管套類零件加工方法探討
2022-06-05 10:44:06王治安王爾特郜達理葛明宇
內燃機與配件 2022年10期
一、技術要求
管套類零件是機械加工中經常碰到的一類零件,其應用范圍很廣。管套類零件通常起支撐和導向作用,其在結構上有共同的特點:零件的主要表面為同軸度要求較高的內外回轉面
,且零件壁厚較薄,加工易變形。管套類零件所用的材料一般為高強度調質結構鋼鋼、鈦合金、青銅或黃銅。有的滑動軸承因使用條件等特殊原因,需采用雙金屬結構,即用離心鑄造法在鋼制管套類零件的內壁上澆注鉛青銅、錫青銅或巴式合金等軸承合金材料,能提高管套類零件的承載能力和使用壽命。管套類零件的毛坯一般為孔徑較小的套筒,毛坯的熱處理狀態一般為熱軋或冷拉。當孔徑較大時,常采用帶孔的鍛件或無縫鋼管。大批量生產時,毛坯可采用冷擠壓或粉末冶金等高效率制造工藝加工而成。管套類零件的加工過程中主要遇到的加工工藝難點為:達到內孔所要求的加工精度和表面粗糙度的同時,保證內孔和外圓表面之間的形位公差。管套類零件的加工順序一般有兩種:第一種是最終精加工外圓,先從零件外圓粗加工開始,再粗、精加工零件內孔最后精加工外圓。這種加工方案適合用于零件外圓表面是重要配合或工作表面的管套類零件。第二種方案是最終精加工內孔,先從零件內孔粗加工開始,再粗、精加工零件外圓,最后精加工內孔。這種加工方案適合用于零件內孔表面是重要配合或工作表面的管套類零件
。
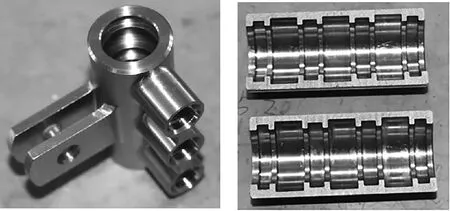
管套零件圖如下(圖1),該零件安裝于轉動接頭上,當收上或放下對應的傳動機構后,轉動接頭隨動,保證剛性連接導管無應力。

分析該管套零件具有以下特點:
1、零件不規則外形,缺少定位基準,錯誤地選擇加工基準加工會導致尺寸超差,同時零件形位公差要求嚴格,共有9處跳動量不大于0.08mm,4處跳動量不大于0.05mm的形位公差要求,需要在不同工種加工時要充分考慮基準統一的要求,實物圖見圖2。
目前流行的EDA軟件都有強大的仿真功能,將EDA軟件引入課堂可以解決實驗室缺少電子元件,高級檢測設備的狀況,高效,低成本的完成很多內容的學習。如果教學中采用的EDA軟件與企業的主流選擇保持一致的話,完成教學任務的同時可以讓學生與實際工程實踐保持無縫銜接。
2、內孔粗糙度不大于Ra0.2(接近鏡面),公差僅為0.021mm,只能在工裝夾具裝夾時設備基準、夾具基準以及零件加工基準要絕對一致,保證零件加工過程中的絕對穩定。
