丁烷催化脫氫反應催化劑制備與評價試驗
2022-06-13 04:05:16景媛媛董炳利
工業催化 2022年3期
關鍵詞:催化劑
景媛媛,董炳利
(中國石油蘭州化工研究中心,甘肅 蘭州 730060)
煉油廠催化裂化裝置副產大量的丁烷(包括正丁烷和異丁烷),除部分正丁烷用作乙烯裂解原料、部分異丁烷用作烷基化原料外,其余大多作為民用燃料被燒掉,造成巨大浪費。丁烷經催化脫氫轉化為丁烯,用作煉化企業的基本原料,提高了丁烷資源的有效利用率,獲得較好的經濟效益。丁烯是重要煉油化工基本原料,需求量以每年6.4%的速度遞增,丁烯的產量遠不能滿足市場需求。丁烷催化脫氫[1-10]過程按原料分,包括正丁烷脫氫與異丁烷脫氫,兩個過程使用的催化劑體系相同,脫氫反應工藝相同,催化劑反應活性也相近。丁烷催化脫氫是一個吸熱反應,受熱力學平衡控制,反應溫度高,反應過程易積炭,但相關研究很深入,已形成工業應用技術,建成多套工業生產裝置。
本文通過催化劑的復配篩選形成M1-M2-Cr2O3/Al2O3的三元催化體系,優選相關功能助劑,提高催化劑的活性和穩定性,采用浸漬法制備三元高效Cr系催化劑,并對其催化性能進行評價。
1 試驗部分
1.1 丁烷脫氫反應機理
丁烷脫氫反應是強吸熱反應,丁烷催化脫氫反應主要生成碳四烯烴,且高溫、低壓有利于平衡向碳四烯烴轉移,反應在高溫下進行時,其脫氫反應還伴隨著生產碳四以下烯烴和結焦等各種副反應[2,11],反應網絡見圖1所示。
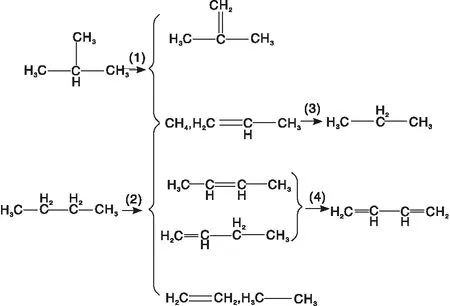
圖1 丁烷脫氫反應網絡Figure 1 The butane dehydrogenation reaction network
通過圖1反應網絡可知,異丁烷脫氫存在的副反應主要是生成丙烯和甲烷,而正丁烷脫氫存在的副反應主要生產丙烯、乙烯、乙烷和甲烷。
1.2 催化劑制備
通過催化劑復配篩選形成了M1-M2- Cr2O3/Al2O3的三元催化體系,優選相關功能助劑,提高催化劑的活性和穩定性,確定浸漬法為最優脫氫催化劑的合成制備方法,制備三元高效Cr系催化劑。催化劑為Cr2O3/Al2O3,其中Cr2O3質量分數為5%~15%,Al2O3質量分數為75%~85%,助劑質量分數為0.1%~10%。采用合適配比的鋁、鉻及助劑的硝酸鹽溶于一定量的去離子水中,加入載體,在(60~90) ℃緩慢烘干,然后經干燥、預分解、焙燒,得到催化劑。催化劑呈微球形,顆粒直徑小于0.1 mm,密度小于2 000 kg·m-3,具有良好的流化特性,能抗烯烴和含氧化合物,但不抗重金屬。將確定配方及合成方法制備的催化劑定為L-1。
1.3 微反評價
固定床多相反應評價裝置流程見圖2。反應器是自制的石英反應管反應器,內徑約為10 mm,其示意圖見3。裝填催化劑后,在20 mL·min-1的N2氣氛下升溫到反應溫度。然后停止通N2,反應原料(C4H10及設定稀釋氣)通過質量流量計(Brooks,Model 5850E)計量后進行混合,經過400 ℃預熱后直接通入反應器。反應溫度由置于反應管中心的熱電偶進行測量。
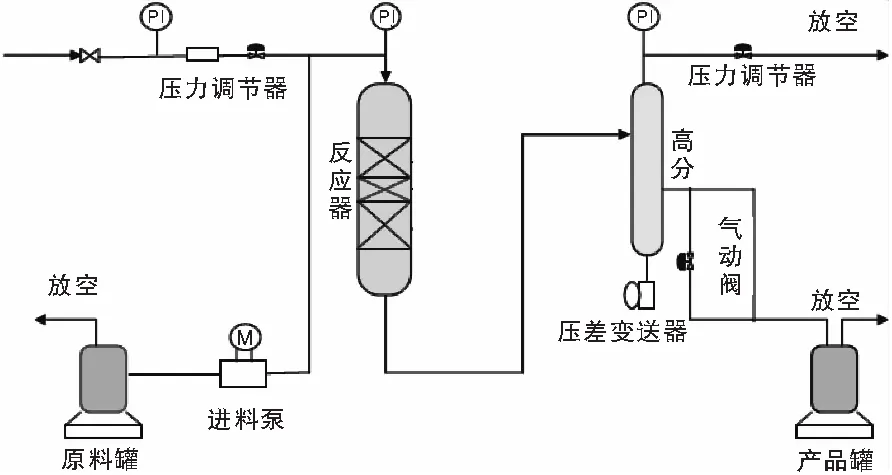
