軟鉗口在數(shù)控銑項目技能競賽中應(yīng)用經(jīng)驗探討
2022-06-21 06:20:10謝應(yīng)善譚志明
金屬加工(冷加工) 2022年4期
關(guān)鍵詞:特征
謝應(yīng)善,譚志明
湖南工貿(mào)技師學(xué)院 湖南株洲 412006
1 序言
隨著數(shù)控設(shè)備、刀具與工藝水平的發(fā)展,國內(nèi)數(shù)控競賽與世界技能大賽對接,數(shù)控銑項目對選手的綜合能力要求越來越高。在裝夾工藝方面,試題中能直接用通用平口鉗來裝夾的機會越來越少,以第一屆全國職業(yè)技能競賽數(shù)控銑項目模塊三樣題(見圖1)為例,如果使用平口鉗常規(guī)夾持將無法保證工件的正確定位,對于這種情況,大部分都需對鉗口夾持面進行處理或使用專用夾具。由于技能競賽賽題的多樣性和不確定性,選手無法提前準備專用夾具,在競賽中設(shè)計制作專用夾具成為現(xiàn)今數(shù)控銑項目競賽選手的必備技能。
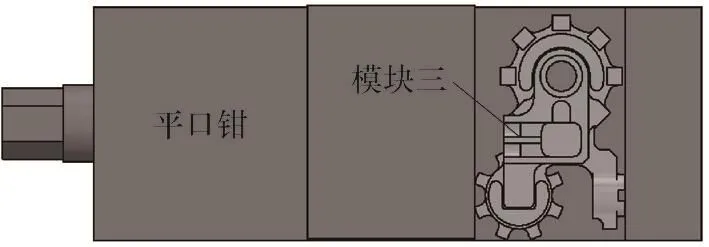
圖1 樣題(平口鉗無法正常裝夾示意)
將平口鉗鉗口改制為專用軟鉗口是賽場中較快速高效處理裝夾工藝的方式。專用軟鉗口是運用CAD/CAM軟件布爾運算功能,設(shè)計加工出剛好與工件夾持面配合形狀的軟鉗口,可對工件進行快速定位,簡化裝夾工藝,節(jié)省加工時間,同時避免在夾持硬度較低或表面粗糙度要求較高的工件時損傷其表面,提高工件的精度和質(zhì)量,保障競賽選手在訓(xùn)練和競賽中正常發(fā)揮水平。
2 專用軟鉗口的設(shè)計
專用軟鉗口以低碳鋼和鋁質(zhì)材料最為常用(見圖2)。
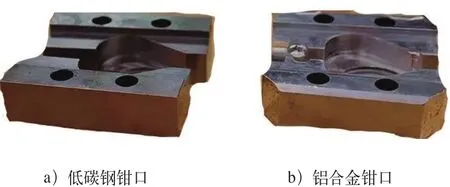
圖2 常用軟鉗口材料示意
專用軟鉗口是通過在CAD/CAM軟件里面設(shè)計兩塊和加工虎鉗配合的軟鉗口,然后導(dǎo)入加工工件三維模型(見圖3),運用CAD/CAM軟件里面布爾運算功能布爾求差得到最初特征,通過對特征進行合理處理后得到所要的專用軟鉗口夾持面加工形狀。
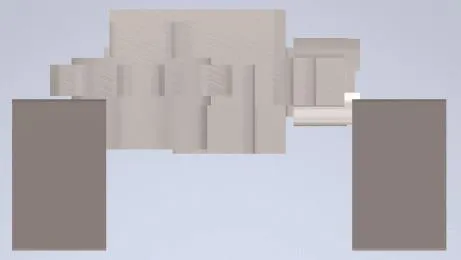
圖3 模型導(dǎo)入布爾求差示意
