抗沖蝕磨損涂層制備技術(shù)及機(jī)理的研究進(jìn)展
2022-06-22 07:30:56張昆李美求魏軻馮鵬云
焊接 2022年4期
關(guān)鍵詞:模型
張昆, 李美求, 魏軻, 馮鵬云
(長(zhǎng)江大學(xué),湖北 荊州 434023)
創(chuàng)新點(diǎn): (1)從沖蝕機(jī)理的研究結(jié)合增材制造技術(shù)的發(fā)展闡述了抗沖蝕磨損涂層制備的現(xiàn)狀。
0 前言
井/海下石油和天然氣產(chǎn)出的環(huán)境是在沖蝕和腐蝕共同作用惡劣條件下進(jìn)行的,在機(jī)構(gòu)的設(shè)計(jì)、設(shè)備的施工和運(yùn)行各個(gè)階段,對(duì)材料的選擇都必須給予詳細(xì)的關(guān)注。例如管道系統(tǒng)的彎頭、管匯和閥門;使流體發(fā)生運(yùn)動(dòng)裝置的壓裂泵、葉輪、螺旋槳和鼓風(fēng)機(jī)等。要以最大限度地降低設(shè)備過(guò)早發(fā)生故障的頻率和概率,這些故障會(huì)因設(shè)備停機(jī)而導(dǎo)致的生產(chǎn)損失,以及因維護(hù)成本過(guò)高而造成的經(jīng)濟(jì)損失。更重要的是要保障油田、礦下及海上人員的安全。現(xiàn)將抗沖蝕和抗磨損與高強(qiáng)度機(jī)械材料相結(jié)合已成為工業(yè)應(yīng)用的基本要求,因此成為眾多研究的焦點(diǎn)[1-3]。在眾多的磨損形式中,因沖蝕磨損行為受沖蝕顆粒粒度形狀、沖蝕角度、顆粒速度、沖蝕時(shí)間、環(huán)境溫度及材料本身性能和結(jié)構(gòu)等因素的共同影響,較為復(fù)雜,研究難度大。不能用單一的指標(biāo)和機(jī)理來(lái)評(píng)估材料的抗沖蝕磨損壽命。沖蝕磨損最先且主要破壞的就是材料表面,材料表面質(zhì)量的優(yōu)劣直接決定了抗沖蝕磨損性能的好壞。因此在材料表面增添保護(hù)性涂層來(lái)提升其抗沖蝕能力,是目前主要的防護(hù)手段,且已經(jīng)得到廣泛應(yīng)用[4-6]。因此,文中綜述了幾種適用性較高的沖蝕磨損機(jī)理,并且探討了不同工藝技術(shù)下制備抗沖蝕磨損涂層的研究現(xiàn)狀。
1 沖蝕磨損機(jī)理
在固體顆粒沖蝕材料表面的研究中,研究人員發(fā)現(xiàn)在復(fù)雜流體介質(zhì)環(huán)境下,單一的某種沖蝕理論不能對(duì)沖蝕現(xiàn)象做出較為完整的解釋,應(yīng)該為多種沖蝕失效機(jī)理之間的耦合,相互補(bǔ)充。1958年Finnie[7]首次提出微切削理論,其沖蝕磨損理論按照材料劃分為塑性材料沖蝕理論和脆性材料沖蝕理論。
1.1 塑性材料沖蝕磨損機(jī)理
