儀器面板注塑件脫模頂桿配置優化及模具設計
2022-06-21 07:31:30賴淑貌
機電信息 2022年12期
關鍵詞:優化設計


摘 要:以儀器面板注塑件為例,通過應用Moldflow模流分析,結合Ansys力學結構分析,對注塑件頂出脫模過程進行數值模擬,評估頂出過程塑件脫模阻力和變形量,并獲取最佳的頂桿設計數量、位置以及頂出面積,有效地控制了塑件脫模變形量,該方法能在工藝與模具設計階段預測注塑件頂出脫模存在的問題,及時進行頂桿配置優化,從而提高模具研發設計效率。
關鍵詞:儀器面板;注塑模具;脫模;頂桿;優化設計
中圖分類號:TQ320.5+2? ? 文獻標志碼:A? ? 文章編號:1671-0797(2022)12-0019-05
DOI:10.19514/j.cnki.cn32-1628/tm.2022.12.006
0? ? 引言
注塑件脫模阻力分布與頂出零件設計位置及數量息息相關,尤其是對于平板類塑件,合適的頂出設計不僅能減小塑件的脫模變形量,而且可以簡化模具結構,降低成本[1-3]。在此以儀器面板注塑件為例,通過應用Moldflow創建模流分析模型,并進行充填保壓翹曲分析,獲知塑件成型翹曲變形特性,獲取脫模阻力分布狀況,再結合應用Ansys對塑件進行脫模力學分析,獲取最佳的頂桿設計數量、位置以及頂出面積,依據優化結果進行注塑模具結構設計,該方法能有效降低模具研發成本,提高模具設計效率,以期為其他注塑產品設計提供理論參考。
1? ? 儀器面板零件結構工藝
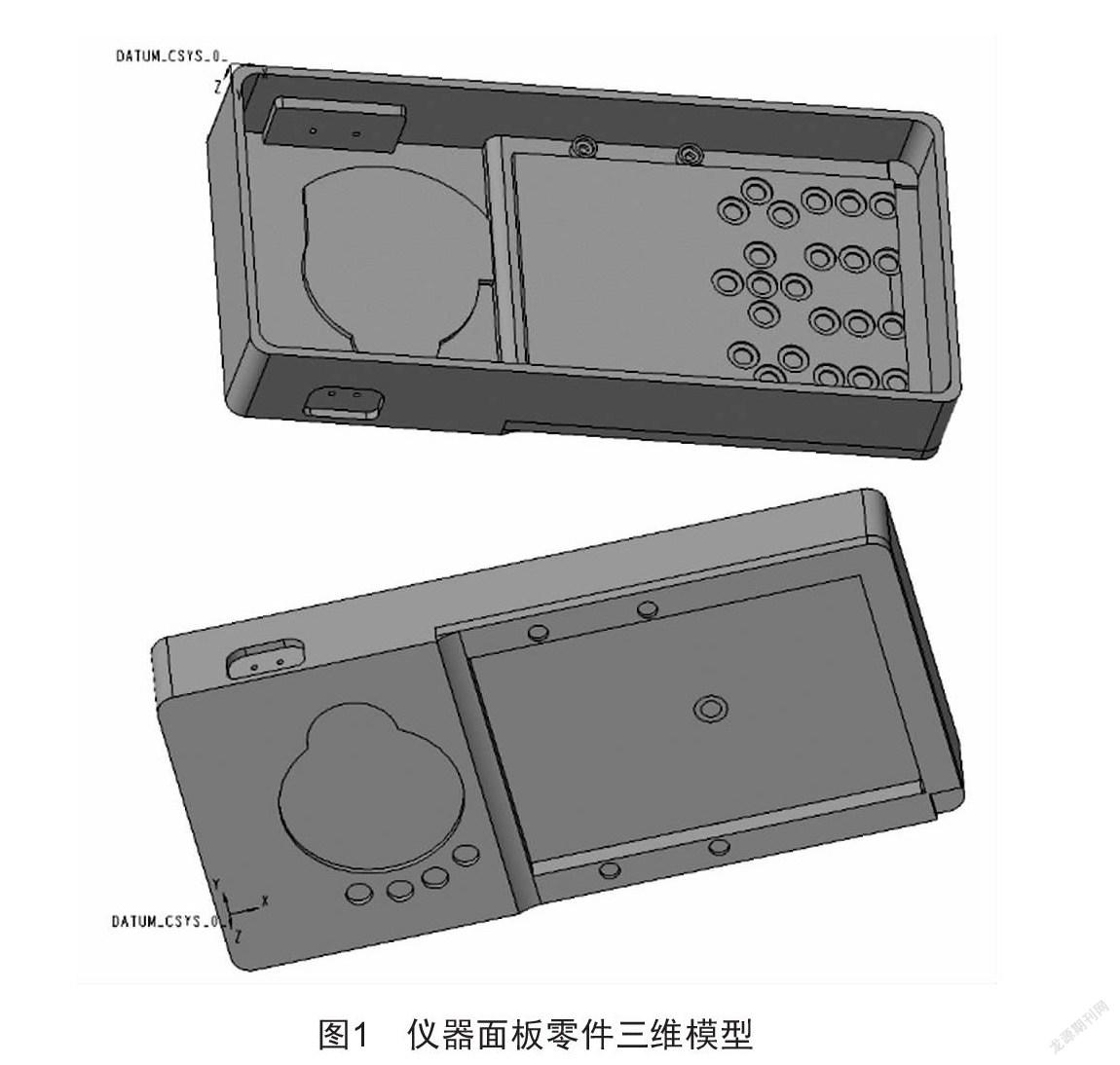
圖1為儀器面板零件三維模型,塑件長114 mm,寬54 mm,高18 mm,平均壁厚1.5 mm,塑料熔體流程不長,易于注塑成型。塑件材質為熱塑性塑料中丙烯腈-丁二烯-苯乙烯共聚物,縮寫為ABS,牌號為奇美公司生產的PA-737,該料具有良好的綜合力學性能以及良好的耐化學腐蝕性及表面硬度。塑件為長方體殼形結構,外觀要求較高,表面粗糙度外表面為Ra1.6 μm,內表面為Ra6.3 μm,尺寸精度等級為MT5。分型面選擇塑件輪廓截面尺寸最大處,殼體深腔部分朝向動模,保證頂出塑件后塑件可以留在動模型芯一側,使模具脫模機構設計簡潔[4-5]。
2? ? 創建模流分析模型
首先將CROE中創建好的塑件三維模型轉化為STL格式并導入到Moldflow中,接著對塑件進行網格劃分及修復,統計網格劃分信息為:三角形單元數為8 350,節點數為4 177,自由邊為0,相交單元為0,最大縱橫比為7.4,匹配率為95.2%>85%,滿足模流分析要求。