高精度鑄造鎂合金殼體加工方法
2022-06-21 06:20:08王永軍張青才馬利民
金屬加工(冷加工) 2022年4期
關鍵詞:變形
王永軍,張青才,馬利民
山西平陽重工機械有限責任公司 山西臨汾 043000
1 序言
自20世紀90年代初開始,國際上主要金屬材料的應用發展趨勢發生了變化,鋼鐵、銅和鋅等傳統材料的應用增長緩慢,而以鎂合金為代表的輕金屬材料異軍突起,其應用以每年20%的速度持續增長。鎂合金的密度約為1.7×103kg/m3,較鋁合金還輕1/3,其具有優良的導熱性、吸振性、抗沖擊性和耐磨性,還具有100%完全回收的特性,更符合當代對環境保護和可持續發展的要求。但是由于鎂合金具有化學活性大、熔點低(650℃)、線膨脹系數大(25.2×10-6/K)等特點,給其零件的加工帶來了很多難題[1]:①極易產生化學腐蝕。②加工過程中易燃燒。③在切削力和夾緊力作用下,容易產生較大的彈性變形,使工件不易獲得較高的加工精度。因此,有必要對鎂合金高精度、復雜殼體類零件的加工工藝進行探索和研究。
2 零件結構分析
紅外支架(見圖1)是我公司承接某研究所航天產品中重要的零件之一,材料是鑄造鎂合金ZM5[2],其外形特殊,結構復雜,精度較高,最薄的壁厚為3mm,外形尺寸為280mm×280mm×290mm,內孔φ206+0.02+0mm,圓柱度0.01mm,表面粗糙度值Ra=0.4μm;φ76+0.015+0mm內孔的圓柱度0.006mm;兩側裝配面A面平面度要求0.01mm,表面粗糙度值Ra=0.4μm。
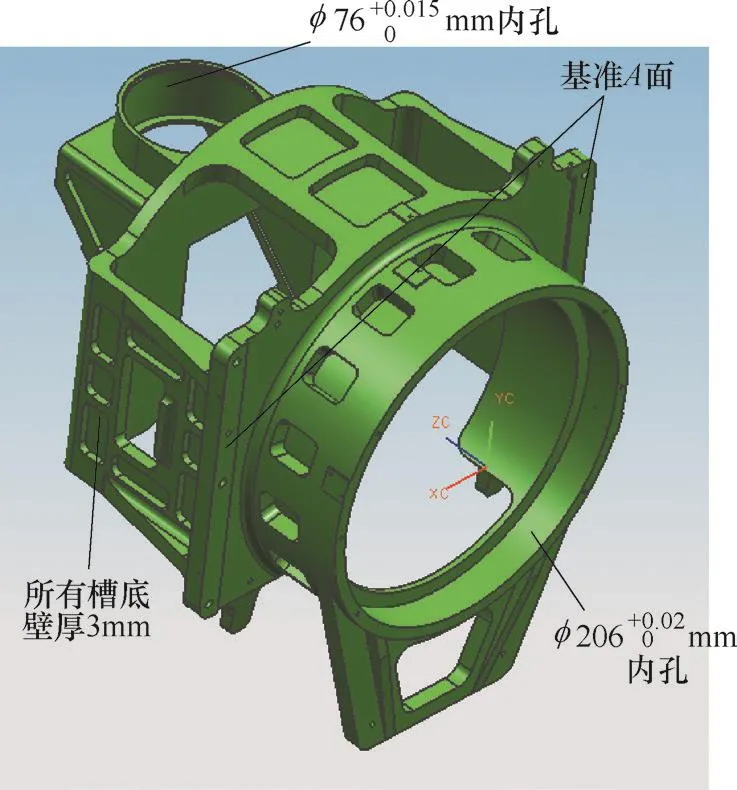
圖1 紅外支架
3 工藝方案
通過對產品結構進行分析和研究,制定如下適合于鎂合金殼體加工的工藝方案,經過實踐加工,滿足產品高精度加工要求。
1)為避免零件腐蝕和出于安全的考慮,加工過程中不能使用切削液,而是采用空氣冷卻的方法進行冷卻。
2)制定合理的工藝方案,將加工分為粗加工、半精加工和精加工3個階段。粗加工階段去除大部分余量,半精加工階段將去重槽、外形中大部分的部位加工成形,精加工階段加工關鍵部位,每個階段都留有適當的切削余量,以減小切削力及加工中的應力產生的變形[3]。
3)在半精加工之后、精加工之前安排“高低溫時效處理”,來穩定零件的尺寸,以保證高精度尺寸及幾何精度的要求。
4)在裝夾零件的過程中,采用“打表壓緊法”對工件進行壓緊,避免了壓緊使工件產生的變形,以保證裝卸前后加工尺寸一致。
4 具體實施方式
工藝方案的具體實施方式如下。
1)加工鎂合金零件的場地應通風、明亮和整潔,設備旁邊配置滅火用的干沙。采用空氣冷卻,壓力控制在0.45~0.50MPa,這樣可保證切屑及時脫離工件,帶走大量的切削熱量,從而避免引起零件的腐蝕和燃燒。
2)粗加工留量1.5mm,半精加工留量0.5mm。粗加工時需要去除大部分余量,將內部圓弧、方槽加工成形;半精加工時將外形筋、凸臺及各槽加工成形,內孔及A面各留量0.5mm。過薄的切屑容易使局部溫度急劇升高而造成切屑燃燒。注意最小進給量不要小于0.05mm,精加工時分為3次走刀,余量分配為0.30mm、0.12mm和0.08mm。