Finnie[7]于1958年建立了第一個(gè)較為全面地塑性材料的微切削模型,闡釋了塑性材料的沖蝕磨損主要來(lái)自于固體顆粒對(duì)表面材料的切削作用造成的質(zhì)量流失,如圖1[8]所示。研究了單個(gè)剛體顆粒在沖擊條件下不相互碰撞、不變形、不粉碎,被沖蝕磨損的體積V與沖擊角度α之間的關(guān)系:

圖1 沖蝕機(jī)理
(1)
式中:M為粒子質(zhì)量;U為粒子速度;P為靶材的塑性流動(dòng)應(yīng)力。當(dāng)α≤18.5°時(shí),f(α)=sin 2α-3sin 2α;當(dāng)α≥18.5°時(shí),f(α)=(cos α2)/3。該模型經(jīng)大量的試驗(yàn)驗(yàn)證發(fā)現(xiàn),只有顆粒在低入射角進(jìn)行攻擊靶材時(shí),沖蝕情況能很好的被其微切削理論較完善地解釋。而對(duì)于脆性材料,該理論將不再適用;當(dāng)沖擊角過(guò)大時(shí),其理論表達(dá)式(1)與試驗(yàn)結(jié)果存在較大偏差。這些問(wèn)題已在后續(xù)發(fā)表的文章中得以修正[8-10]。
1963年,Bitter[11-12]提出了沖蝕變形磨損理論,揭示了靶材在經(jīng)歷多角度沖蝕后的形變過(guò)程和能量變化過(guò)程。Bitter將其理論分為2個(gè)模型進(jìn)行闡述,當(dāng)固體顆粒沖蝕靶材表面時(shí),若粒子的沖擊應(yīng)力未超過(guò)表面材料的屈服強(qiáng)度,材料表面出現(xiàn)彈性變形現(xiàn)象,若超過(guò)表面材料的屈服強(qiáng)度,則會(huì)引起材料表面的塑性變形。第一階段變形磨損模型,主要針對(duì)高沖擊角度粒子作用在材料表面的情況,在該模型下引入了臨界沖蝕速度概念,當(dāng)固體顆粒的沖蝕速度小于臨界沖蝕速度時(shí),理論上靶材表面不能被沖蝕。他認(rèn)為90°沖擊角下的沖蝕磨損和粒子沖擊時(shí)靶材的變形有關(guān)。第二階段為切削磨損模型,在低沖擊角下,沖蝕磨損的主要表現(xiàn)在固體顆粒對(duì)靶材表面的切削磨損,這和Finnie的微切削模型相互一致[13]。Bitter認(rèn)為沖蝕磨損的總磨損量應(yīng)為變形磨損和切削磨損兩者之和。
1973年,Suh等人[14-15]提出了磨損脫層理論,他認(rèn)為在發(fā)生沖蝕的過(guò)程中,靶材金屬的微裂紋形核也隨之進(jìn)行,其團(tuán)隊(duì)中Jahanmir等人[16-18]研究了在粒子碰撞到材料表面時(shí),材料亞表面的應(yīng)力分布和影響空穴成核的主要因素。得出粒子沖擊角度在15°~20°時(shí)空穴成核區(qū)出現(xiàn)概率極大,且沖擊速度越大,形成的空穴越深,影響到亞表面上較硬的顯微組織二相粒子的數(shù)量和間距,從而加快了沖蝕磨損的速度。