1、采用普銑對毛坯料進行銑方,保證各面的平行度及垂直度,作為后續加工的粗基準,同時為保證零件強度,長度需沿金屬流線方向,后進行超聲波探傷檢查。
4、零件配合孔尺寸為φ8,公差為-0.015,缺少加工該尺寸的成型刀具。
(3)單位面積上的切削力大:由于切屑與刀具前刀面的接觸長度極短,導致刀具單位接觸面積上的切削力大大增加,容易造成刀具崩刃。與此同時,由于鈦合金材料的彈性模量E小,加工時在刀具徑向力的作用下材料容易產生彎曲變形,引起振動,大大加劇刀具磨損并影響零件的精度。因此,在切削鈦合金材料時要求數控加工設備應具有較高的剛性。
(1)變形系數小:這是鈦合金材料切削加工時的顯著特點,變形系數≤1。在切削加工過程中,切屑在刀具前刀面上滑動摩擦的路程大大增加,大大加劇刀具的磨損。
(2)切削溫度高:由于鈦合金材料的導熱系數λ很小(僅為鋼材的14%~20%),切削時產生的熱量不易傳出,主要集中在切削區和切削刃附近的范圍內,切削溫度很高。在相同的切削條件下,切削溫度可比切削鋼材時高出一倍以上。
5、零件材料為鈦合金。鈦合金的密度一般在4.51g/cm
左右,但鈦合金的強度超過了高強度調質結構鋼的強度。因此鈦合金材料的比強度(強度/密度)遠大于其他種類金屬材料,可以制出剛性好、單位強度高、質量輕的零部件
。基于鈦合金材料的強大優勢,航空飛機的發動機構件、起落架、骨架、蒙皮及緊固件等部位都廣泛使用鈦合金。但鈦合金材料相比于其他種類材料不易加工,原因主要為:當鈦合金材料的硬度大于HRC37.7(洛氏硬度)時切削加工特別困難,硬度小于HRC37.7時則容易出現粘刀現象,也難于切削。但鈦合金材料的硬度只是不易加工的一個因素,關鍵在于鈦合金材料本身物理、化學和力學性能之間對其切削加工性的綜合影響。鈦合金材料有如下切削特點:
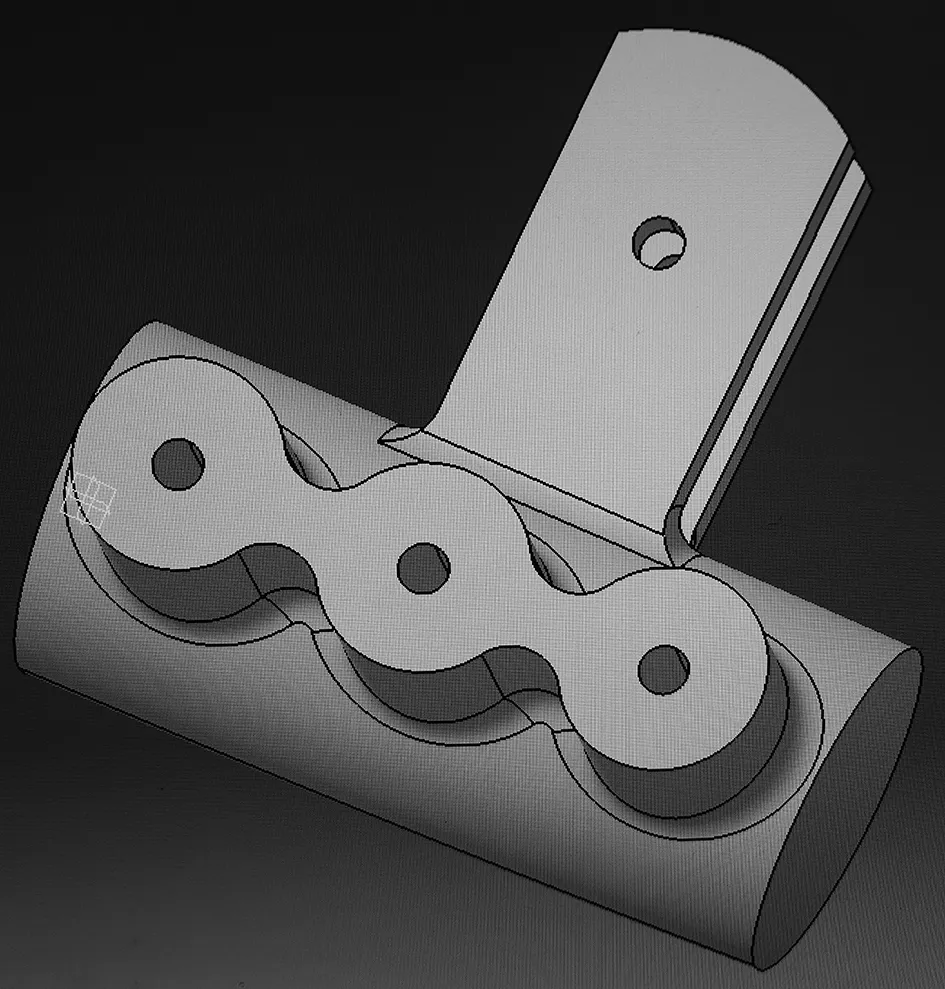
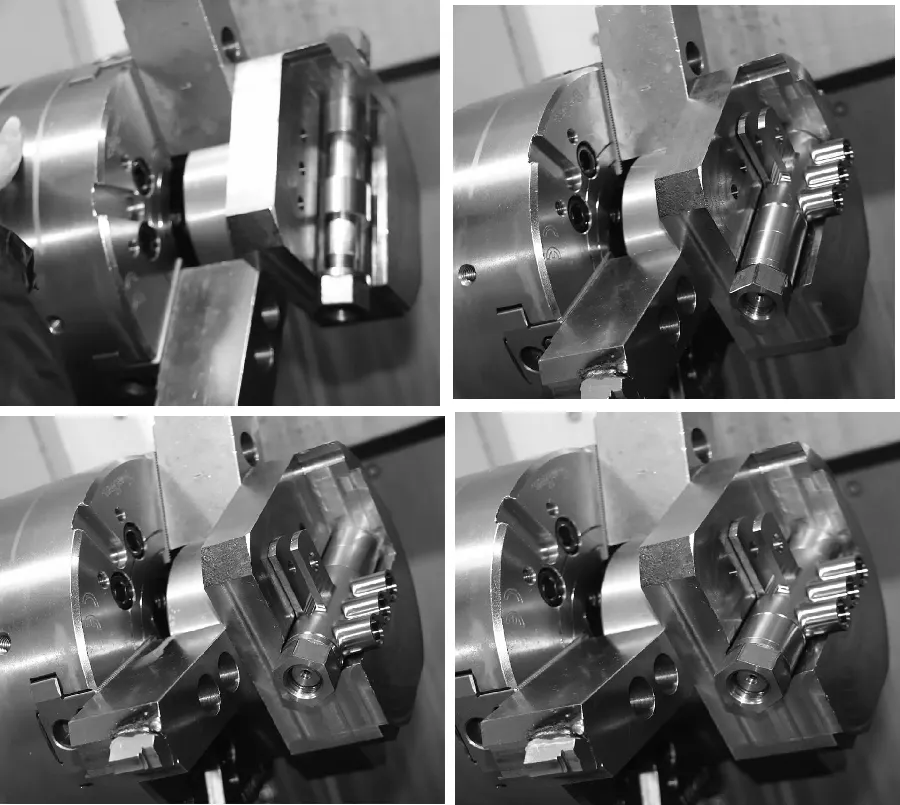
2、加工中心利用普銑的粗基準加工零件外形,考慮零件精度要求極高以及為保證后續數控車加工基準的精確性,不能采用普通一次裝夾完成所有外形加工,經過綜合考慮,需要采用4次裝夾完成外形加工。第1次裝夾—加工接頭外形,柱型外圓留余量;第2次裝夾—加工叉形并完成配合孔的位置粗加工;第3次裝夾—去除大余量,粗加工柱型外圓;第4次裝夾—采用特殊螺旋加工策略精加工柱型外圓,三維模型見圖3。
中線輸水總干渠北京段因采用管道輸水需增加加壓泵站,由此發生提水泵站的耗電量費用,建議根據北京段加壓泵站實際耗電量和電價計算動力費。
