背吃刀量對車削42CrMoA鋼表面粗糙度及切屑的影響
2022-06-21 06:20:14劉軍壯郇艷寧宇
金屬加工(冷加工) 2022年4期
劉軍壯,郇艷,寧宇
青島工程職業學院 山東青島 266112
1 序言
42CrMoA鋼是一種中碳低合金結構鋼,其強度高,淬透性好,韌性好,淬火時變形小。調質后綜合力學性能好,在高溫工作環境下有高的蠕變強度和持久強度[1]。適宜要求具備一定強度和韌度的機械零件,如機車大齒輪、折彎機的模具、壓力容器中受載荷極大的連桿和彈簧夾,石油深井鉆桿接頭與打撈工具及高溫條件下的連接件(≤530℃)、緊固件(<510℃)制造[2]。
由于42CrMoA鋼強度高,屬于難切削材料。切削過程中,工件材料的強度越高,切削力、切削功率就越大,切削溫度隨之增高,影響加工的表面粗糙度。由于金屬切削過程是在高溫、高壓及高速狀態下進行,因此切屑的形成機理相當復雜,車削42CrMoA鋼時,容易形成很長的螺卷屑,螺卷屑過長容易纏繞在工件上,影響切削過程的穩定性、操作安全、刀具壽命、生產效率和已加工表面的質量。本文采用硬質合金涂層刀具對調質處理的42CrMoA 鋼進行車削試驗,研究不同背吃刀量對表面粗糙度及斷屑效果的影響[3,4]。
2 試驗設備
(1)機床 本試驗采用數控車床CKD6150A(見圖1),機床主軸最高轉速2200r/min,最大車削長度750mm,卡盤直徑250mm。

圖1 數控車床CKD6150A
(2)刀具 35°V形硬質合金涂層刀片,型號為VNMG160404FF,直線形斷屑槽,槽形代號FF。刀柄為93°主偏角,型號為MVJNR2525M16,試驗采用的切削液為較濃的乳化液,型號為BC20-ART.1200-05。刀具幾何參數見表1。

表1 試驗用刀具幾何參數
(3)工件材料 42CrMoA鋼,規格:φ30mm×360mm;熱處理:調質;表面硬度:30~35 HRC;其化學成分與主要的力學性能分別見表2、表3[5,6]。

表2 42CrMoA鋼的主要化學成分(質量分數) (%)