考慮到實(shí)際工況下,沖蝕中的固體顆粒本身將有概率的發(fā)生變形或者撞擊開裂,破裂的粒子再次參與進(jìn)沖蝕過(guò)程中,造成對(duì)零部件二次磨損,Tilly[19]提出了二次沖蝕理論。他采用高速攝影術(shù)、電子顯微鏡和篩分法研究了破碎粒子對(duì)靶材表面沖蝕的影響。Tilly將塑性材料的沖蝕磨損機(jī)理分為2個(gè)階段,第一階段為完整粒子沖擊到靶材表面,材料發(fā)生表面缺陷,沖蝕速率用粒子的初始動(dòng)能、所需的沖蝕能量和發(fā)生彈性變形能量三者之間的能量平衡方程來(lái)表示。第二階段為自身破碎粒子對(duì)第一次撞擊形成的表面缺陷周圍造成的疤痕。破碎程度與顆粒的粒徑和速度有關(guān),其沖蝕率又正比于固體顆粒的破碎程度和初始動(dòng)能。當(dāng)粒子半徑過(guò)小或沖擊速度過(guò)低時(shí)至多出現(xiàn)第一次沖蝕,而粒子破碎導(dǎo)致的第二次沖蝕只有當(dāng)粒徑和沖擊速度足夠時(shí)才會(huì)發(fā)生。總沖蝕量為兩階段之和。
Bellman等人[20-21]在1981年提出了鍛造擠壓成片理論,團(tuán)隊(duì)中Levy[22]采用稱重法來(lái)測(cè)定塑性材料的沖蝕率時(shí),無(wú)論沖擊角如何變化,有趣的發(fā)現(xiàn)在沖蝕初期的若干次循環(huán)中,靶材的質(zhì)量均未減小,再?zèng)_蝕一段時(shí)間后表面材料才開始失重。這種現(xiàn)象用先前的理論皆難以解釋。因此,Levy把沖蝕過(guò)程分為2個(gè)部分:在沖蝕的初期,固體顆粒沖擊靶材時(shí)其表面受到擠壓,形成薄唇狀突起和毛刺形凹陷但均未從表面脫離;在沖蝕穩(wěn)態(tài)階段由于顆粒持續(xù)作用,沖擊動(dòng)能轉(zhuǎn)化成摩擦熱能,靶材表面材料出現(xiàn)軟化,凸起的片狀金屬層不斷被固體顆粒進(jìn)行抗擊打訓(xùn)練,后經(jīng)慘烈的變形而脫離母體,但亞表面遭受壓迫反而產(chǎn)生加工硬化。這一理論獲得了多數(shù)研究者的認(rèn)同和支持。
1.2 脆性材料沖蝕磨損機(jī)理
相比于塑性材料,脆性材料沖蝕磨損理論的建立較晚一些。脆性材料的高硬脆性,表現(xiàn)在當(dāng)固體顆粒以大沖擊角度沖蝕表面時(shí),容易產(chǎn)生群落型疲勞裂紋,從而被沖擊撞裂呈片屑狀脫落導(dǎo)致抗沖蝕失效。而以小角度進(jìn)行沖擊時(shí),由于其材料的高硬脆性,作用在表面的犁削現(xiàn)象不明顯,故不易被沖蝕磨損。
Sheldon等人[23-24]開創(chuàng)了第一個(gè)脆性材料沖蝕斷裂模型,分別采用圓形狀和尖角狀固體顆粒對(duì)脆性靶材進(jìn)行沖蝕磨損試驗(yàn),發(fā)現(xiàn)材料表面缺陷處更易出現(xiàn)橫向裂紋和徑向裂紋,裂紋不斷生長(zhǎng)而形成碎片剝落。在2種裂紋間出現(xiàn)一個(gè)過(guò)渡區(qū),該區(qū)域與材料表面結(jié)構(gòu)、韌性和硬度相關(guān)。相比較于圓形狀固體顆粒,他們?cè)谔幚砑饨菭顣r(shí)做出了作更多的假設(shè),過(guò)于簡(jiǎn)化,使得該模型描述不全面。