依據以往經驗,塑件選用XS-ZY-125型注射機,主流道尺寸設計根據注塑機噴嘴參數,確定主流道小段直徑為4.5 mm,錐度為1°,長度為70 mm,選擇非限制性主流道型澆口,依據PA-737物性可知,其成型溫度為250~270 ℃,而脫模推出溫度為50~70 ℃,因此需要對塑件進行冷卻,以縮短塑件制成周期,方便塑件脫模。創建的模流分析模型如圖2所示,采用一模一腔布局形式,其中冷卻系統設計,動模部分采用直流式,定模部分采用直流循環式,并對澆口位置進行加強冷卻,冷卻介質為15 ℃常溫水,冷卻水路直徑為8 mm,注塑成型工藝參數采用軟件推薦默認值。
3? ? 模流結果分析
3.1? ? 充填時間
塑件充填時間分布如圖3所示,由圖可知該塑件充填時間為1.180 s,充填時間分布比較對稱,塑件各部位充填時間差異性小,塑料熔體能均勻地充滿型腔,為保證塑件成型質量提供了必要條件。
3.2? ? 翹曲變形
圖4和圖5分別為塑件翹曲變形總體分布和脫模方向分布,從圖4可知所有因素作用下的塑件總的最大變形量為0.561 2 mm,位于塑件按鍵板的框架邊角處,不僅占比很小,而且對塑件影響度小,可以忽略不計,塑件大部分區域的翹曲變形位于A、B兩處,A處的變形量約為0.300 0 mm,B處的變形量介于0.040 2~0.170 4 mm,A、B兩處為平面結構,翹曲變形量對其外觀和質量影響較大,同時也容易導致塑件粘膜,結合圖5翹曲變形脫模方向分布(Z方向),獲知A處變形量為負值,最小值為-0.279 9 mm,粘膜嚴重,為塑件脫模的最大阻礙,B處次之,塑件框架邊緣變形量值雖然較大,但都為正值,與脫模同方向,有利于塑件脫模。因此,在推出頂桿設計時,應特別注意A、B處。
4? ? 脫模頂桿優化配置
4.1? ? 頂桿配置方案
依據模流分析的結果,儀器面板塑件脫模頂桿設計最先考慮位置為圖4中的A處,其次是圖4中的B處,最后考慮其他位置。在此提出4種頂桿配置方案,如表1所示,其中頂桿直徑選擇為2 mm,塑件在分型面上的投影面積為6 156 mm2,頂桿配置規則是在脫模阻力大的部分優先配置、盡量上下左右對稱、由外而內緩慢增加頂桿數量[6-7]。
4.2? ? 包緊力計算
塑件注塑成型后即在模內進行冷卻定形,冷卻過程產生收縮,塑件體積變小而產生包緊力,當塑件需要脫模推出時,則需要克服由于包緊力而出現的摩擦力以及后續推出機構移動的摩擦力[8-9]。在脫模初始階段主要是克服包緊力,脫模力即推出力,計算如下:
Ft=Fb(μcos α-sin α)=Ap(μcos α-sin α)
式中:Ft為脫模力;Fb為塑件對型芯的包緊力;μ為塑件對鋼的摩擦系數,一般為0.1~0.3;α為脫模斜度;A為塑件包絡型芯的面積;p為塑件對型芯單位面積的包緊力,在此選擇模內冷卻的塑件,p取1×107 Pa。
將所需數值代入上式,得:
