CBN磨粒Cu-Sn-Ti合金的預連接及電阻焊工藝
2022-06-22 07:31:00王超劉明超馬伯江
焊接 2022年4期
王超, 劉明超, 馬伯江
(青島科技大學,山東 青島 266061)
創新點: 該項研究能夠克服其他方法焊植磨粒時,磨粒容易竄動的缺陷,對CBN工具的制造及修復再制造有特殊意義。
0 前言
釬焊CBN工具是近年來發展的磨粒出露高度高、容屑空間大的新型超硬材料工具,隨著CBN工具的開發使用,人們還發現,單層CBN工具磨粒隨機排布無法充分發揮CBN磨粒的磨削功能,因此人們又開發出了磨粒有序排布的CBN工具[1-4]。
現有的有序排布方法有:點膠法、模板法、人工智能負壓吸附法、靜電排布法、殼膜布料法等,但是存在磨粒定位精度差、工藝復雜等不足之處[5-7]。
作為單層工具,使用中一旦部分磨粒脫落或破碎,工具極易極早報廢,雖然部分學者提出利用冷焊[8]和激光焊[9]予以磨粒補充焊植,但其熔池震蕩,磨粒根本無法精確固定。
有鑒于此,文中利用具有熱壓固定功能的阻焊工藝將表面金屬化的CBN磨粒焊植在工具基體表面,旨在為制作磨粒有序排布的CBN工具和CBN工具損毀磨粒的焊補修復做先期探索。
1 試驗方法
1.1 材料及工藝
選用直徑600~800 μm的人造原始CBN磨粒。選用48~74 μm目的Cu-Sn-Ti合金粉末作為預連接CBN磨粒與爐中釬焊所用的焊料,其成分質量分數為:74%Cu, 16%Sn, 10%Ti。
在陶瓷片上鉆φ1.5 mm×1.5 mm的孔,在孔內鋪設Cu-Sn-Ti合金粉末,將CBN磨粒置于孔中心,再鋪設一層Cu-Sn-Ti合金粉末將CBN磨粒覆蓋。JC-K-220型加熱爐升溫至950 ℃,并通有純度99.99%的氬氣作為保護,將陶瓷片放入爐中保溫120 s,隨爐冷卻至400 ℃后取出,并在氬氣保護下冷卻至室溫。
