V型柴油機(jī)機(jī)體精加工頂面孔工藝
2022-06-20 09:53:50張志強(qiáng)劉桂行
金屬加工(冷加工) 2022年5期
張志強(qiáng),劉桂行
濰柴重機(jī)股份有限公司 山東濰坊 261108
1 序言
V型柴油機(jī)是氣缸以一定的夾角對稱排列在曲軸兩側(cè)的柴油機(jī),相對L型直列柴油機(jī)來說,V型柴油機(jī)具有振動(dòng)小、運(yùn)行平穩(wěn)、占用空間小和便于布置等優(yōu)點(diǎn)。但V型柴油機(jī)結(jié)構(gòu)復(fù)雜、制造成本高,特別是機(jī)體加工比L型復(fù)雜很多,這就要求在工藝設(shè)計(jì)過程中,應(yīng)根據(jù)V型機(jī)體的形狀特點(diǎn)進(jìn)行設(shè)計(jì);同時(shí)在夾具設(shè)計(jì)、工件定位和坐標(biāo)系的建立等方面,要因地制宜、勇于創(chuàng)新,使加工出的產(chǎn)品完全達(dá)到圖樣要求。據(jù)此,在試制我公司新產(chǎn)品12V170柴油機(jī)機(jī)體時(shí),在精加工頂面孔的工藝設(shè)計(jì)中,摒棄了直列工藝設(shè)計(jì)理念,經(jīng)過多次生產(chǎn)試驗(yàn)和整改,獲得了正確的加工方法,加工出合格的機(jī)體。下面對12V170機(jī)體精加工頂面孔工序的加工工藝進(jìn)行探討和分析。
2 12V170機(jī)體形狀
圖1為12V170柴油機(jī)機(jī)體后端,圖2為機(jī)體側(cè)面。機(jī)體氣缸孔共12個(gè),以90°夾角對稱排列在主軸孔的兩邊,每排6個(gè)氣缸孔,與之對應(yīng)的頂面A和頂面B夾角也為90°。主軸孔共有7個(gè),第1、第7主軸孔間距為1600mm。

圖1 12V170柴油機(jī)機(jī)體后端
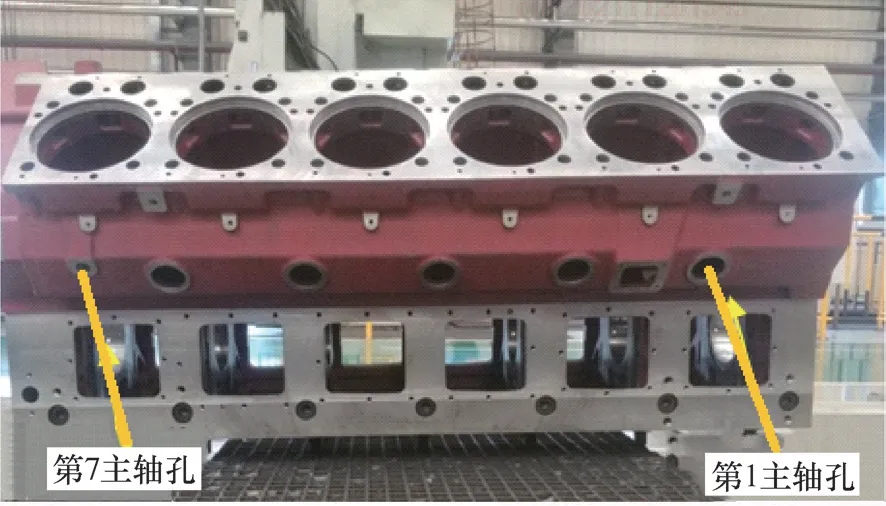
圖2 機(jī)體側(cè)面
3 機(jī)體頂面孔原精加工工藝
機(jī)體頂面孔的精加工是最后一道精加工工序,是關(guān)鍵工序。這兩頂面上有上下缸孔、挺桿孔、銷孔和缸蓋螺栓孔等,為保證基準(zhǔn)統(tǒng)一,定位基準(zhǔn)和前面精加工工序一樣,采用底面和底面上2個(gè)φ25H7銷孔定位,設(shè)計(jì)基準(zhǔn)是機(jī)體兩端第1、第7主軸孔公共軸線和止推面[1]。該工序在龍門加工中心上完成,夾具為45°斜胎。原精加工工藝為:①夾具裝在工作臺(tái)上,定位、找正和夾緊。②機(jī)體吊放在夾具上,插入兩定位銷,夾緊。③找出主軸孔和止推面坐標(biāo)原點(diǎn),建立坐標(biāo)系。④加工頂面A孔系。⑤松開機(jī)體壓板,吊起機(jī)體,旋轉(zhuǎn)180°,吊放在夾具上,插入兩定位銷,夾緊。⑥找出主軸孔和止推面坐標(biāo)原點(diǎn),建立坐標(biāo)系。⑦加工頂面B孔系。⑧卸下工件。