Evans等人[25-26]相繼提出彈塑性壓痕破裂理論,細(xì)致的研究了橫向裂紋的成長(zhǎng)機(jī)理,發(fā)現(xiàn)橫向裂紋的生長(zhǎng)與徑向裂紋的尺寸成正比,并做了定量的描述[27]。他們認(rèn)為脆性材料沖蝕模型的建立始于裂紋的出生和成長(zhǎng)過(guò)程。首次得出具體的沖蝕磨損量V與沖擊粒子自身參數(shù)的相關(guān)關(guān)系。如式(2)所示:
(2)
式中:v0為沖蝕速度;r為沖擊顆粒的尺寸;ρ為顆粒密度;KC為靶材的斷裂韌性;H為靶材硬度。
對(duì)于脆性材料的沖蝕磨損理論,除了上述具有開創(chuàng)性的經(jīng)典理論模型外,后續(xù)的研究者們還提出了一系列的理論模型進(jìn)行擴(kuò)展和補(bǔ)充,見表1。綜合起來(lái)可用通用公式(3)表達(dá):
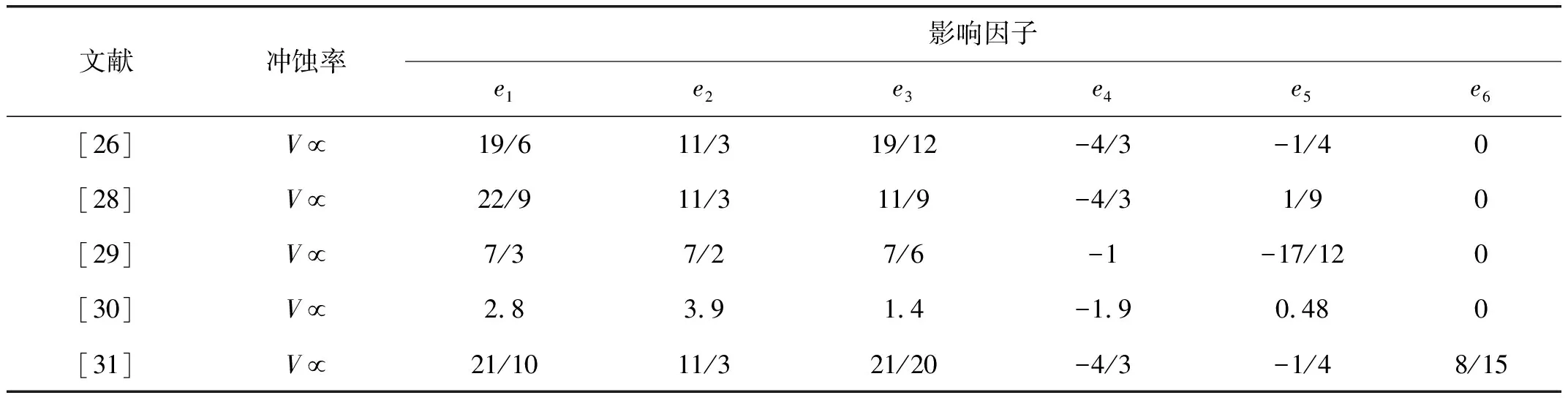
表1 各種脆性材料沖蝕理論模型參數(shù)
(3)
其中
(4)
式中:vt為靶材的泊松模量;vp為沖擊顆粒的泊松模量;Et為靶材的楊氏模量;Et為沖擊顆粒的楊氏模量。
由于表1中復(fù)雜的理論模型都是在某一特定的假設(shè)前提下所構(gòu)建起來(lái),有一定的使用范圍而不能被普遍適用。例如,在Evans創(chuàng)建的模型中,固體沖擊顆粒被簡(jiǎn)化成球狀形,其本身的形狀和碎裂對(duì)沖蝕磨損的影響沒有添加其中,從而得出的e1值偏大。而Ruff的模型中,靶材可以將入射粒子的所有動(dòng)能吸收,導(dǎo)致得出e1值偏小。在固體顆粒進(jìn)行高速(>200 m/s)沖蝕試驗(yàn)時(shí),Evans的模型較為適用,而當(dāng)沖擊速度降到100 m/s時(shí),Aquaro的理論更為準(zhǔn)確。以上的模型理論都尚未把環(huán)境溫度、靶材料的微觀結(jié)構(gòu)和殘余應(yīng)力考慮進(jìn)去,后續(xù)研究者們可繼續(xù)優(yōu)化此理論模型。
2 抗沖蝕涂層制備的工藝技術(shù)
沖蝕磨損最先受到破壞的是材料表面,材料表面的缺陷又會(huì)影響到整個(gè)沖蝕過(guò)程。通過(guò)表面增材或減材制造的方法,制備出一系列的抗沖蝕磨損涂層。如超高硬度涂層、彈性涂層、自潤(rùn)滑涂層、分散沖擊應(yīng)力涂層等。抗沖蝕涂層制備的工藝方法多種多樣,一般主要有熱噴涂工藝技術(shù)、激光熔覆技術(shù)、電/化學(xué)沉積技術(shù)及氣相沉積技術(shù)等。以上各工藝技術(shù)所需的加工溫度與其涂層特性如圖2[32]所示。