表3 調質42CrMoA主要力學性能
3 試驗方案及結果分析
(1)試驗方案 硬質合金涂層刀具精車時推薦的切削用量范圍:背吃刀量0.1~0.3mm,進給量0.1~0.3mm/r,轉速1300~1500r/min。加工的工件直徑范圍16~30mm。
為了確定背吃刀量對表面粗糙度及斷屑效果的影響規律,取不同的背吃刀量值進行單因素試驗,把進給量固定在0.15mm/r,從保證提高去除率和工藝剛度的角度考慮,把切削速度固定在110m/min。背吃刀量取0.15mm、0.20mm、0.25mm、0.30mm、0.35mm、0.4mm、0.5m、1.00mm和1.50mm9個數值,試驗過程中工件從d=27mm開始切,最終切至d=21mm,試驗中轉速不超過1500r/min。
(2)試驗結果及分析 上述試驗方案及試驗數據見表4。在不同背吃刀量下表面粗糙度的測量結果如圖2所示,當切屑呈螺旋狀規則形狀時,Ra值隨著背吃刀量的增加而降低,背吃刀量在0.35~1mm時Ra值較好,均在1.6μm以下。當切屑變為碎屑時,Ra值呈現不規則的變化趨勢,當背吃刀量繼續加大,切屑堆積在前刀面上,切削過程排屑不良導致Ra值升高[7,8]。
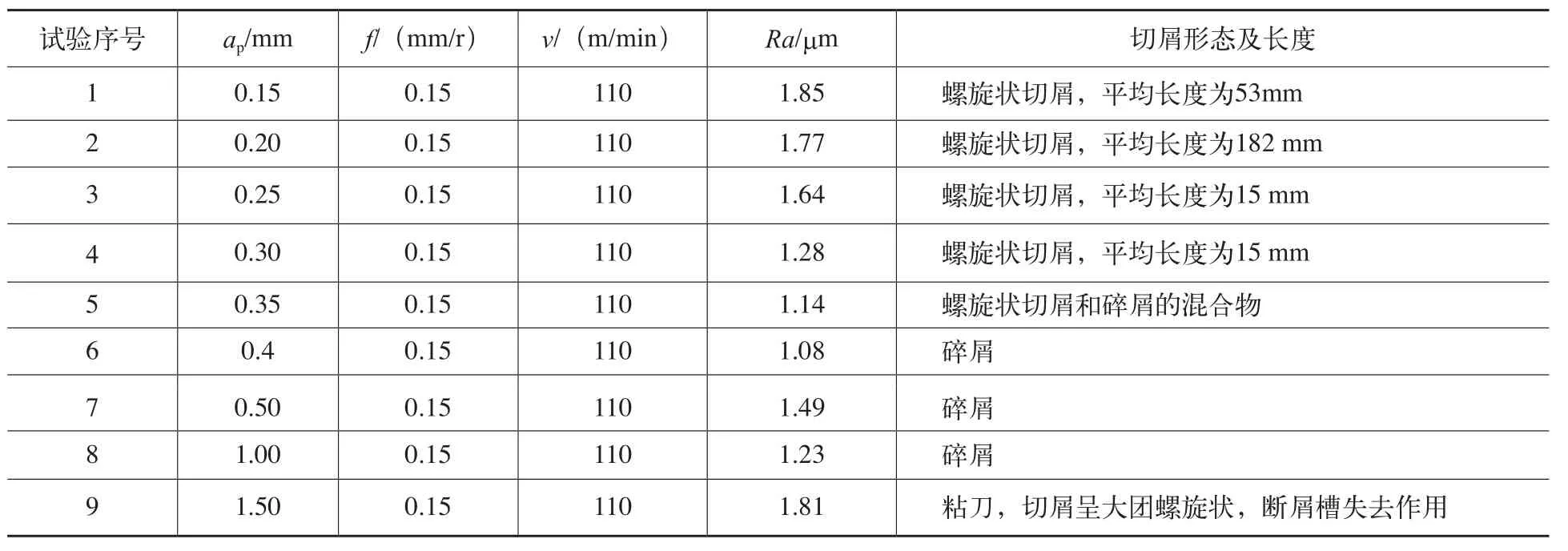
表4 試驗數據
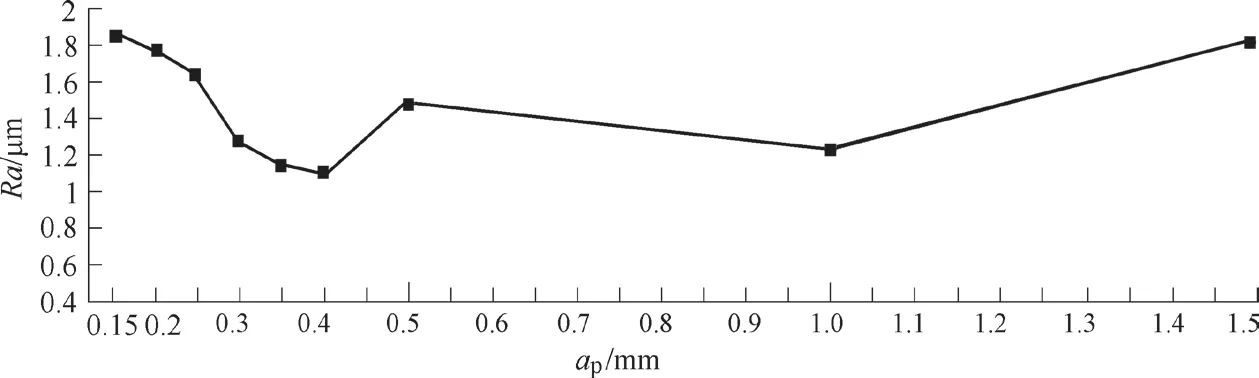
圖2 背吃刀量ap對Ra值的影響
在切削時發現,第9組試驗的切屑堆積在前刀面上,切屑堆積到前刀面上不利于切削過程的進行,同時還會影響已加工表面質量和刀具壽命。此組試驗與其他組的唯一差別是背吃刀量最大,第9組ap=1.5mm。