曲軸箱氣缸孔數(shù)控加工方法創(chuàng)新與實(shí)踐
2022-06-21 06:20:10萬傳廣張雪紅叢明
金屬加工(冷加工) 2022年4期
萬傳廣,張雪紅,叢明
中車大連機(jī)車車輛有限公司 遼寧大連 116022
1 序言
RK270型船用柴油機(jī)的標(biāo)定功率為5500kW,其功率大,質(zhì)量輕,技術(shù)先進(jìn),經(jīng)濟(jì)性好,大修周期長,是國際先進(jìn)的大功率中速柴油機(jī)。曲軸箱是柴油機(jī)的關(guān)鍵部件,工作時承受氣體壓力、慣性力及慣性力矩的共同作用,應(yīng)具有高的蠕變強(qiáng)度與持久強(qiáng)度。曲軸箱氣缸軸線V形夾角為45°,每側(cè)分布8個精密氣缸孔,用于放置氣缸套。氣缸孔位置如圖1所示。氣缸孔作為曲軸箱的重要部位,其加工精度對柴油機(jī)的工作效率影響很大,柴油機(jī)工作時,活塞環(huán)在氣缸套內(nèi)高速運(yùn)動,氣缸孔的圓柱度、垂直度、表面粗糙度以及止口的平行度都影響柴油機(jī)的性能。
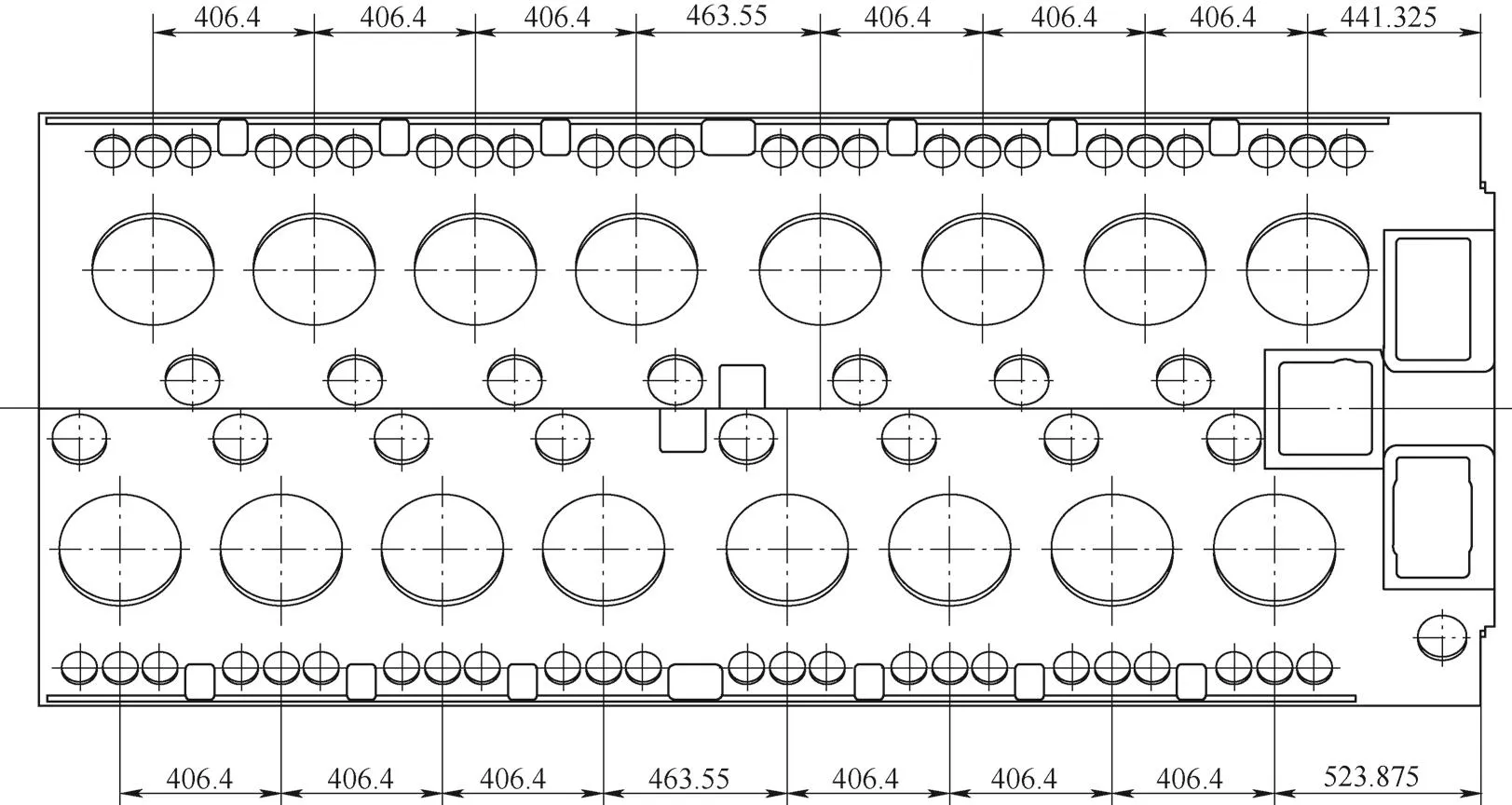
圖1 氣缸孔位置
2 氣缸孔加工難點(diǎn)
曲軸箱采用整鑄毛坯,材質(zhì)為球墨鑄鐵,體積大、形狀復(fù)雜,設(shè)計要求精度高,加工難度大。我公司采用龍門加工中心對曲軸箱氣缸孔進(jìn)行加工。為了得到高精度氣缸孔,需要克服3個難題。
(1)鏜孔刀具易崩刀 使用雙刃鏜刀鏜削氣缸孔特別是氣缸孔二環(huán)時,易產(chǎn)生崩刀問題。這是由于鏜孔深度較大,達(dá)到488mm。為防止崩刀,只能采用小的切削深度和進(jìn)給量,從而影響質(zhì)量和效率,故必須采用復(fù)合型專用刀具。
(2)數(shù)控機(jī)床控制程序的編制 氣缸孔止口銑削后有刀痕,深度尺寸不穩(wěn)定。為充分發(fā)揮龍門加工中心的功能和潛力,必須編制簡短、有效和安全的加工程序,需要借助R參數(shù)來編制程序,特別是編制銑削循環(huán)CYCLE903銑削止口,使用變量R給循環(huán)提供參數(shù),以減少編程工作量。
(3)裝夾和找正工藝 針對工件體積大、精度高和形狀復(fù)雜的特點(diǎn),必須制定合理的找正工藝流程。
3 氣缸孔加工方案關(guān)鍵點(diǎn)分析