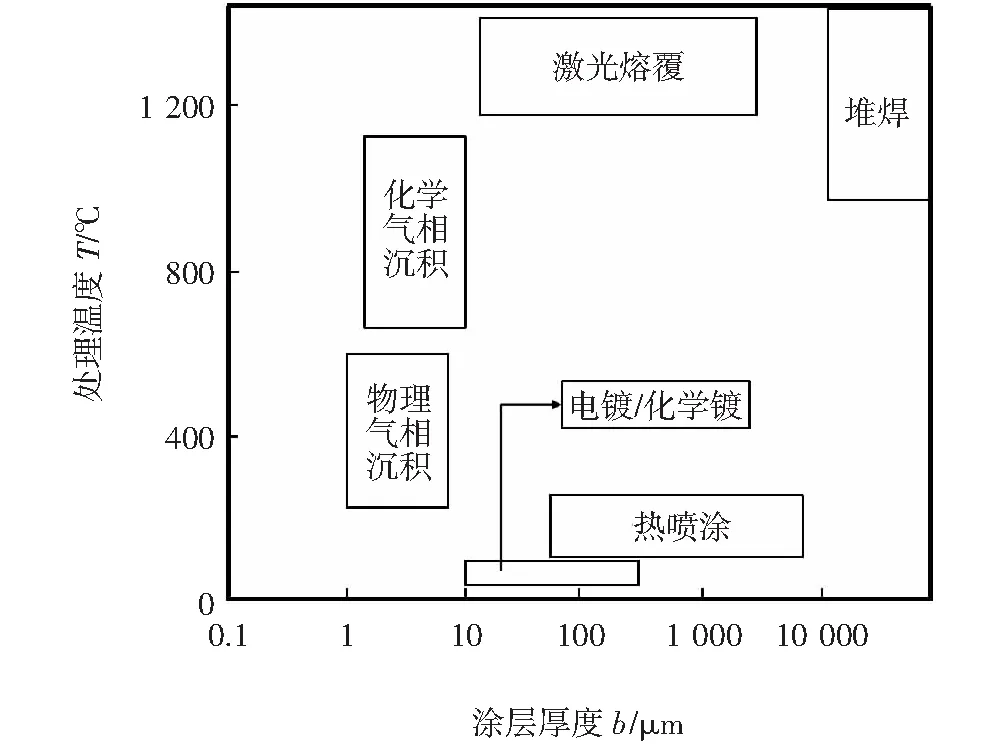
圖2 不同工藝方法制備的涂層厚度與溫度
2.1 熱噴涂技術(shù)
熱噴涂工藝技術(shù)可被適用的靶材廣泛,如金屬和非金屬陶瓷都可做襯底,對(duì)本身材料的熱影響較小,設(shè)備簡(jiǎn)單且涂覆效率高,有利于現(xiàn)場(chǎng)快速作業(yè)等優(yōu)點(diǎn)。在進(jìn)行噴涂時(shí),首先對(duì)涂覆的材料進(jìn)行點(diǎn)火或放電使達(dá)到熔融或半熔融狀態(tài),然后通過(guò)噴槍控制壓縮氣體使其霧化,噴射到靶材表面,最后經(jīng)冷卻完成涂層的制備,如圖3所示。利用其所制備的抗沖蝕涂層主要有碳化鎢系列涂層[33-35]、碳化鉻系列涂層[36-38]、氧化鋁陶瓷涂層[39-41]及合金涂層[42-45]。主要應(yīng)用在石油鉆井抽油裝置上、航空航海裝備的防護(hù)上及武器裝備的隱身上,如抽油桿表面噴焊鎳基合金涂層、航空發(fā)動(dòng)機(jī)葉片防護(hù)及大型艦船的甲板表面。Nanobashvili等人[46]制備的B4C涂層,在35 GHz頻率下,微波吸收比例高達(dá)82%,有著非常卓越的電磁波吸收能力從而不易被雷達(dá)偵查。
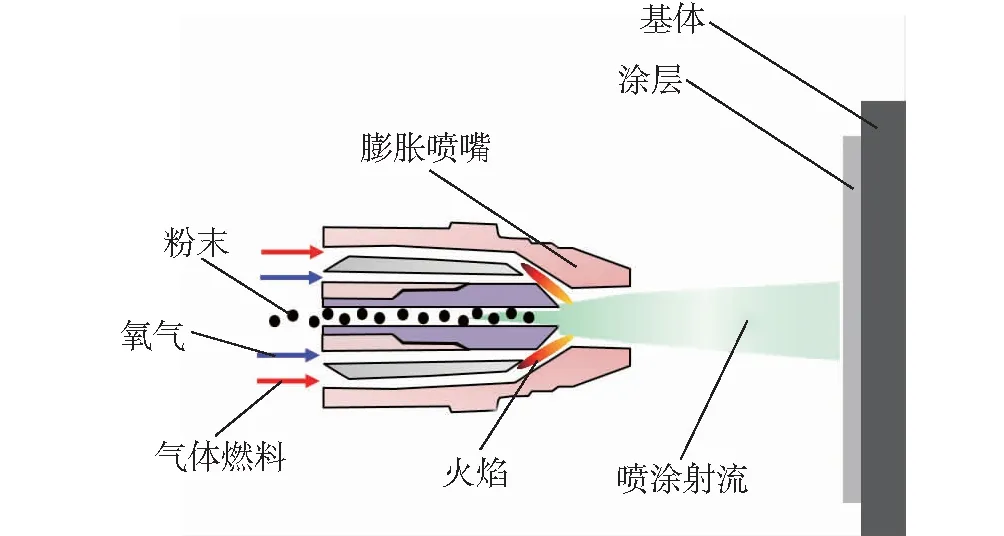
圖3 熱(火焰)噴涂原理示意圖
超音速火焰噴涂(HVOF)是一種新型熱噴涂技術(shù),核心部件在于噴槍,其超音速體現(xiàn)在采用特殊噴嘴將火焰流加速到超音速。吳玉萍等人[38]研究了沖蝕角的大小對(duì)碳化鉻系列涂層耐沖蝕磨損性能的影響,相對(duì)于鉻鎳鈦不銹鋼合金而言,在低沖蝕角的條件下具有更好的耐沖蝕性能。Vasudev等人[47]采用超音速火焰噴涂技術(shù)在灰鑄鐵表面制備了雙層合金718/NiCrAlY涂層,在30°和90°沖擊角下的抗侵蝕性能分別提高了約3倍和1.7倍。采用熱噴涂技術(shù)制備抗沖蝕涂層應(yīng)著重研究設(shè)備工藝參數(shù)的設(shè)定和粉末材料的選擇。
2.2 激光熔覆技術(shù)
激光熔覆技術(shù)是通過(guò)在基材的表面添加熔覆材料,利用高能密度激光束使熔覆材料與基材表面薄層共同熔凝的方法,按照熔覆材料的供給方式大概可分為預(yù)置式和同步式熔覆。圖4為同步式激光熔覆裝置簡(jiǎn)圖。該技術(shù)具有加熱冷卻速度快,所制備涂層的稀釋率低且厚度范圍大(可控制在0.2~2 mm),整個(gè)工藝過(guò)程易實(shí)現(xiàn)自動(dòng)化。熔覆材料常用的合金粉末有鐵、鈷、鎳等元素基,陶瓷粉末一般使用碳、氮、氧等化合物為主。例如,包曄峰等人[48]采用激光熔覆技術(shù)制備出FeCoCrNiB0.2Mox高熵合金涂層,平均硬度達(dá)到600 HV0.2以上,沖蝕破壞主要是以塑性微切削和鍛造擠壓變形為主,且隨著Mo元素含量的增加,沖蝕率降低,是一種良好的抗沖蝕磨損涂層。