(5)刀具磨損嚴重:鈦合金材料毛坯經過鍛造、沖壓、熱軋等工藝方法加工后,表面會形成硬而脆而且不均勻的外皮,極易導致刀具產生崩刃現象,使得切除材料表面硬質外皮成為鈦合金材料加工中最困難的工序。與此同時由于鈦合金材料對刀具材料的化學親和性強,在切削溫度高和單位面積上切削力大的條件下,刀具很容易與鈦合金產生粘結而導致刀具磨損。在車削鈦合金材料時,有時刀具前刀面的磨損甚至比刀具后刀面的磨損更為嚴重。當進給量小于0.1時,磨損主要產生在刀具后刀面上。當進給量大于0.2時,磨損主要產生在刀具前刀面上。
在銑削加工中,由于鈦合金材料的導熱系數λ低,而且切屑與刀具前刀面的接觸長度極短,切削時產生的熱量不易傳出,主要集中在切削變形區和刀具切削刃附近的范圍內,加工時刀具切削刃刃口處會產生極高的溫度,大大縮短刀具壽命。
在切削鈦合金材料的過程中,應注意以下事項:
(1)由于鈦合金材料的彈性模量E小,工件會在加工中因夾緊和切削力的作用下產生變形,降低工件的加工精度。所以工件在裝夾時夾緊力不宜過大,必要時可增加輔助支承裝置。
(2)如果切削過程中使用含氫的冷卻液,由于切削熱量大切削過程中冷卻液在高溫作用下將分解釋放出氫氣被鈦合金材料吸收引起氫脆現象,也會引起高溫應力腐蝕而導致材料開裂。
(6)通常切削加工鈦合金材料時,沒有發生火災的風險,只有在小進給量切削時,切下的細小切屑才有燃燒現象。為了避免發生火災,除大量澆注冷卻液之外,還應防止切屑在機床內堆積,同時刀具磨損后應立即進行換新,或降低切削速度并加大進給量以加大切屑厚度。若一旦發生火災,應采用干砂進行撲滅,嚴禁使用二氧化碳滅火器。
這十年的時間里,王寶生因為長期居住在這種潮濕環境當中,他患上了風濕關節炎和腰間盤突出,但他并沒有因此放棄也沒有因此偷懶,清理防火線的雜草和落葉也是王寶生的一項重要工作,幾乎每隔幾天他就會拿起掃把沿著近兩公里的防火線進行清掃。在中軍帳景區內有七棵古樹是“文物級”的寶貝,一旦下雪,王寶生也會下山及時清理松枝上的積雪。
到了20世紀90年代,為了滿足農業發展的需求,全國擴建和新建農藥企業蔚然成風,農藥生產企業在全國各地快速涌現。新世紀以來,農藥業發展進入黃金時期,農藥廠的規模越來越大,企業的經濟效應也逐步顯現,集團化、規模化、現代化水平越來越高,農藥產業顯示出較強的發展勢頭。進入21世紀后,隨著改革開放的不斷深入,進一步促進了我國農藥工業發展,消費與生產兩旺,產業一片繁榮。