Ft=48.14×10-6×(1×107)×(0.2×cos 0.5°-sin 0.5°)63334256-D28B-4619-9239-7AF17A443338
≈92.1 N
最后得到塑件脫模所需克服的包緊力為92.1 N。
4.3? ? 脫模分析前處理
首先導入塑件模型創建分析項目,定義模型單位為mm,添加模型材料為ABS,并進行屬性設置,如塑件密度為1.1 g/mm3,楊氏模量為3 000 Pa,泊松比為0.394,接著進行網格劃分,繼而進行施加載荷與約束。不同頂桿數塑件承受的載荷如圖6所示,其中圖6(a)為2根頂桿約束載荷,圖6(b)為4根頂桿約束載荷,圖6(c)為6根頂桿約束載荷,圖6(d)為8根頂桿約束載荷。
4.4? ? 脫模分析結果
圖7為不同頂桿數量的脫模最大主應力分布,圖7(a)(b)(c)(d)對應圖6(a)(b)(c)(d),由圖7可知,頂桿數為2根與4根時推出最大主應力相同,為0.031 896 MPa;頂桿數為6根時,推出最大主應力為0.021 264 MPa;頂桿數為8根時,推出最大主應力為0.017 885 MPa,主應力降低幅度為43.92%。儀器面板塑件材料屬于一般通用注塑級ABS,屈服強度為39 MPa,密度為1.1 g/mm3、楊氏模數為3 000 Pa,泊松比為0.394,雖然脫模模擬分析還未將所有實際因素考慮周全,但頂桿頂出最大主應力明顯小于注塑材料的屈服值,不會對塑件整體剛性產生影響。因此,儀器面板塑件可以設計采用分布于塑件內腔A處4根和內腔B處4根頂桿構成推出零件,滿足脫模需求。
5? ? 儀器面板注塑模具設計
儀器面板注塑模具裝配圖如圖8所示,該模具采用一模一腔兩板式,型腔由定模鑲件20、動模鑲件23及兩側滑塊6構成。模具工作過程如下:開模時,定模板3與動模板11分開,動模上的拉料桿將主澆道凝料從澆口套18中拉出,塑件與主流道凝料同時留在動模部分,隨著分型面打開,楔緊塊7與側滑塊6脫離,側滑塊6在彈簧22的作用下,沿著滑塊滑槽8向外側移動,完成抽芯動作,當動定模打開一定距離后,注塑機頂桿推動動模上的推板15,推板15則推動頂桿固定板13,迫使安裝固定在頂桿固定板13上的頂桿10向上推出塑件,使塑件脫離成型動模型腔,完成脫模動作。合模時,注塑機上移動模板推動動模部分向定模靠攏,此時固定在頂桿固定板13上的復位桿先接觸定模板11,復位桿安裝有先復位彈簧,迫使復位桿反向推動頂桿固定板13和推板15,使推出機構復位,即所有頂桿10都回到初始位置,緊接著動定模板閉合,此時楔緊塊7與側滑塊6再次接觸,楔緊塊7推動側滑塊6向內運動,固定在側滑塊6上的側型芯在彈簧22作用下逐步歸位,準備下一次注射。
生產實踐證明,該模具在開合模過程中,導柱2和導套4保證了動定模定位準確,滑動平穩,沒有發生松動或咬死的現象,模具的冷卻裝置安裝牢固且密封完好,脫模機構也具備先復位功能,不會與側型芯發生干涉,設計的模具結構滿足塑件的生產要求。