徐斌等人[49]分別制備了Ni60A涂層及SiC/Ni60A復(fù)合涂層,將SiC粉末以第二相增強(qiáng)粒子進(jìn)入Ni60A涂層中,形成SiC/Ni60A復(fù)合涂層,涂層的硬度和抗沖蝕性能得到明顯的提升。王彥芳等人[50]利用高速激光熔覆技術(shù)在35CrMo抽油桿接箍表面制備出含有馬氏體不銹鋼涂層,其涂層硬度提升了約2.2倍,經(jīng)過(guò)激光重熔后耐蝕性能大大提升。石巖等人[51]以閥座表面為基體,采用激光熔覆技術(shù)制備出鈷基合金涂層,提高了其表面的耐油流沖蝕性能,使用壽命將近提高1倍。雖然激光熔覆涂層目前在石油、化工、閥門及煤礦液壓支柱等領(lǐng)域已經(jīng)開始應(yīng)用,但在熔覆涂層的過(guò)程中,產(chǎn)生非常大的熱應(yīng)力從而使表面涂層出現(xiàn)氣孔和分層等缺陷,涂層開裂敏感性和激光熔覆工藝仍是目前需要進(jìn)一步研究的難題。

圖4 同步式激光熔覆裝置簡(jiǎn)圖
2.3 電鍍技術(shù)
電鍍技術(shù)是最早利用其制備涂層來(lái)抵抗沖蝕磨損的傳統(tǒng)表面技術(shù)。電鍍工藝是利用電解的原理將導(dǎo)電體鋪上一層金屬的方法,在含有預(yù)鍍金屬的鹽類溶液中,以被鍍基體金屬為陰極,鍍層金屬或其他不溶性材料做陽(yáng)極,通過(guò)電解作用,使鍍液中預(yù)鍍金屬的陽(yáng)離子在基體金屬表面沉積出來(lái),形成鍍層。圖5為電鍍裝置簡(jiǎn)圖。電鍍層具有新的性能特征,使金屬表面有著更強(qiáng)的抗腐蝕性,耐磨性、導(dǎo)電性、光滑性和耐熱性。根據(jù)鍍層的功能分為防護(hù)性鍍層、裝飾性鍍層及其它功能性鍍層。
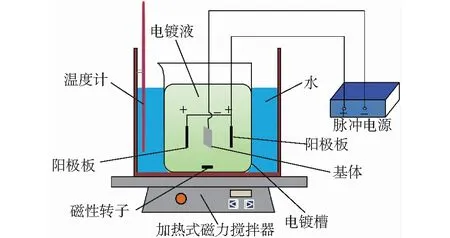
圖5 電鍍裝置簡(jiǎn)圖
王帥星等人[52-54]在對(duì)航空發(fā)動(dòng)機(jī)液壓作動(dòng)筒的耐沖蝕磨損性能及渦輪葉片葉尖的高溫摩擦研究中,開展了鈦合金化學(xué)鍍鎳預(yù)處理工藝研究,提出通過(guò)復(fù)合電沉積技術(shù)制備Ni+cBN+hBN的復(fù)合高溫耐磨耐蝕涂層工藝。Kosta等人[55]采用電鍍技術(shù),將MoS2以納米粉末狀態(tài)加入到鍍液中,成功制備了自潤(rùn)滑性極好的ZnS-MoS2納米鍍層,在負(fù)載2 N的銷盤摩擦測(cè)試下,摩擦系數(shù)降低至0.1左右且維持時(shí)間較長(zhǎng),并且揭示了ZnS-MoS2納米鍍層自潤(rùn)滑能力背后的機(jī)理,為制備自潤(rùn)滑抗沖蝕薄膜提供了廣闊的途徑。但由于電鍍技術(shù)在施鍍過(guò)程中產(chǎn)生有毒的廢氣和廢液對(duì)環(huán)境造成污染,鍍液的處理和回收再利用是目前仍需要解決的難點(diǎn)。