親愛的張校長,謝謝您今天見證我們的畢業禮!張校長,我真的非常尊敬您,感激您!您是我見過的最好的校長,您經常去食堂巡視,問同學們吃得飽不飽,吃得好不好。您也極力改善學校的伙食,想讓同學們吃好又吃飽……
(5)與鈦合金材料接觸的所有工裝夾具和其他裝置都必須保持清潔。經清洗后的鈦合金零件,要及時做好產品防護工作,防止油脂污染,否則可能會造成應力腐蝕。
(4)嚴禁使用含鉛、銅、錫、鎘或鋅基合金制作的工裝夾具與鈦合金材料接觸。
(3)切削加工后應立即用不含氯的清洗劑清洗零件,清除含氯殘留物,保持零件清潔。
二、解決方案
3、零件內孔槽為放置密封膠圈槽,為保證密封膠圈良好的密封性,要求產品不能有尖邊的同時又不能有較大的圓角,7個內孔槽均要滿足R0.1max共8處,R0.2~R0.4共12處,R0.3~R0.5共8處的要求。
森林高火險預警期,所有撲火隊員保持24h通信暢通,整裝待命,全員處于臨戰戒備狀態,一旦發現有火情,根據森林防火應急預案,以最快速度出擊,快速撲救,確保實現“打早、打小、打了”。撲火隊員到有關鄉、鎮、場撲救的,隊員必須服從上級指揮官指揮。
(4)冷作硬化現象嚴重:由于元素鈦的化學活性大,在高的切削溫度下,很容易跟空氣中的氧和氮產生化學反應,形成硬而脆的氧化層,同時切削過程中材料產生的塑性變形而導致材料內部位錯塞積也會造成表面硬化。冷作硬化現象不僅會降低零件的疲勞強度,而且能加劇刀具的磨損,是切削鈦合金材料過程中一個很明顯的特點。
3、利用加工中心粗加工的配合孔,將現有鉸刀刃磨為錐度鉸刀,再采用鉆孔—錐度鉸孔—鉸孔—精鉸孔的方式保證配合孔φ8 0 -0.015的尺寸要求。
4、數控車利用已完成的柱型外圓作為基準,設計一套夾具(圖4),平端面保證平面度及與柱型外圓的垂直度在0.01mm以內,半精加工內孔為φ18。
③在實行政府補助與農民自籌掛鉤,多籌多補、先干后補等政策基礎上,加大一事一議、民辦公助、以獎代補、財政貼息等扶持政策,降低農民自籌資金比例,支持坑塘建設項目的實施。

以上完成后利用加工的φ18孔和端面為定位基準設計一套通用精密夾具(圖5),該夾具滿足以下要求:①一次裝夾完成三處接頭孔加工,各孔距離公差為0.1mm;②夾具襯套兩端面平行度在0.005mm以內,以保證加工基準與設備基準的絕對統一;③夾具軸與零件孔間隙配合,但配合間隙不大于0.01mm,以保證接頭孔的垂直度;④夾具固定孔與零件配合孔的同軸度在0.015mm以內,以保證零件左右移動時均可以與夾具固定;⑤零件裝夾方便,容易拆卸。