所采用的JYD-02L型逆變阻焊機,其額定電壓為220 V,額定功率為6 kW,最大輸出電流為2 kA,銅電極的直徑為3 mm。試驗采用焊接電流為1.1 kA,焊接時間150 ms,電極間施加0.4 MPa壓力。選用直徑為23 mm,厚度為4 mm的不銹鋼圓片作為基體,表面預熔涂約1 mm的Cu-Sn-Ti合金,在距離圓片邊緣2 mm處預先鉆φ1.2 mm×0.6 mm的孔。將預連接的CBN磨粒用砂紙打磨,放入預先在基體所鉆孔內,按動腳踏開關,上電極下移,電阻焊制作CBN磨頭。
采用爐中釬焊制作對比試樣,在直徑為23 mm,厚度為4 mm的不銹鋼圓片基體表面鋪設約1 mm厚的Cu-Sn-Ti合金,將CBN磨粒放置于距離圓片邊緣2 mm處,然后放入通有純度99.99%的氬氣作為保護的加熱爐,爐溫950 ℃下保溫120 s,隨爐冷卻至400 ℃后取出,氬氣保護下冷卻至室溫。
1.2 理化分析
采用DZ3320A型熱分析儀(DSC)分析合金粉末的熔化過程,進而確定預連接溫度。設定儀器升溫速度為10 ℃/min,最大測試溫度為1 000 ℃,并通入純度為99.99%的氬氣加以保護。
(2)城市洪澇頻發。“城市看海”的場景屢屢出現,而且頻率越來越高、程度越來越嚴重,對社會管理、城市運行和人民群眾生命財產安全帶來巨大威脅。據統計,我國超過60%的城市發生過不同程度的積水內澇,其中上海、重慶、南京、武漢等長江經濟帶沿線重要城市都出現過嚴重的內澇災害,且呈現發生范圍廣、積水深度大、積水時間長等特點。究其原因,一是全球氣候變化以及城市雨島引發城市暴雨極端天氣多發;二是城市用地的盲目擴張占用了自然調蓄空間、加速了地表硬化,導致洪峰提前,流量集中;三是市政排水系統建設進程滯后、維護管理不善、應急水平不高等問題也加劇了城市排洪排澇的壓力[2,3]。
