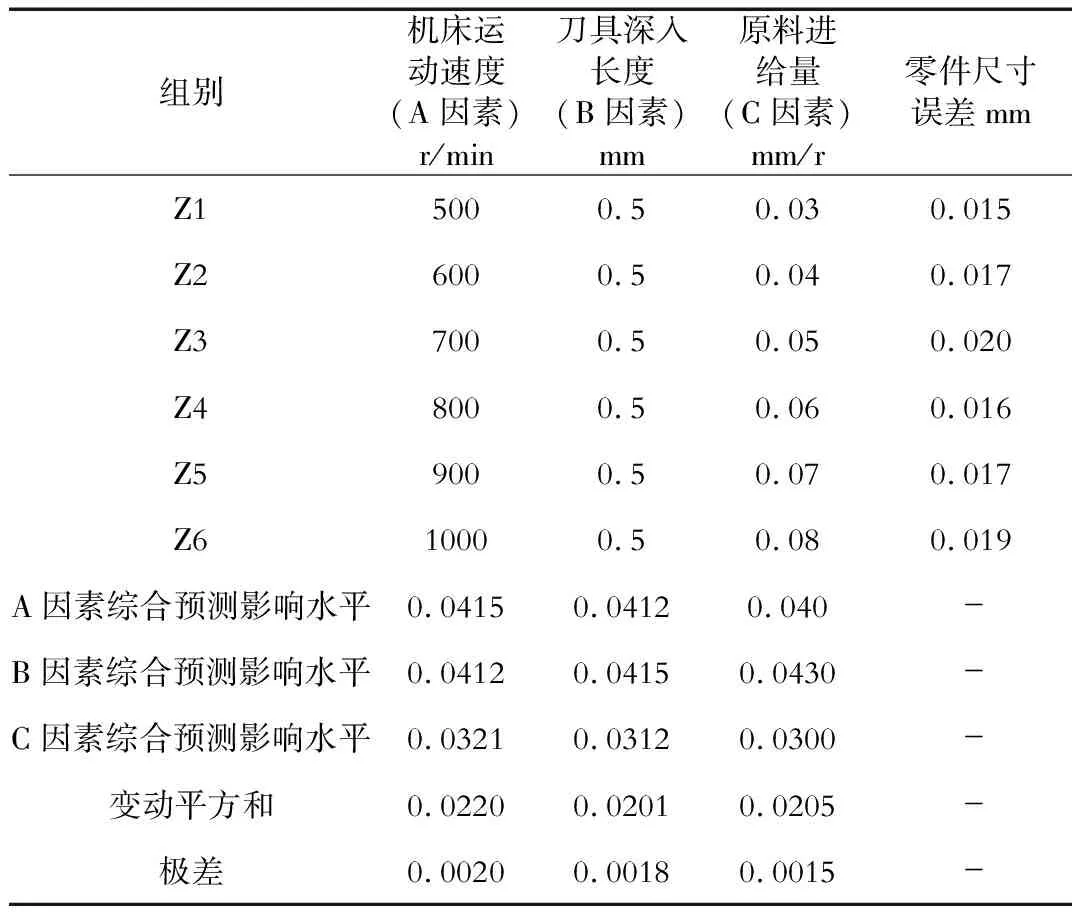
在實際的機床生產加工過程中,發生單一加工參數變化的可能性較低,更多的是兩個或兩個以上加工參數發生變化。為更好地完成零件加工精度預測工作,根據正交試驗相關理論對新型模型的綜合預測能力進行分析。
對表2中內容進行分析可以看出,在新型零件加工精度預測模型的使用中,機床運動速度對模型使用效果具有較高的影響。因此,在預測模型的使用過程中應主要針對此部分數據進行運算,以此保證預測結果的可靠性。與此同時,根據此實驗結果對模型的預測能力展開分析可以看出,在多因素改變條件下,新型零件預測結果變動平方和相對較小,可見此模型在使用中產生的誤差較小,在一定程度上可提升預測結果的預測精度。綜上所述,新型模型的預測精度相對較高且使用效果優于當前模型。
3 結束語
CNC數控機床零部件加工精度預測模型還有待于進一步的研究與分析,本次研究中通過實驗環節驗證了其具有較高的實用價值,但由于實驗樣本個數較少以及技術、空間上的限制,實驗結果中的部分規律被忽略。因此,在后續的研究中還需擴大實驗樣本,提升實驗完整性,對預測模型的預測能力進行系統檢驗。
[1]王安邦,孫文彬,段國林.基于數字孿生與深度學習技術的制造加工設備智能化方法研究[J].工程設計學報,2019,26(06):666-674.
[2]胡艷娥,諸進才,陳敏.數控加工精度在機檢測技術研究現狀[J].機床與液壓,2021,49(16):168-173+179.
[3]楊洪濤,龐勇軍,李莉,等.數控機床XY工作臺動態定位誤差分析與建模[J].組合機床與自動化加工技術,2019(02):41-44+48.
[4]胡騰,郭曦鵬,米良,等.機床空間誤差完備建模方法與NC代碼優化補償技術[J].工程科學與技術,2019,51(06):190-199.
[5]吳玉厚,王浩,孫健,等.氮化硅陶瓷磨削表面質量的建模與預測[J].表面技術,2020,49(03):281-289.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
作文世界(小學版)(2018年4期)2018-10-16 17:13:34
快樂作文·低年級(2016年12期)2017-01-03 20:52:44
光學精密工程(2016年6期)2016-11-07 09:07:19
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