圖2 固定床微反裝置流程Figure 2 The fixed bed microreactor
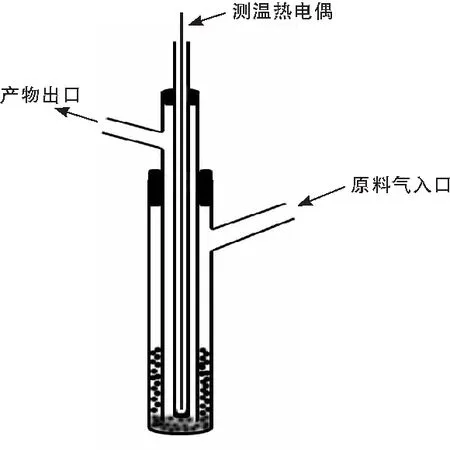
圖3 反應管示意圖Figure 3 Schematic diagram of the reaction tube
反應產物采用氣相色譜(PerkinElmerAutosystem XL,FID檢測器)在線監測,選用PLOT Al2O3/S 石英毛細管色譜柱分析所得產物。
催化劑再生:反應結束后,通N2吹掃去除體系內殘留的有機氣體,然后以10 ℃·min-1的升溫速率升至(650~700) ℃,停止通N2,切換為流速20 mL·min-1空氣,可見反應管內溫度上升。約(10~20) min后,體系內溫度趨于穩定,催化劑表面積炭已氧化完全。切換通N2,降溫至反應溫度,繼續反應,再生結束。
2 結果與討論
2.1 反應溫度
使用純異丁烷作為反應原料,考察空速為750 h-1條件下,L-1催化劑在不同反應溫度下的催化性能,結果見圖4。由圖4可知,催化活性隨反應溫度上升略有提高,選擇性保持一致,但失活速度加快。由于該催化劑在反應溫度超過620 ℃后,積炭失活速率大大加快。綜合考慮,確定反應溫度為590 ℃,反應在1 h內,異丁烷轉化率為60%~69%,選擇性為90%~95%,異丁烯收率為59%~66%。
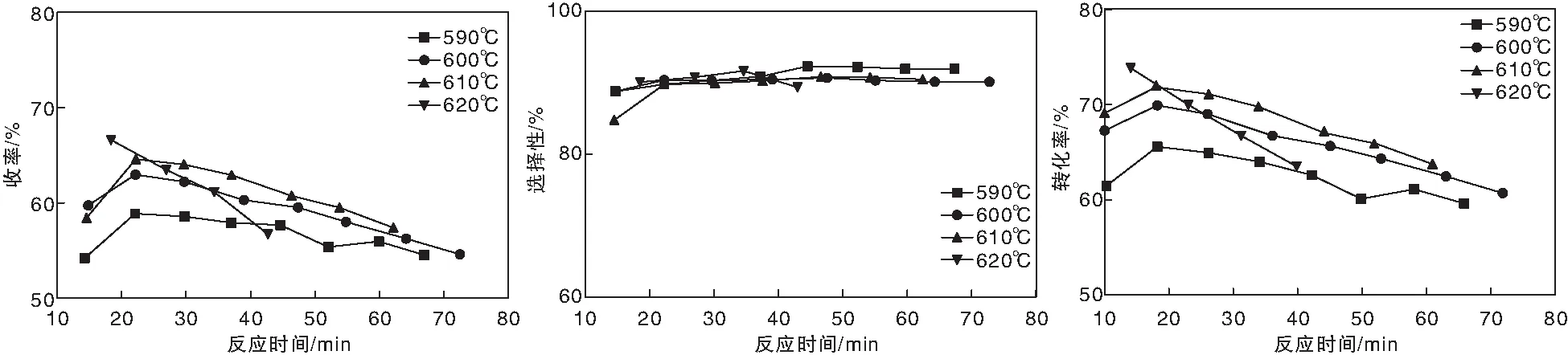
圖4 不同反應溫度下異丁烷催化脫氫催化性能(750 h-1)Figure 4 The catalytic performance for isobutane dehydrogenation at different temperature(750 h-1)
圖5是在較高空速(1 300 h-1)下L-1催化劑的催化性能。由圖5可見,空速上升,轉化率下降,選擇性上升,收率下降很小。由于空速提高,處理物料的量也大幅升高,催化劑失活速率提高。590 ℃下,1 h內異丁烷轉化率為58%~62%、選擇性為93%~95%、異丁烯收率為55%~59%,表明該催化劑在高空速下仍然具有相當突出的表現,有助于工業裝置的設計與改進,降低工業裝置運行成本。

圖5 不同溫度下異丁烷催化脫氫催化性能(1 300 h-1)Figure 5 The catalytic performance for isobutane dehydrogenation at different temperature(1 300 h-1)
2.2 反應原料
以蘭州石化煉油廠碳四作為反應原料,與純異丁烷(標準氣體)為原料的反應性能進行對比。在反應溫度590 ℃、空速為750 h-1條件下,L-1催化劑在兩種不同反應原料下的催化性能如圖6所示。由圖6可見,當使用煉油廠碳四時,起始轉化率大致相同,選擇性有較明顯的上升,而催化劑的失活則相對純異丁烷有所加快。正丁烷脫氫產生直鏈烯烴,尤其是丁二烯,容易在反應條件下聚合及芳構化,導致積炭產生。總體而言,除失活速率加快外,催化劑在兩種原料中的丁烯收率變化有限。以煉油廠碳四為原料,1 h內轉化率60%~69%、選擇性90%~95%、收率為59%~66%,表明研發的L-1催化劑適用于工業原料。