采用JSM-6500型掃描電子顯微鏡(SEM)對預連接CBN,阻焊CBN,阻焊后焊料同基體的結合界面,及修銳后的CBN的形貌進行觀察。室溫下,用王水浸蝕預連接CBN磨粒6 h,將腐蝕脫落的CBN磨粒用酒精清洗,仍用該SEM觀察其表面化合物形貌,使用INCA x-sight型能譜儀(EDS)對表面化合物進行點能譜分析。
采用inVia系列顯微拉曼光譜儀測定阻焊及釬焊CBN磨粒的拉曼譜峰值,比較其與原始特征譜峰位置(1 055 cm-1)的偏移方位并通過偏移大小計算得出其應力狀態和內應力大小。
1.3 磨削試驗
在6060-3D型數控雕刻機上,采用SiC油石修銳電阻焊CBN磨粒,修銳深度為60 μm,修銳線速度5 m/s,進給速度10 μm/s,主軸轉速6 000 r/min。取電阻焊CBN磨頭、爐中釬焊CBN磨頭各5個,仍在該數控雕刻機上做磨削試驗,加工對象為45鋼。設定主軸轉速6 000 r/min,進給速度αf=20 mm/min,背吃刀量αp=10 μm。試驗過程中,每隔150 s稱重,統計CBN對鋼材的去除量。
2 試驗結果與討論
2.1 合金的特性
圖1為Cu-Sn-Ti合金粉末的熱分析(DSC)曲線。可以看出,Cu-Sn-Ti合金粉末在519.6 ℃,797.3 ℃和907.4 ℃處存在明顯的吸熱峰,在919.6 ℃時完全熔化。預連接溫度一般取高于完全熔化溫度20~30 ℃為宜,故預連接溫度設為950 ℃。
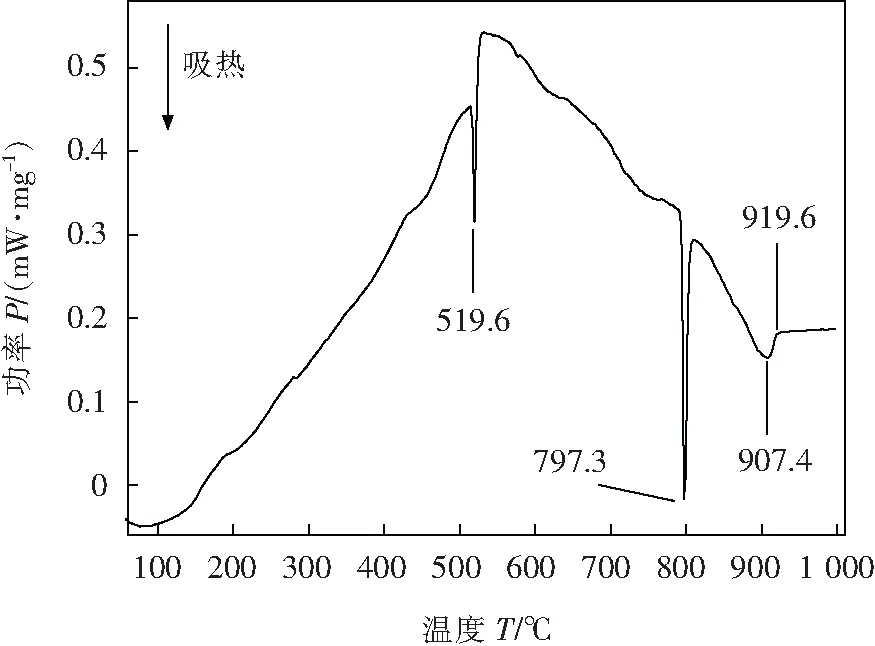
圖1 Cu-Sn-Ti合金粉末的DSC曲線
2.2 預連接磨粒的理化分析