曲軸箱的缸臺面、氣缸孔和定位止口涉及了多個尺寸、幾何公差,其中包括氣缸孔一環(huán)直徑尺寸304.724+0.076+0mm,二環(huán)直徑尺寸301.549+0.076+0mm,氣缸孔止口深度尺寸0.508+0.076+0mm,曲軸箱缸臺面至底面止口中心距離927.1-0-0.127mm,是整個曲軸箱機(jī)體機(jī)械加工的關(guān)鍵控制對象。
圖2為氣缸孔,其與止口之間的尺寸公差、幾何公差要求很嚴(yán)格,氣缸孔表面粗糙度值Ra要求達(dá)到1.6μm,表面不能有振紋,但是使用加長鏜刀加工氣缸孔二環(huán)時,由于刀具長度達(dá)530mm,所以加工時常發(fā)生振動,影響表面粗糙度,而減小進(jìn)給量則會降低加工效率。止口的公差要求嚴(yán)格,需要與氣缸孔在一臺設(shè)備上一次裝夾來完成,這樣可以解決垂直度、軸向圓跳動的問題。

圖2 氣缸孔
4 工藝定位方案
在工序定位方式的選擇上,氣缸孔止口深度公差0.076mm、缸臺面至底面止口中心幾何公差0.127mm等指標(biāo)會直接影響柴油機(jī)的性能,必須優(yōu)先考慮,因?yàn)閮烧叨寂c底面止口中心存在位置關(guān)聯(lián)。
4.1 方案的制定
工藝保證方法主要有兩種,即直接保證和間接保證。兩者之間的區(qū)別是工藝定位基準(zhǔn)與設(shè)計基準(zhǔn)(底面止口中心)是否重合。傳統(tǒng)的工藝是以兩側(cè)面設(shè)定Y軸基準(zhǔn),通過嚴(yán)格控制工藝尺寸鏈,間接保證重合。而本工藝則是選用底面止口來確定Y軸基準(zhǔn),利用已精加工完成的底面及底面止口作為本工序的主定位基準(zhǔn),來保證所需的加工要求。此方法符合工藝基準(zhǔn)和設(shè)計基準(zhǔn)相重合的原則,能直接保證氣缸孔對底面止口中心的垂直度,以及缸臺面至底面止口中心的位置度等關(guān)鍵質(zhì)量要求,有效提高工件的機(jī)械加工精度。工藝保證方案如圖3所示。
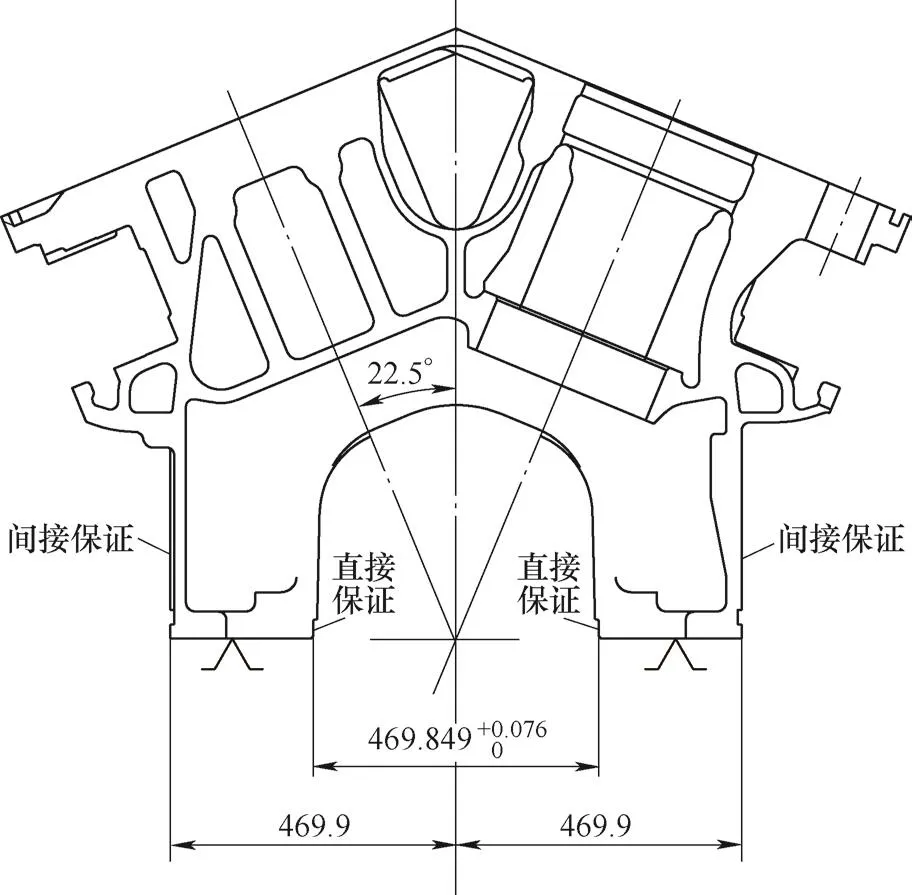
圖3 工藝保證方案
4.2 方案的具體實(shí)施方法
采用壓板、螺栓直接找正裝夾的方法,當(dāng)曲軸箱下落到平鐵上方時,向右側(cè)推動曲軸箱,將其右側(cè)面緊靠在頂子上,以實(shí)現(xiàn)曲軸箱的粗定位。調(diào)整兩側(cè)的頂子,打表找正側(cè)面的基準(zhǔn),用螺栓、壓板壓緊,此裝夾方法機(jī)動靈活性好,可以實(shí)現(xiàn)工件快速定位裝夾。