設(shè)計過程要注意3個方面:①軟鉗口夾持面主體特征是軟鉗口和加工工件模型運用CAD/CAM軟件布爾求差得到,軟鉗口和加工工件布爾求差運算時,兩塊鉗口之間的距離要比軟鉗口夾持工件后兩塊鉗口之間的距離單邊小2~5mm(見圖4),便于鉗口加工時有足夠的加工余量。②軟鉗口和加工工件布爾求差運算后,受刀具、加工環(huán)境限制,軟鉗口上所得到的特征在數(shù)控銑床上不一定能夠完整的加工出來(見圖5),對一些干涉特征要進行第二次處理,比如在數(shù)控銑床上加工軟鉗口內(nèi)凹槽特征時,由于立銑刀的原因,內(nèi)凹槽特征拐角處最小有一個立銑刀刀具半徑的內(nèi)圓弧角(見圖6),如果刀具半徑大于內(nèi)凹槽特征拐角半徑,在拐角處會有一個因為刀具半徑大于拐角半徑產(chǎn)生的加工殘料。以第一屆全國職業(yè)技能競賽數(shù)控銑項目樣題模塊三為例,如果加工采用的最小刀具是直徑6mm立銑刀加工的軟鉗口,則在內(nèi)槽拐角處將產(chǎn)生一個R3mm的內(nèi)圓角,在裝夾工件時因為軟鉗口內(nèi)槽拐角R角大于工件的圓角,將與工件產(chǎn)生干涉,造成工件夾持不緊固和定位基準偏移(見圖7)。因此,在設(shè)計軟鉗口時對于這種內(nèi)凹槽特征一般要放大一個最小刀具直徑值,避免因圓角殘料造成干涉,保證工件有足夠的夾持面即可(見圖8)。③對于軟鉗口夾持面的設(shè)置,要避開工件易變形部位,防止因為裝夾造成工件尺寸誤差。
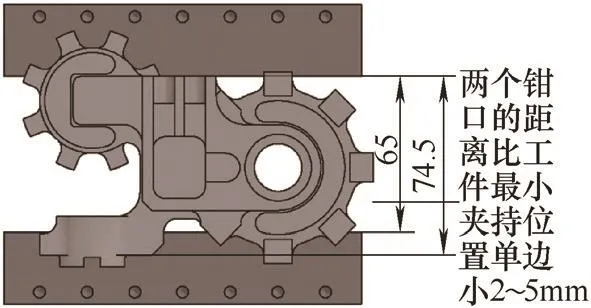
圖4 布爾求差時兩鉗口最小距離示意
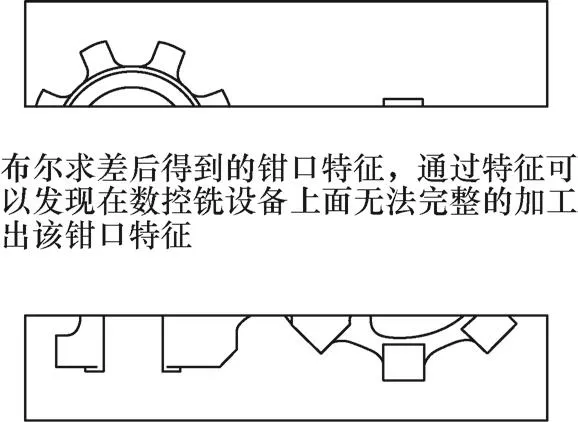
圖5 布爾求差后軟鉗口特征示意
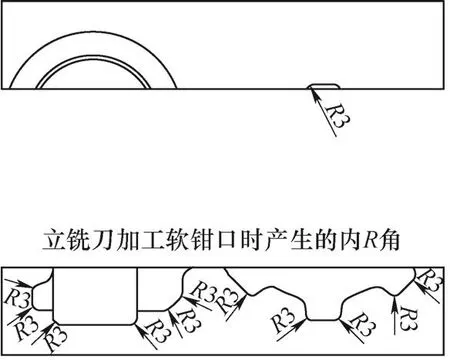
圖6 求差特征加工后示意
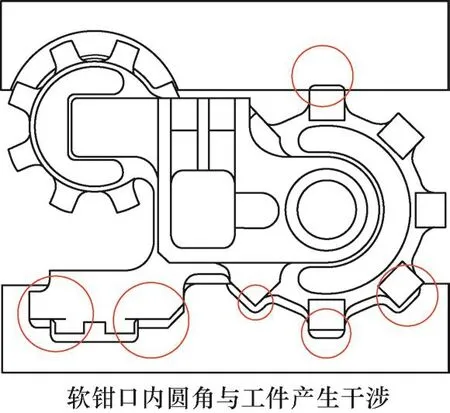
圖7 裝夾干涉示意
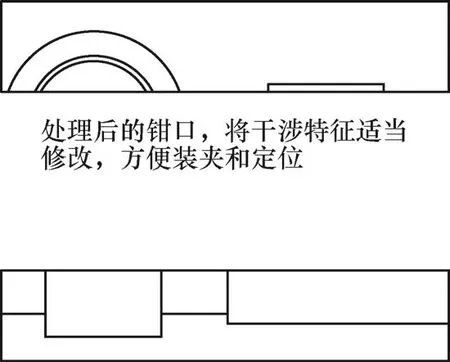
圖8 求差特征處理后加工示意
3 專用軟鉗口的加工
3.1 加工和夾持時會產(chǎn)生受力變形
軟鉗口可以根據(jù)工件的需要進行加工,其長度、寬度、厚度和形狀都會對效果產(chǎn)生影響。露在虎鉗以外的部分過長或者過高,在制作或者使用的時候,都會造成軟鉗口變形,讓工件無法穩(wěn)固的夾持,加工精度將達不到圖樣要求。因此在加工軟鉗口前首先在兩鉗口之間緊固夾持一塊與工件夾持部位略小的墊鐵,如果鉗口沒夾住工件就開始加工,活動鉗口處于松動狀態(tài),將加工出不符合要求的軟鉗口,且極容易造成刀具和虎鉗的損傷。其次為了避免加工軟鉗口產(chǎn)生錐度,夾持的墊鐵要盡量靠近加工部位;如果墊塊放在靠虎鉗鉗口底部離加工部位較遠的位置上(見圖9),當(dāng)虎鉗收緊開始夾住工件時,由于受力位置的變化,鉗口會發(fā)生一定量的偏移(見圖10),可能造成軟鉗口有錐度,不能緊密地夾住工件,而且軟鉗口越高錐度會越大。