圖6 不同原料下丁烷催化脫氫性能(590 ℃,750 h-1)Figure 6 Butane dehydrogenation using different feedstocks(590℃,750 h-1)
2.3 催化劑再生性能
丁烷催化脫氫催化劑另一個關鍵因素是催化劑的穩定性,主要是積炭速率與再生性能。試驗考察催化劑的穩定性性能,在反應溫度590 ℃、進料空速750 h-1條件下,采用煉油廠碳四為原料時,再生催化劑的試驗結果如圖7所示。
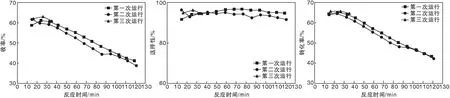
圖7 L-1催化劑的再生性能Figure 7 Regeneration performance of L-1 catalyst
由圖7可以看出,反應在1 h內,丁烷轉化率約65%,選擇性約95%,丁烯收率保持高于60%,連續反應2 h,丁烯收率仍能保持高于40%,表明催化劑的積炭速率較慢。催化劑積炭經空氣燃燒處理后,多次運行的催化劑活性、選擇性、產物收率均能很好的恢復,表明催化劑具有良好的再生性能,催化劑的性能較優[12-13]。
3 結 論
(1)通過催化劑載體配方及工藝的優化進行調整催化劑載體,催化劑呈微球形,顆粒直徑小于0.1 mm,密度小于2 000 kg·m-3,具有良好的流化特性,還能抗烯烴和含氧化合物,但不抗重金屬。制備催化劑滿足流化床反應器工藝的要求。
(2)采用篩選的L-1催化劑,以煉油廠碳四為原料,在固定床微反評價裝置對其丁烷催化脫氫反應的催化性能進行評價,評價結果顯示,在反應溫度590 ℃、空速750 h-1條件下,丁烷轉化率為60%~69%,選擇性為90%~95%,丁烯收率為59%~66%,表明催化劑具有良好的穩定性。在較高空速1 300 h-1、反應溫度590 ℃條件下,異丁烷轉化率為58%~62%,選擇性為93%~95%,異丁烯收率為55%~59%,表明該催化劑在高空速下仍然具有相當突出的表現。
(3)催化劑再生以后催化性能保持穩定,再生催化劑在反應溫度590 ℃、空速750 h-1條件下、采用煉油廠碳四為原料時,反應在1 h內,丁烷轉化率約65%,選擇性約95%,丁烯收率保持高于60%,催化劑的性能較優。
猜你喜歡
大自然探索(2023年7期)2023-11-14 13:08:06
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
智富時代(2018年3期)2018-06-11 16:10:44
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
超硬材料工程(2016年1期)2016-02-28 22:20:04
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
合成化學(2015年4期)2016-01-17 09:01:27
應用化工(2014年3期)2014-08-16 13:23:50