2.4 氣相沉積技術(shù)
氣相沉積技術(shù)是利用氣相中發(fā)生的物理、化學(xué)變化過(guò)程,對(duì)表面進(jìn)行改性。與電鍍技術(shù)相比,可以制成金屬及非金屬的各種各樣材料的薄膜。按照過(guò)程的本質(zhì)可將氣相沉積分為化學(xué)氣相沉積和物理氣相沉積2大類。
2.4.1化學(xué)氣相沉積技術(shù)
在采用化學(xué)氣相沉積(CVD)制備抗沖蝕磨損涂層時(shí),最理想的源物質(zhì)是氣態(tài)源物質(zhì),這就決定了所制備的涂層體系比較單一,主要有SiC,TiN,ZrC,TiC和金剛石等[56-60]涂層。Wang等人[61]采用化學(xué)氣相沉積技術(shù)制備出摻硼金剛石薄膜,研究了在硅砂沖擊角為90°,速度為100~140 m/s的沖蝕條件下,不同厚度摻硼金剛石薄膜對(duì)其壽命的影響,研究結(jié)果有助于在不同耐沖蝕元件上為該薄膜厚度的選擇提供依據(jù)。Hassani等人[62]采用低溫等離子體增強(qiáng)化學(xué)氣相沉積(PECVD)方法制備出超彈性硬質(zhì)TiC基涂層具有良好的耐磨性,特別是抗固體顆粒沖蝕方面。他們將硅作為合金元素加入到TiC中,以獲得三元納米結(jié)構(gòu)Ti-Si-C薄膜。由于在固體顆粒沖蝕中,該涂層更易發(fā)生彈性形變,將沖擊顆粒的動(dòng)能轉(zhuǎn)化為涂層本身的彈性應(yīng)變從而降低沖蝕的影響,在90°的沖擊角下,與裸鋼基材相比,抗沖蝕性能增加了8倍,而在30°沖擊角下的抗侵蝕性比裸基板足足提高了22倍。但由于該涂層厚度較薄(<5 μm),粒子沖擊時(shí)的作用力易擊穿涂層直接對(duì)基材造成傷痕復(fù)寫,該涂層厚度還應(yīng)得到進(jìn)一步改善。
該技術(shù)主要應(yīng)用在制備貴金屬薄膜以提升其抗氧化能力、高導(dǎo)電率、強(qiáng)催化活性等方面。此外,由于反應(yīng)溫度過(guò)高,一般在1 000 ℃左右,許多基材難以承受,而且真空設(shè)備成本高,沉積過(guò)程能量耗費(fèi)較大,從而限制了它的應(yīng)用范圍。因此在制備抗沖蝕磨損涂層的應(yīng)用報(bào)道較少。
2.4.2物理氣相沉積技術(shù)
物理氣相沉積(PVD)鍍膜技術(shù)主要分為3類:真空蒸發(fā)鍍膜、真空濺射鍍膜和真空離子鍍膜。由于該技術(shù)所制備涂層的膜基結(jié)合力好、純度高、厚度可控性好而且在極端應(yīng)力下脆化敏感性較低等優(yōu)點(diǎn),所以被廣泛的應(yīng)用在抗沖蝕防護(hù)領(lǐng)域。