4 原工藝存在的問題
機(jī)體定位夾緊后,用百分表檢測第1和第7主軸孔位置度,發(fā)現(xiàn)水平方向誤差為0.18mm,垂直方向誤差為0.20mm,理論上這兩項(xiàng)均在0.02mm之內(nèi)為合格,實(shí)測值與理論值相差較大。于是,從人、機(jī)、料、法、環(huán)和測6個(gè)方面入手,查找位置度超差原因[2],得出如下結(jié)論。
1)2個(gè)φ25mm定位銷插入底面定位孔很困難。原因是機(jī)體的重心垂線與兩定位銷中心線成45°角,再加上機(jī)體很重,即使插入定位銷,銷和孔也不是自由狀態(tài)定位,而是定位銷和機(jī)體產(chǎn)生變形,形成定位誤差。
2)機(jī)體裝在45°斜胎夾具上,其重心垂線遠(yuǎn)遠(yuǎn)偏離底面,產(chǎn)生了傾覆力矩,使機(jī)體底面與斜胎定位塊不能很好地接觸,從而產(chǎn)生縫隙,也形成了定位誤差。經(jīng)多次試驗(yàn),這個(gè)誤差很難消除[3]。
5 解決方案
針對以上問題,提出如下解決方案。
1)取消底面和底面上2個(gè)φ25H7銷孔定位方式,采用底面(3點(diǎn))、底部側(cè)面(2點(diǎn))和底部端面(1點(diǎn))定位。
2)因傾覆力矩導(dǎo)致定位誤差很難消除,故增加找正兩端主軸孔位置工步,確保兩端主軸孔位置誤差在0.02mm合理范圍之內(nèi)。
6 整改措施
具體的整改措施如下。
1)在夾具上增加2個(gè)可調(diào)側(cè)面定位塊和1個(gè)端面定位塊,2個(gè)可調(diào)側(cè)面定位塊在機(jī)體底部側(cè)面兩端,用它調(diào)整機(jī)體第1、第7主軸孔Z方向位置。機(jī)體的定位、找正如圖3所示。
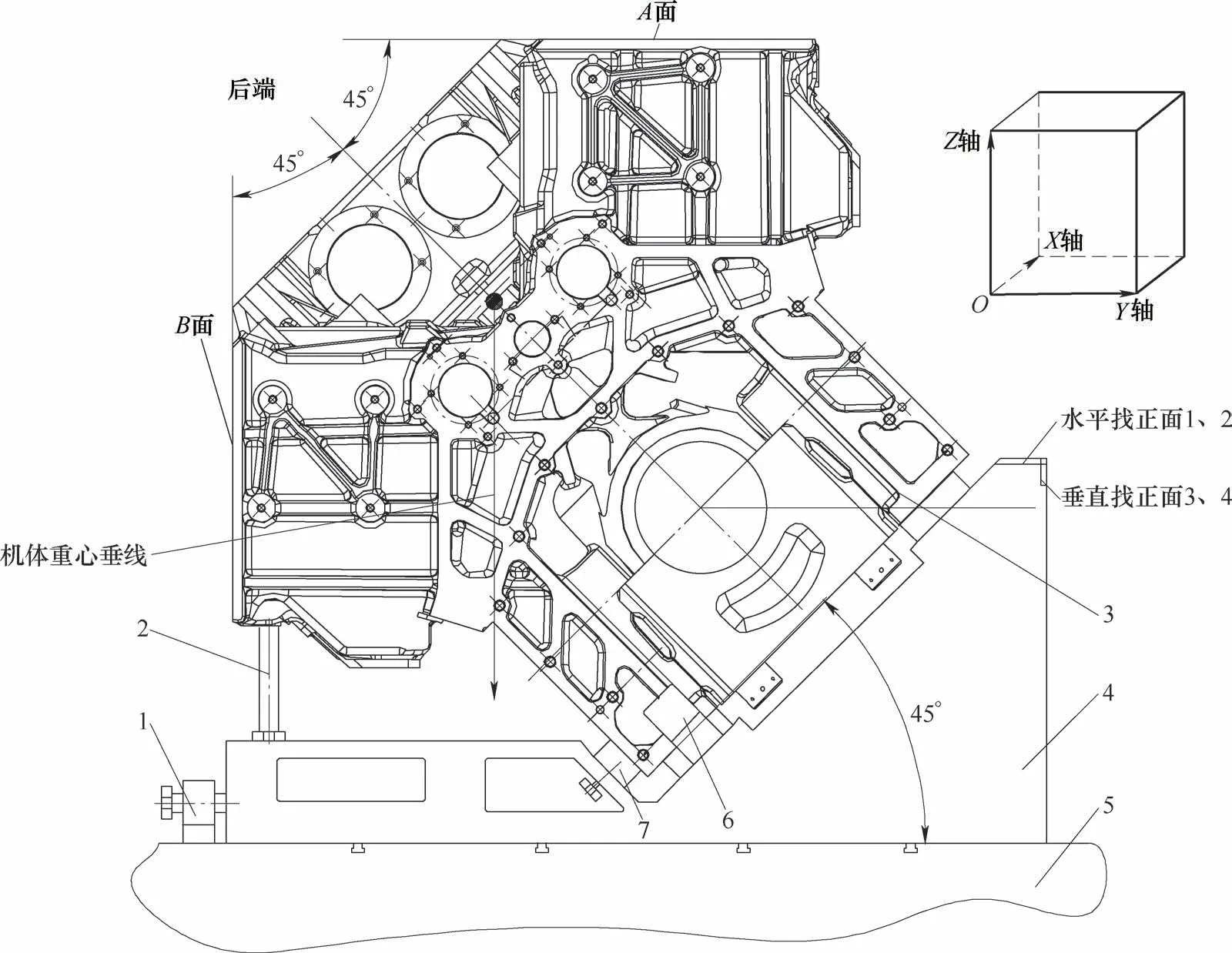
圖3 機(jī)體的定位、找正
2)夾具在工作臺(tái)上定位、找正和夾緊后,在夾具右側(cè),機(jī)體第1、第7主軸孔對應(yīng)的位置,水平方向和垂直方向上各精銑2個(gè)找正面,以此作為參照面找正主軸孔的位置。
7 找正第1、第7主軸孔位置的方法和步驟
找正第1、第7主軸孔位置的方法和步驟如下。