6? ? 結語
本課題應用Moldflow模流分析技術,獲知儀器面板注塑件翹曲變形量分布特性,再應用Ansys模擬塑件頂出脫模,獲得塑件脫模最佳的頂桿設計位置和數量,并通過實踐證明,該方法能在工藝與模具設計階段預測注塑件頂出脫模存在的問題,不僅能有效避免頂桿位置和數量配置不當而影響脫模,而且能提高注塑模具研發效率,為其他類似注塑產品模具設計提供參考。
[參考文獻]
[1] 韓志忠.汽車后視鏡主殼注塑模具設計[J].現代塑料加工應用,2021,33(1):40-43.
[2] 黨琰.收音機外殼注塑模結構設計與模具結構的CAE研究[D].西安:長安大學,2012.
[3] 梅益,鄢天燦,王莉莉,等.基于UG和Moldflow的電器殼蓋注塑模優化設計[J].塑料科技,2019,47(11):122-127.
[4] 歐陽波儀.吹風機出風口二次頂出脫模機構及注塑模設計[J].塑料工業,2017,45(9):63-67.
[5] 趙妙君.CAD/CAE技術在膨脹水箱模具設計中的應用研究[D].柳州:廣西科技大學,2013.
[6] 王華山.注射成型技術及實例[M].北京:化學工業出版社,2015.
[7] 林權,陳麗軍,陳蓮,等.基于Moldflow與Workbench的底座塑件推桿配置優化及偏心注塑模設計[J].工程塑料應用,2020,48(5):103-108.
[8] 屈華昌,吳夢陵.塑料成型工藝與模具設計[M].3版.北京:高等教育出版社,2018.
[9] 翁澤毅.基于特征識別的注塑產品脫模分析與優化[D].武漢:華中科技大學,2018.
收稿日期:2021-03-10
作者簡介:賴淑貌(1981—),女,福建漳州人,講師,研究方向:機械設計及數控加工。63334256-D28B-4619-9239-7AF17A443338
猜你喜歡
航空兵器(2016年4期)2016-11-28 21:47:29
科技資訊(2016年19期)2016-11-15 08:34:13
電腦知識與技術(2016年24期)2016-11-14 00:09:15
文理導航(2016年30期)2016-11-12 14:56:57
文藝生活·中旬刊(2016年10期)2016-11-04 06:29:49
中國科技博覽(2016年22期)2016-11-01 14:23:46
中國科技博覽(2016年22期)2016-11-01 13:48:02
中國科技博覽(2016年19期)2016-10-19 12:24:15
中國科技博覽(2016年18期)2016-10-19 08:57:06
科技視界(2016年22期)2016-10-18 15:25:08