預連接CBN磨粒如圖2所示。在950 ℃下,Cu-Sn-Ti合金完全熔化并浸潤CBN磨粒。在表面張力作用下,焊料包裹CBN磨粒并形成球形顆粒。顆粒整體結合緊密,無裂紋產生。
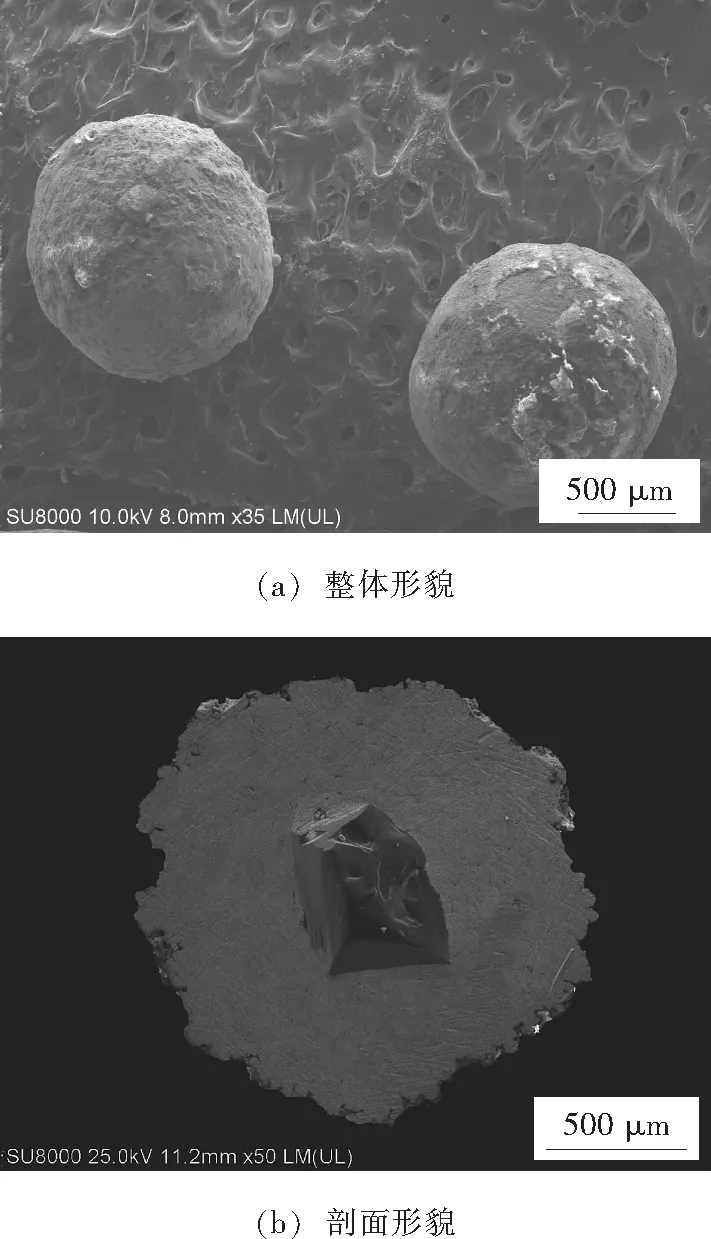
圖2 預連接CBN磨粒
盧金斌等人[10]認為,950 ℃的溫度下,Ti元素與CBN可以發生2個化學反應,在878 K時反應生成TiN,在1 080 K時開始出現TiB,TiB2。且在熱力學角度上,TiB2,TiN的生成自由能遠低于CBN。可以設想,預連接后Cu-Sn-Ti合金與CBN反應生成上述化合物。
室溫下,用王水腐蝕預連接CBN顆粒,如圖3所示。預連接后CBN磨粒棱角分明,表面無熱損傷,更沒有產生裂紋、破碎等極端情況,如圖3a所示。顯然,預連接工藝沒有對CBN磨粒產生破壞,也不影響其磨削性能。
Fan等人[11]研究發現,釬焊時CBN和Cu-Sn-Ti反應層主要由與CBN相鄰的連續TiB2/TiB/TiN層和釬料中不連續的TiN/TiB2層組成,界面處產生的柱狀和塊狀化合物分別為TiN和TiB2。王水腐蝕后,CBN磨粒表面顯微組織如圖3b所示。可以看到柱狀化合物和塊狀化合物,表明預連接后CBN表面與Cu-Sn-Ti合金發生化學反應。分別對兩種形狀的化合物做點能譜分析,結果見表1。柱狀化合物的Ti與N的摩爾分數比為48.71∶51.29,近似于1∶1;塊狀化合物的Ti與B的摩爾分數比為32.46∶67.54,近似于1∶2。因此可以斷定柱狀化合物為TiN,塊狀化合物為TiB2。
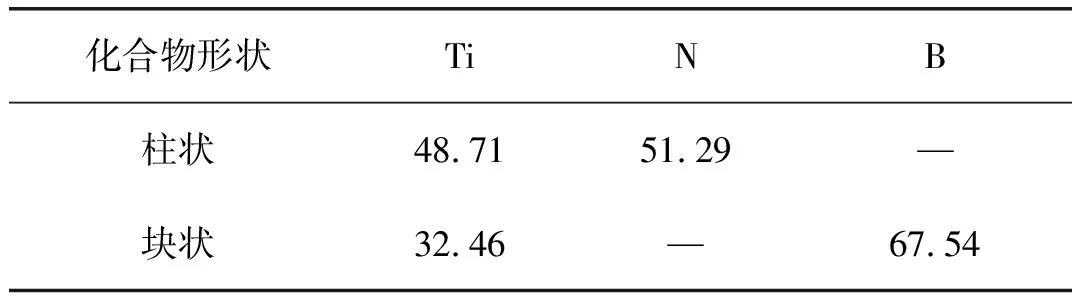
表1 不同形狀化合物的點能譜結果(摩爾分數,%)
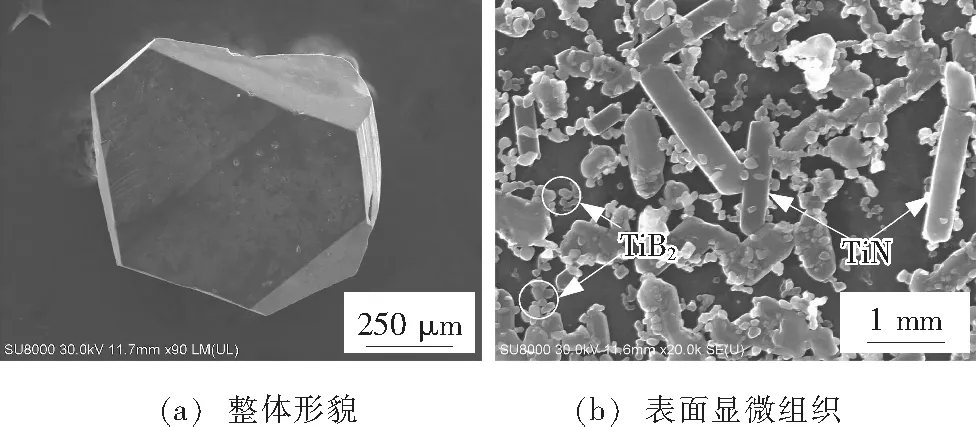