使用3D尋邊器設(shè)定基準(zhǔn)。3D尋邊器(見圖4)是一種高精度、多功能的測量儀器。用分中法設(shè)定Y軸基準(zhǔn)點(diǎn)時,首先將3D尋邊器壓在底面止口面上,當(dāng)指針指示為0時,表示機(jī)床主軸軸線與工件邊重合。然后調(diào)用編制的Y軸自動分中程序L8882,該程序利用數(shù)控系統(tǒng)程序進(jìn)行內(nèi)部參數(shù)傳遞的方法,可快速、準(zhǔn)確地實(shí)現(xiàn)將測量數(shù)據(jù)自動傳送給可設(shè)置的零點(diǎn)偏置數(shù)據(jù)區(qū)域,避免了因操作不當(dāng)、誤操作或抄數(shù)錯誤等人為因素而影響計算精度,導(dǎo)致工件零點(diǎn)設(shè)定不準(zhǔn)確,造成不必要的廢品和損失。

圖4 3D尋邊器
自動分中程序如下:
PROC L8882 SAVE DISPLOF
STOPRE
R[116]=$P_UIFRNUM[1]
STOPRE
R[111]=$P_UIFR[R[116],Y,TR];將G54粗基準(zhǔn)的坐標(biāo)值記錄到R111中
IF R[110]==1 GOTOF AAA;判別語句
R[112]=$AA_IW[Y];記錄Y軸第一點(diǎn)坐標(biāo)值
ENDIF
R[110]=1;設(shè)定R110值為1
STOPRE
GOTOF ENDE
AAA:
R[113]=$AA_IW[Y];記錄Y軸第二點(diǎn)坐標(biāo)值
R[114]=(R[112]+R[113])/2;計算Y軸兩點(diǎn)的中間值
$P_UIFR[R[116],Y,TR]=R[111]+R[114];將Y軸基準(zhǔn)點(diǎn)自動計算輸入到G54粗基準(zhǔn)中
R[110]=0;設(shè)定R110值為0
STOPRE
ENDE:
M17;程序結(jié)束
該程序存放在程序管理目錄下,運(yùn)行該程序完成具有對稱性的工件原點(diǎn)坐標(biāo)的確定工作將會十分方便。
5 加工方案
5.1 氣缸孔的加工
(1)氣缸孔加工方式的選擇 為保證氣缸孔一環(huán)、二環(huán)的同軸度,粗、精加工氣缸孔時,采用復(fù)合鏜刀。在加工過程中,為保證一環(huán)、二環(huán)不產(chǎn)生擾振,鏜桿設(shè)計時都考慮脫刀加工,即一環(huán)、二環(huán)刀片不同時參與切削。同時,為保證氣缸孔的圓柱度要求,鏜桿采用高剛性結(jié)構(gòu),并具有好的動平衡性。