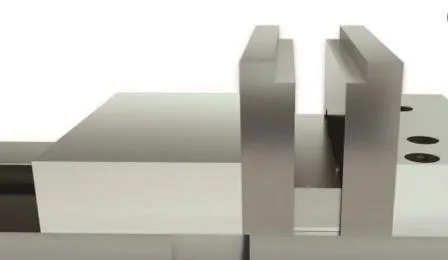
圖9 墊塊遠離鉗口加工示意
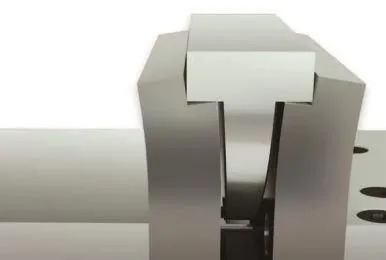
圖10 鉗口裝夾變形示意
如果讓墊塊靠近軟鉗口的加工部分(見圖11),加工時受力位置和夾持零件加工時受力位置相近,最后的零件貼合可能會好,在預(yù)載的情況下加工鉗口,會消除零件和鉗口之間的縫隙和錐度(見圖12)。為了避免鉗口偏移,會選擇盡可能矮的鉗口,如果避免不了,讓墊塊盡可能地靠近鉗口的頂部,這會使夾持更穩(wěn)固。最后軟鉗口夾持工件時夾緊受力點要盡量避開工件易受力變形的位置,防止工件裝夾變形[1]。
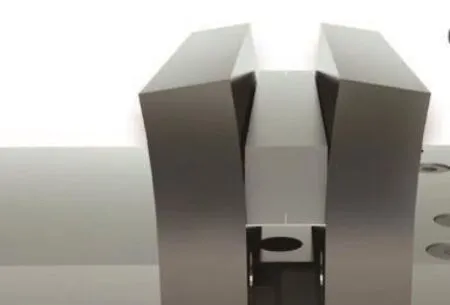
圖11 墊塊靠近鉗口加工示意
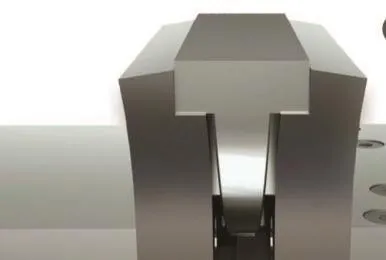
圖12 消除鉗口裝夾變形示意
3.2 軟鉗口的加工要防止和工件產(chǎn)生干涉
在軟鉗口加工中,主要是軟鉗口底面和側(cè)面棱角與工件定位基準面棱邊產(chǎn)生干涉(見圖13)。在實際生產(chǎn)加工軟鉗口過程中,使用的立銑刀刀尖帶有C(0.2~0.3)mm的倒角,主要用來防止刀尖的崩裂和提高刀具的耐磨性,軟鉗口加工完后,其底面和側(cè)面會產(chǎn)生一個C(0.2~0.3)mm的棱角。所以在加工和軟鉗口配合的基準面時,都需要棱邊倒角C0.3mm以上,讓軟鉗口的定位基準面和工件的基準面緊密貼合在一起,保證裝夾的緊固和定位的準確。
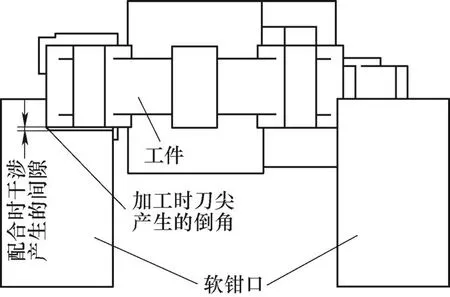
圖13 工件裝夾干涉示意
3.3 軟鉗口要避免夾持工件時造成過定位
軟鉗口形狀特征和工件外形原則上剛好配合,但是對于加工零件特征復(fù)雜、加工層次較多的賽題而言,會生成多個定位基準面。以底面定位為例,一般在實際加工中有4個支撐點對稱分布在零件4個角點較好。在第一屆全國職業(yè)技能競賽數(shù)控銑項目模塊三樣題中,通過布爾運算在底面產(chǎn)生了6個定位面(見圖14),在虎鉗夾緊過程中將不利于定位加工,產(chǎn)生定位誤差[2]。同樣在夾持面也有這樣的問題,在夾持面上除了要防止多個面定位產(chǎn)生過定位以外,還要挑選好夾持受力的部位,防止夾持受力變形和夾持不牢固造成工件松動。一般選擇零件剛性較好、能牢固夾持工件的部位來夾持。
圖14 軟鉗加工產(chǎn)生過多定位面示意
4 使用軟鉗口的優(yōu)勢