圖3 預連接CBN磨粒表面形貌
2.3 電阻焊CBN磨粒的理化分析
如圖4所示,焊接過程中,預連接層焊料始終包裹CBN磨粒,將電阻熱產生的能量快速傳導到預連接顆粒和基體的接觸面,使其熔合,也使得CBN磨粒免受熱損傷和瞬時熱沖擊。為了進一步觀察電阻焊后CBN磨粒、預連接層的情況,將電阻焊表面打磨拋光至磨粒出露,并用酒精清洗后吹干,用SEM觀察形貌,如圖4a所示。可以看出,CBN磨粒仍然保持鋒利的棱角,無熱損傷,且磨粒精確定位于基體預鉆孔內,填充效果良好。電阻焊后預連接層金屬與CBN仍結合緊密,如圖4b所示,且預連接層無裂紋、氣孔。圖5為釬焊CBN磨粒的整體形貌,釬焊后CBN磨粒底部與Cu-Sn-Ti釬料熔合,磨粒出露度高。但由于釬焊時CBN始終暴露于高溫環境,表面受熱損傷,部分棱角鈍化甚至破碎明顯。相比較釬焊CBN磨粒,電阻焊CBN磨粒雖然出露度不高,但因受預連接金屬的保護,棱角鋒利,表面無損傷。并且通過后續的修銳,可以使CBN磨粒有良好的出露度。
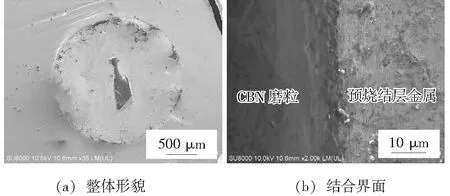
圖4 電阻焊后的CBN磨粒
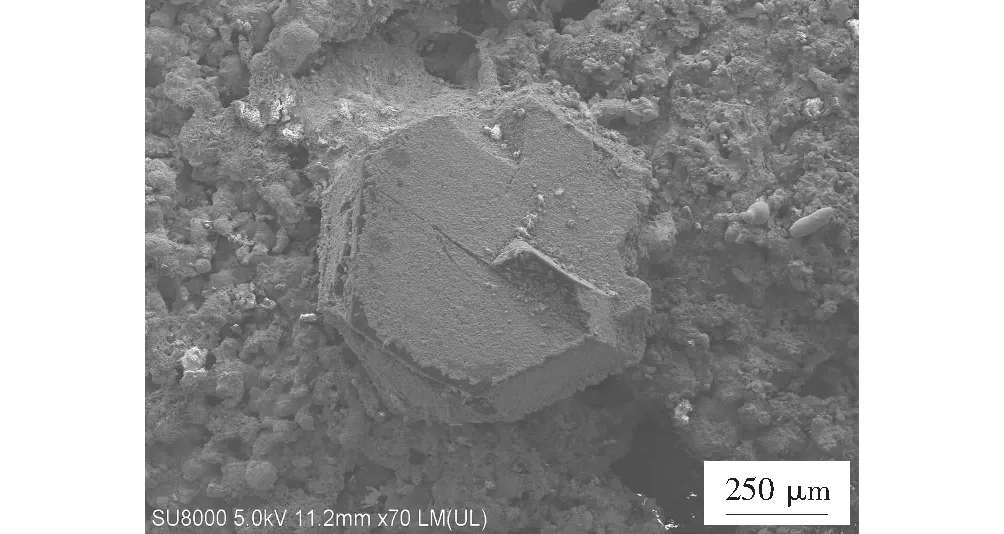
圖5 釬焊CBN磨粒的整體形貌
為了進一步觀察預連接顆粒和基體結合情況,將電阻焊試樣的側面打磨拋光,酒精清洗后吹干,用SEM進行觀察,如圖6所示。熔合區成分相同的預熔涂層和預連接層金屬產生冶金結合,且在焊接壓力作用下,熔池金屬始終被基體和預連接層金屬包圍,不易發生氧化,且冷卻后與基體結合緊密,無裂紋、氣孔、未熔合等缺陷。在電阻熱和壓力作用下,預連接層金屬發生塑性變形,向外拓展,增大預連接層金屬與預熔涂層的接觸面積,也使界面處產生良好熔合。