1)垂直方向(Z向)找正原理如圖4所示。用百分表分別找出第1、第7主軸孔與之對應(yīng)的水平找正面1、2在Z軸方向的落差A(yù)D和BC,移動(dòng)工作臺(tái),找出水平找正面1、2的落差EC(EC為定值)。微微松開機(jī)體壓板,以第1主軸孔端可調(diào)定位塊為支點(diǎn),調(diào)整第7主軸孔端可調(diào)定位塊,使第7主軸孔在Z軸方向向上移動(dòng)位移FE,重新檢測落差A(yù)D和BC,若(BC-EC)和AD之差在±0.02mm之內(nèi),則為合格,否則繼續(xù)調(diào)整[4]。完成后,夾緊機(jī)體。注意,若C點(diǎn)比D點(diǎn)低,則(BC-EC)應(yīng)為(BC+EC)。
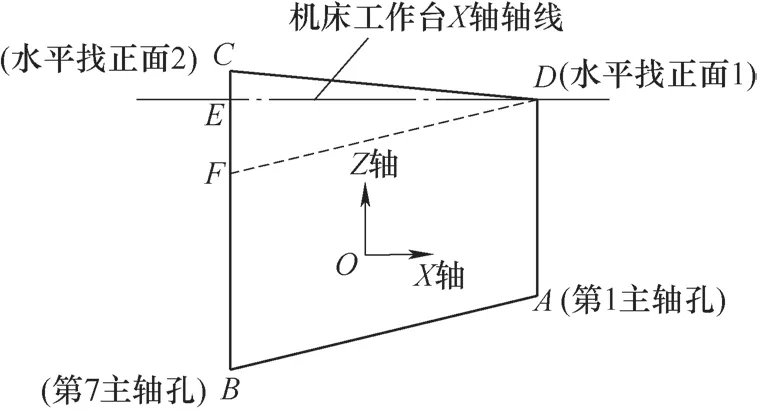
圖4 垂直方向找正原理
圖4說明如下:第1、第7主軸孔與之對應(yīng)的兩水平找正面的落差A(yù)D、BC和兩孔間距AB、兩水平找正面間距CD組成一個(gè)梯形ABCD,機(jī)床工作臺(tái)X軸軸線(圖4中的點(diǎn)劃線)交BC于E點(diǎn),過D點(diǎn)作DF平行于AB,因FC很小,故平行四邊形ABFD近似于矩形,EC為水平找正面1、2在X軸方向的落差,F(xiàn)E就是第7主軸孔在垂直方向向上移動(dòng)的位移。
2)水平方向(Y向)找正原理如圖5所示。垂直方向找好后,用百分表分別找出第1、第7主軸孔與之對應(yīng)的垂直找正面3、4在Y軸方向的落差G K和H J,移動(dòng)工作臺(tái),找出垂直找正面3、4的落差MJ。微微松開夾具壓在工作臺(tái)上的壓板,以第1主軸孔端的水平調(diào)整裝置為原點(diǎn),調(diào)整第7主軸孔端水平調(diào)整裝置,使第7主軸孔在水平方向向右移動(dòng)位移NM,然后移動(dòng)機(jī)床工作臺(tái),檢測垂直找正面3、4的落差,若找正面4比找正面3高(NM+MJ)±0.02mm,則為合格,否則繼續(xù)調(diào)整。完成后夾緊夾具壓板。注意,若J點(diǎn)比K點(diǎn)低,(NM+MJ)應(yīng)為(NM-MJ)。
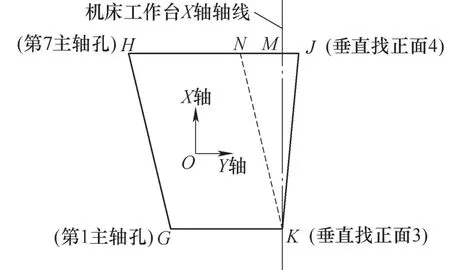
圖5 水平方向找正原理
圖5說明如下:第1、第7主軸孔與之對應(yīng)的兩垂直找正面的落差GK、HJ和兩孔間距GH、兩垂直找正面間距JK組成一個(gè)梯形GHJK,機(jī)床工作臺(tái)X軸軸線(圖5中的點(diǎn)劃線)交HJ于M點(diǎn),過K點(diǎn)作KN平行于GH,因NJ很小,故平行四邊形KGHN近似于矩形,MJ為垂直找正面3、4在Y軸方向的落差,NM就是第7主軸孔在水平方向向右移動(dòng)的位移。