(1)適應(yīng)性強 運用工件模型布爾求差處理后得到專用軟鉗口,可以適用于各類數(shù)控訓(xùn)練和競賽,很大程度地簡化裝夾方式,提高加工效率和精度,從而獲得較好的競賽成績。
(2)可以做批量生產(chǎn)中的專用夾具,降低生產(chǎn)成本 軟鉗口的鉗口形狀是根據(jù)零件形狀加工而成,在零件的批量生產(chǎn)過程中能快速裝夾,對于中小型零件的批量生產(chǎn)可以減輕對精密專用夾具的依賴。
5 使用軟鉗口的不足
(1)耗材大 軟鉗口是根據(jù)所加工零件的特征設(shè)計的一種裝夾夾具,不同的工件,其所需軟鉗口的形狀不同。尤其在技能競賽中,每天訓(xùn)練的試題特征都不同,每一個試題都需要一套軟鉗口,這大大提高了軟鉗口的消耗和訓(xùn)練成本。
(2)設(shè)計難度大 軟鉗口是根據(jù)零件的加工要求設(shè)計形狀特征的,不同的零件設(shè)計要求不同,在技能競賽過程中,軟鉗口的設(shè)計通常需要借助CAD/CAM軟件,這對操作人員的能力提出了更高的要求。
6 結(jié)束語
專用軟鉗口作為一種專用夾具,以制造方便、快捷而廣泛地應(yīng)用于技能競賽中,極大地簡化了技能競賽中對裝夾設(shè)備和工藝設(shè)計的要求,保障了競賽選手水平的正常發(fā)揮[3]。隨著科學(xué)技術(shù)的進步和技能的提升,技能競賽試題難度將逐年提高,對裝夾的要求也越來越高,專用軟鉗口的應(yīng)用一定會越來越廣泛。
猜你喜歡
數(shù)學(xué)小靈通·3-4年級(2024年2期)2024-05-15 02:02:28
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2022年3期)2022-04-26 14:04:16
數(shù)學(xué)年刊A輯(中文版)(2020年1期)2020-05-19 00:30:36
空間科學(xué)學(xué)報(2020年2期)2020-04-01 03:50:40
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
中等數(shù)學(xué)(2019年8期)2019-11-25 01:38:14
當(dāng)代陜西(2019年10期)2019-06-03 10:12:04
新聞傳播(2018年11期)2018-08-29 08:15:24
數(shù)學(xué)小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
廣西科技大學(xué)學(xué)報(2016年1期)2016-06-22 13:10:38