(2)粗鏜復(fù)合刀具改進(jìn)及切削參數(shù)設(shè)定 粗鏜氣缸孔時,由于氣缸孔二環(huán)鑄造毛坯余量太大,定制的粗鏜復(fù)合刀具不能一次完成粗加工,還需要用雙刃鏜刀加工兩次,影響加工效率。根據(jù)用刀經(jīng)驗(yàn),提出了刀具改進(jìn)方案(見圖5),將加工氣缸孔二環(huán)的其中一個切削刃所在的刀座向刀具中心偏移銑削9mm(見圖5a),在安裝刀夾時,松開鎖緊螺釘(見圖5b),轉(zhuǎn)動調(diào)整螺釘,將該切削刃向進(jìn)給切削方向調(diào)長1mm,再擰緊鎖緊螺釘,這樣可以增加切削深度9mm。經(jīng)過改進(jìn),粗加工氣缸孔可一次完成。

圖5 粗鏜復(fù)合刀具的改進(jìn)方案
針對新鏜刀的特點(diǎn),采用不同加工參數(shù)進(jìn)行對比試驗(yàn),最終確定加工參數(shù):切削速度vc=113 m/min,進(jìn)給量f=0.25mm/r;切削深度為不可控量,未調(diào)整。由于新刀具在多方面采取防振措施,提高了加工過程的穩(wěn)定性,所以基本上杜絕了刀片的異常破損,從而減少了換刀次數(shù),提高了設(shè)備開動率。
(3)氣缸孔的精加工 精鏜復(fù)合刀具包括刀體和精鏜單元,將刀體安裝在過定位刀柄上。過定位刀柄是一種靠錐面和端面同時定位的刀具系統(tǒng),相對于僅靠錐面定位的傳統(tǒng)刀具系統(tǒng),該刀柄具有剛性好、靜剛性和動剛性高的特點(diǎn);采用精鏜單元是因?yàn)槠渚哂懈呔取ⅹ?dú)立性和高穩(wěn)定性等特點(diǎn),其中的獨(dú)立性就是指不容易受刀體制造精度的影響。
在對精鏜復(fù)合刀具進(jìn)行各種參數(shù)試驗(yàn)后,將切削參數(shù)確定為:切削速度vc=190m/min,換算出轉(zhuǎn)速n=198r/min,進(jìn)給速度vf=59mm/min。采用這些參數(shù)后,刀具使用壽命明顯提高。
5.2 止口的精加工
(1)止口深度要求的重要性 止口相對缸臺面的平行度對其深度公差控制的影響很大,一般工藝設(shè)計均將精銑缸臺面與精加工止口集成在一次裝夾下完成,盡量消除重復(fù)定位帶來的累積誤差。止口深度公差要求很嚴(yán),主要是產(chǎn)品對缸套安裝后,相對曲軸箱缸臺面的凸盈量有嚴(yán)格的要求,若達(dá)不到要求,柴油機(jī)工作時就可能發(fā)生竄氣等嚴(yán)重后果。