黃曉林等人[63]采用等離子增強(qiáng)磁控濺技術(shù)在不同工藝參數(shù)下制備出抗沖蝕TiAlVSiCN涂層,涂層組織致密細(xì)膩,截面呈現(xiàn)柱狀結(jié)構(gòu),如圖6[63]所示。在沖擊角為90°沖蝕試驗(yàn)條件下,抗沖蝕性能比304不銹鋼提升了將近8倍。

圖6 TiAlVSiCN涂層
單涂層的制備在抗沖蝕性能方面遠(yuǎn)不如多層復(fù)合涂層,這是因?yàn)樵赑VD條件下所制備的涂層內(nèi)應(yīng)力往往較大,脆性較高,韌性差,受到固體顆粒沖擊下極易產(chǎn)生裂紋,這些裂紋蔓延形成腐蝕通道,降低涂層與基體的結(jié)合力,從而使抗沖蝕磨損性能下降。李玉琴等人[64]采用磁過(guò)濾真空陰極弧(FCVA)與金屬蒸汽真空弧(MEVVA)技術(shù)在TC4鈦合金表面分別制備出層數(shù)為4層、8層、12層的TiAlN/Ti涂層。圖7[64]為8層TiAlN/Ti涂層。在沖蝕角度為45°的沖蝕試驗(yàn)環(huán)境下,擁有層數(shù)最多的12層TiAlN/Ti涂層質(zhì)量損失最少,如圖8[64]所示,相比于無(wú)涂層的鈦合金,沖蝕率下降了約94%,抗沖蝕性能得到提升。
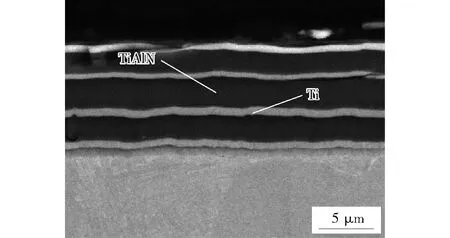
圖7 TiAlN/Ti涂層8層結(jié)構(gòu)涂層的截面微觀形貌
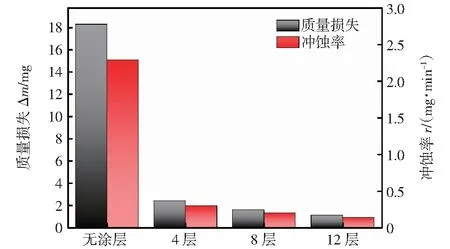
圖8 不同結(jié)構(gòu)涂層沖蝕的沖蝕率
3 結(jié)束語(yǔ)
當(dāng)前沖蝕磨損機(jī)理與模型建立,都存在過(guò)多的主觀假設(shè),各自的理論存在最佳的適用范圍,超出某一假設(shè),該理論將無(wú)法解釋其原因,具有局限性和片面性。并且缺乏驗(yàn)證模型的精密試驗(yàn),大多數(shù)機(jī)理與模型在定性分類,缺少定量分析。因此目前尚未有一套完整的沖蝕理論體系和模型適用于所有的實(shí)際應(yīng)用。在研發(fā)抗沖蝕磨損涂層的方面上,最早利用電鍍技術(shù)制備的單一鋁元素涂層和橡膠涂層,到后來(lái)采用熱噴涂、激光熔覆和氣相沉積等技術(shù),制備出多層多相納米復(fù)合涂層,彈性涂層及自潤(rùn)滑涂層,仿生涂層的出現(xiàn)也提供了很好的新思路。就試驗(yàn)設(shè)計(jì)而言,可采用多種制備技術(shù)聯(lián)動(dòng),如脈沖電磁相結(jié)合的電弧離子鍍。還可先輕腐蝕表面而后進(jìn)行微織構(gòu)修飾等手段,使材料表面獲得具有耐沖蝕性能等特征。經(jīng)制備修飾涂層的沖蝕磨損機(jī)理,而非材料本身,應(yīng)是抗沖蝕涂層領(lǐng)域下一步研究的重點(diǎn),其沖蝕磨損的表征指標(biāo)應(yīng)統(tǒng)一規(guī)范標(biāo)準(zhǔn)化。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