3)在半精加工之后、精加工之前進行“高低溫時效處理”,具體方法:先將零件放置在-50℃的冷凍箱中保持1h,然后將其取出,放置在100℃的烘箱中保持1h,這樣循環3次,每次交換過程不能超過1min,經過處理后,保證了最終加工的零件尺寸穩定不變化,滿足了圖樣設計要求。
4)由于鎂合金的彈性模量大,在切削力和夾緊力作用下,容易產生較大的彈性變形,所以在定位裝夾方面需要采取措施。首先選擇較好的定位基準面,壓緊力需要落在定位面上,不能產生空點。然后選擇較平整的B面為定位面,將B面精加工,要求平面度0.003mm,在加工B面的同時將A面見光,與B面保持垂直。這樣加工內孔與A面時,先將B面放在墊鐵上,B面的平整保證了定位的可靠性;隨后用小壓板從槽內側面進行壓緊,在擰緊螺母的過程中打表找正A面,表針應無變化,這種狀態下,壓緊前后工件不會產生變形,保證了加工后的尺寸要求。紅外支架定位壓緊位置如圖2所示。

圖2 紅外支架定位壓緊位置
5)加工高精度A面時,為使切削力達到最小以減小變形,需要選擇合理的切削刀具和參數。粗加工刀具選擇φ16mm合金銑刀,前角4°,后角11°,螺旋升角30°,轉速5000r/min,進給速度vf=1500mm/min,這樣不僅可以提高加工效率,而且轉速大時切屑易排出,可帶走大部分熱量,使工件減小變形;精加工時,也選擇φ16mm合金銑刀,但是刀具的幾何角度發生了變化,前角7°,后角17°,螺旋升角35°,轉速8000r/min,進給速度vf=1000mm/min,刀具相對較鋒利,摩擦小,切削熱也小,達到了減小變形和提高加工質量的目的。
6)加工高精度孔特別是φ206+0.02+0mm孔時,由于大孔非常易變形,所以其加工方法、刀具及切削參數的選擇對加工精度都有影響。因銑削孔效率高,鏜削孔精度高,所以綜合考慮后,確定為銑-鏜加工方案。銑孔時,選擇φ18mm合金銑刀,轉速8000r/min,進給速度vf=800mm/min,為后續鏜孔單邊留余量0.08mm,高轉速時不僅易排屑,而且加工效率高,使工件不會產生很大的變形;鏜孔時,選擇φ206mm大徑鏜刀,轉速300r/min,進給速度vf=15mm/min,刀尖圓角r<0.2mm,保持刀具的鋒利,較小的徑向力使孔不產生變形,保證了其加工精度。
紅外支架按照以上方法加工后,各高精度面、孔表面的表面粗糙度值Ra<0.4μm,A面的平面度達0.008mm,φ76+0.015+0mm孔圓柱度達到0.005mm,φ206+0.02+0mm孔圓柱度0.009mm,尺寸及幾何精度全部滿足圖樣要求。
5 結束語
本文結合具體加工實例,從工藝方案、刀具選用、切削參數及加工中的注意事項等方面,介紹了一種高精度鑄造鎂合金材料殼體零件的加工方法[4]。通過制定加工方案和具體實施,解決了鎂合金殼體易燃易腐、變形量大的材料弊端和鑄造殼體零件壁薄厚不均、結構復雜的加工難題,完美保證了高精度加工要求,具有很強的操作性和指導性,為同類零件加工提供了解決方案和加工經驗。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