(2)加工方法的選擇 為保證止口與氣缸孔的垂直度,止口的精加工采用銑削加工,軸向切削力小,排屑條件好,切削穩(wěn)定。為了避免出現(xiàn)刀痕,不采用直進(jìn)法,而采用圓弧切入法,使用變量R參數(shù)編制銑削循環(huán)CYCLE903,便于主程序調(diào)用,通過修改R參數(shù)來增強(qiáng)數(shù)控程序的通用性。該銑削循環(huán)不使用刀具半徑補(bǔ)償,采用“1/4圓法”[2],可以在任意一個主程序中調(diào)用和執(zhí)行。如果主程序中輸入的刀具半徑大于被加工孔的半徑,則會產(chǎn)生故障報警,循環(huán)不執(zhí)行。
5.3 切削液的合理使用
為了提高氣缸孔的加工質(zhì)量和刀具壽命,鏜孔時必須使用切削液進(jìn)行濕式加工,使切削液及時滲透到切削刃上,消除切削熱量,抑制積屑瘤,減少切削刃磨損,保證刀具在良好的潤滑狀態(tài)下進(jìn)行切削,使切屑能順利排出,進(jìn)一步降低工件加工表面的表面粗糙度值。
6 氣缸孔加工方法的實(shí)施效果
按原工藝使用雙刃粗鏜刀和單刃精鏜刀加工一臺曲軸箱氣缸孔的工時為11.88h,按新工藝使用粗、精復(fù)合鏜刀加工一臺曲軸箱氣缸孔的工時為3.87h,加工時間減少了約8h。使用復(fù)合鏜刀不僅提升了加工質(zhì)量,還提高了2倍多的生產(chǎn)效率。
7 結(jié)束語
通過對氣缸孔加工方法的創(chuàng)新和實(shí)踐,總結(jié)有以下收獲。
(1)定位基準(zhǔn)的重要性 利用已精加工完成的底面及底面止口作為主定位基準(zhǔn),符合工藝基準(zhǔn)和設(shè)計基準(zhǔn)相重合的原則,能保證氣缸孔垂直度以及缸臺面、止口幾何公差等關(guān)鍵質(zhì)量要求。
(2)刀具選擇的專業(yè)性 采用粗、精鏜復(fù)合刀具能有效提高生產(chǎn)效率,過定位刀柄提高了刀具的剛性,使氣缸孔的表面質(zhì)量得到了提升。
(3)程序編制的通用性 采用R參數(shù)編制了銑削循環(huán)、自動分中程序和精基準(zhǔn)自動輸入程序,提高了程序的通用性[3],將程序存儲于各個機(jī)床的程序目錄下,可以隨時調(diào)用。
實(shí)踐證明,氣缸孔加工和操作方法可以應(yīng)用于其他柴油機(jī)氣缸孔及曲軸孔等部位的加工,為公司新型內(nèi)燃機(jī)車、船用柴油機(jī)等產(chǎn)品的工藝開發(fā)提供了參考,值得推廣和借鑒。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