完成三處接頭孔的加工后,用內孔和端面半精加工的夾具裝夾,用百分表找正接頭孔,保證接頭孔與柱型孔的垂直度在0.005mm內,柱型孔直線度在0.005mm內,結合設備自身精度(0.005mm)精加工內孔,以保證內孔公差0.021mm,同時為保證粗糙度Ra0.2要求,采用數控成型刀
,刀尖R0.2,分為粗、半精、精加工多次進刀(圖6),再經過反復試驗,確定精加工參數:轉速500r/min左右,進給量不大于0.1mm,滿足粗糙度要求。
⑤蔣介石自己也承認,“國府成立以來,各種設施,百分之九十九悉依漢民之主張”(《國府紀念周蔣主席報告胡辭職經過》,《大公報》1931年3月6日,第1張第3版)。

內孔精加工完成后,加工另一端內孔及外圓倒角,為保證公差0.021mm,倒角與內孔的同軸度需在0.01mm內,只能用已精加工完成的內孔為定位基準,設計一套自定心內漲夾具(圖7),該夾具內部裝有彈簧,彈簧與錐度銷鏈接,錐度銷另一端鏈接內六方螺栓,彈簧提供向右軸向力,螺栓旋緊時錐度銷提供向左軸向力,從而將外圓漲開,夾緊零件,完成內孔及外圓倒角的加工。

最后進行消除應力和熒光探傷,滿足圖紙要求后產品成功交付。
三、總結
此零件的研制過程,充分體現了車間多工序相互配合,集車間技術人員、操作人員、設備所有力量于一體,保證產品質量,生產出合格產品。設計的三套專用夾具入配套庫供下次加工使用。此項目負責人通過文獻查閱、實踐研究自主解決加工高難度復雜管套類零件的創新嘗試難題。車間技術、技能人員積累了大量相關的加工思路和成功經驗。項目的成功經驗推廣后會在以后的類似零件加工問題中起到很大的指導作用,有效的提高問題的解決效率。通過項目也鍛煉提升了車間人員解決疑難問題的能力、帶動了技術人員對管套類零件加工的工藝、金屬材料特性分析、夾具設計、三維建模技術、數控加工技術等方面知識的學習熱情。工廠外購該零件單件成本為四千余元,而我們生產的管套單件需花費原材料、人力、物力總成本約一千余元,為工廠節約了大量修理成本。
[1]彭城,張秀華.大型管套類零件的加工[J].礦山機械,2003(05):59-60.
[2]劉雁蜀,王天琦.管類零件軸線直線度處理方法研究[J].機械設計與制造,2008(12):144-146.
[3]韓志仁,鄭暉,賀平.飛機制造技術基礎——機械加工[M],北京航空航天大學出版社,2022.
[4]崔忠圻,覃耀春.金屬學與熱處理[M],哈爾濱工業大學出版社,2021.
[5]薛巖,于明.機械加工精度測量與質量控制[M],化學工業出版社,2019.