需要說明的是,兩端主軸孔垂直方向找正調(diào)整的是機(jī)體,而水平方向找正調(diào)整的是夾具,因工作臺(tái)平面度精度較高,夾具在工作臺(tái)上的微小位移不會(huì)引起兩端主軸孔垂直方向位置變化[5],所以兩個(gè)方向調(diào)整順序不能改變。在松開壓板調(diào)整時(shí),操作人員一定要掌握松開壓板的尺度,不能完全松開,以使機(jī)體(或夾具)能輕微移動(dòng)為好。
8 改進(jìn)后的精加工工藝
改進(jìn)后的精加工工藝為:①夾具裝在工作臺(tái)上,定位、找正和夾緊。②機(jī)體吊放在夾具上,定位、夾緊機(jī)體。③找正第1、第7主軸孔垂直、水平方向位置,確定第1、第7主軸孔和止推面坐標(biāo)原點(diǎn),建立坐標(biāo)系。④加工頂面A孔系。⑤松開機(jī)體壓板,吊起機(jī)體,旋轉(zhuǎn)180°,吊放在夾具上,定位、夾緊機(jī)體。⑥找正第1、第7主軸孔垂直、水平方向位置,確定第1、第7主軸孔和止推面坐標(biāo)原點(diǎn),建立坐標(biāo)系。⑦加工頂面B孔系。⑧卸下工件。
9 結(jié)束語
改進(jìn)后的工藝取消了一面兩孔定位方式,增加了找正兩端主軸孔位置工步,雖然增加了找正時(shí)間,但是解決了裝夾困難、定位不準(zhǔn)確的難題,實(shí)現(xiàn)了工序基準(zhǔn)與設(shè)計(jì)基準(zhǔn)重合,保證了加工質(zhì)量。特別是兩個(gè)方向找正的方法,是經(jīng)過多次實(shí)踐得出的經(jīng)驗(yàn),圖示一目了然、簡單易懂,操作人員很容易掌握,具有一定的應(yīng)用價(jià)值。
專家點(diǎn)評(píng)
文章針對機(jī)體精加工頂面孔工序進(jìn)行工藝分析,根據(jù)V型機(jī)體的形狀特點(diǎn),在夾具設(shè)計(jì)和工件定位方面靈活運(yùn)用、敢于創(chuàng)新,通過找正兩端主軸孔的位置,獲得了正確的加工方法。
文章的亮點(diǎn)是機(jī)體兩端主軸孔在垂直和水平兩個(gè)方向上的找正方法,圖文清晰、簡單易懂,具有很強(qiáng)的可操作性和實(shí)用性。
猜你喜歡
美與時(shí)代·美術(shù)學(xué)刊(2022年3期)2022-04-27 01:18:15
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
人大建設(shè)(2019年12期)2019-05-21 02:55:32
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
小天使·一年級(jí)語數(shù)英綜合(2015年2期)2015-01-14 06:35:05
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