從這一因素出發考慮就會發現,隨著切屑寬度增大,一方面切屑太寬不能卷曲形成螺卷屑,另一方面,切屑寬度值超過刀尖圓弧處的斷屑槽形在切削刃長度上的長度值,此時主切削刃處的斷屑槽不起斷屑作用。由于主切削刃處的斷屑槽寬度小,切削刃前角大,切屑經過前刀面時受到斷屑槽的阻礙而堆積在前刀面上,圖3為堆積在前刀面上的切屑形態,切屑的小段彎曲說明斷屑槽阻礙切屑的流動。
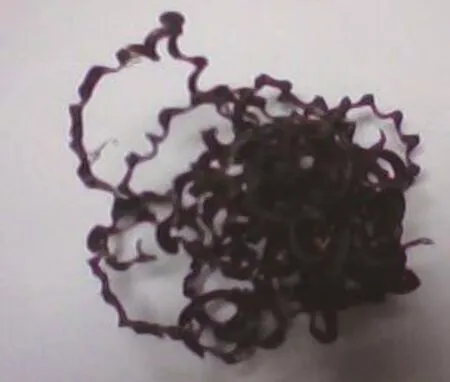
圖3 堆積在前刀面上的切屑形態
進給量f=0.15mm/r時,切削過程的切屑折斷后的長度L值隨背吃刀量ap的變化情況如圖4所示。切屑長度隨著背吃刀量的增加先增加后減小,在ap=0.2mm時切屑最長,平均長度為182mm。
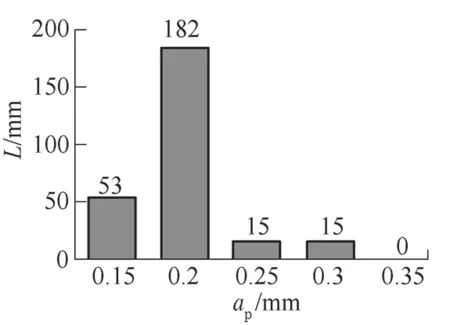
圖4 f=0.15mm/r時切屑長度的變化
圖5為進給量f=0.2mm/r時的切屑長度變化,對比圖4和圖5,斷屑槽的斷屑效果存在一個不理想的背吃刀量范圍,這個范圍隨著進給量的變化而變化,但變化不大,同時也可得出進給量對切屑長度有很大的影響。

圖5 f=mm/r時切屑長度的變化
4 結束語
1)當切屑呈螺旋狀規則形狀時,Ra值隨著背吃刀量的增加而降低,背吃刀量在0.3~1mm時,Ra值較好,均在1.6μm以下。當切屑變為碎屑時,Ra值變化表現為不規則的變化趨勢,當背吃刀量繼續加大,切屑堆積在前刀面上,切削過程排屑不良導致Ra值升高。
2)車削42CrMoA時,背吃刀量ap對切屑長度的影響確實很大,進給量f對切屑長度也有一定的影響。進給量在0.15mm/r與0.2mm/r時切屑長度隨著背吃刀量的增加先增加后減小,在ap=0.2mm左右時切屑最長,斷屑效果差。