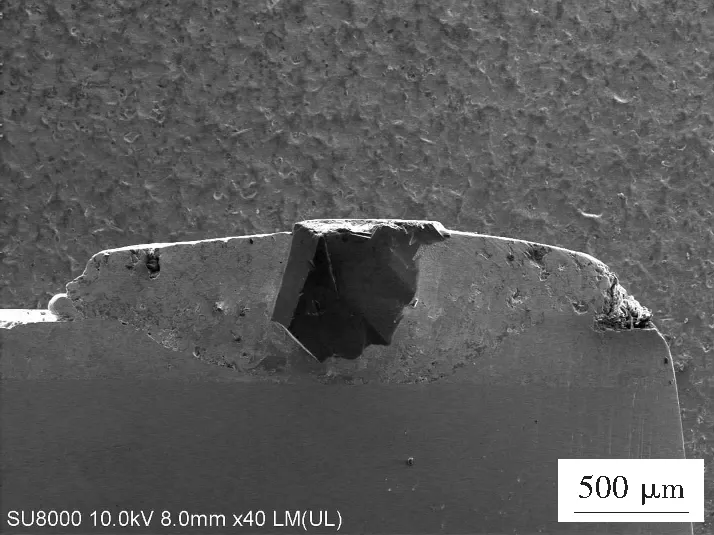
圖6 電阻焊CBN磨粒的側面剖視圖
由于預連接及電阻焊工藝對CBN磨粒的保護,電阻焊后CBN磨粒出露高度小,在加工過程中,預連接層金屬容易與工件相接觸,引起滑擦,產生大的磨削力,磨削弧區溫度升高,使得CBN磨粒受熱損傷,且影響被加工工件的表面質量。在正式加工前,需對試樣進行修銳,使CBN磨粒達到合適的出露高度。利用SiC油石對CBN磨粒進行修銳,修銳后CBN出露高度為60 μm。如圖7所示,修銳后CBN磨粒保持鋒利,棱角分明。
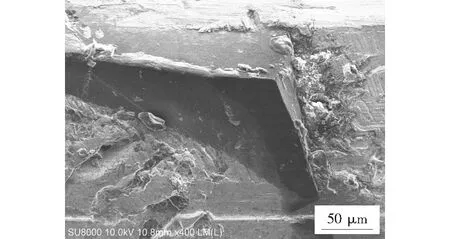
圖7 修銳后的電阻焊CBN磨粒
2.4 CBN磨粒的應力分析
所選用的CBN磨粒直徑為600~800 μm,利用拉曼光譜儀測定距CBN磨粒表面600 μm處的拉曼譜峰值,與CBN的原始特征譜峰值(1 055 cm-1)相比較,若向波數降低的方向偏移則表示此處的CBN磨粒承受拉應力,反之則受壓應力[12]。
圖8為距表面600 μm處的釬焊、電阻焊后CBN的拉曼譜峰值。電阻焊CBN磨粒及釬焊CBN磨粒均受壓應力,電阻焊CBN磨粒所受壓應力高于釬焊磨粒。
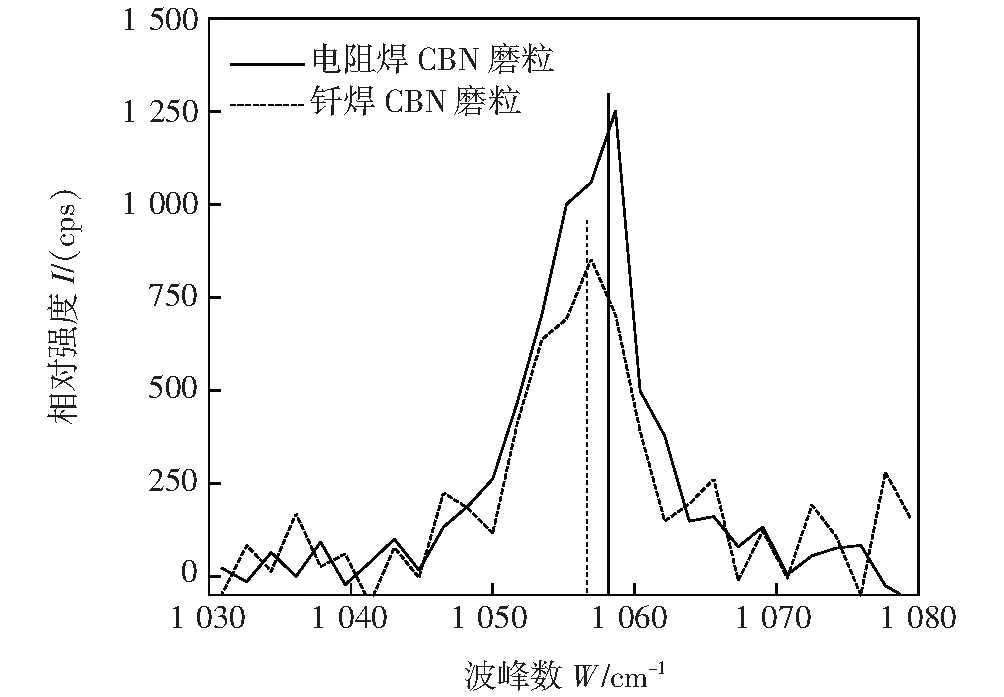
圖8 距表面600 μm處的釬焊、電阻焊后CBN的拉曼譜峰值
在CBN磨粒內部的應力可以通過式(1)計算[13]:
σ=Δω/p=(ωi-ω0)/p
(1)
式中:Δω為拉曼譜峰值的偏移量;ωi為拉曼譜峰值;ω0為自由狀態下CBN拉曼譜峰值;p=4.5 cm-1·GPa-1。當σ為正值時,即拉曼譜峰值向大波數方向偏移時,CBN磨粒承受壓應力,反之則承受拉應力。
由圖8看出,電阻焊CBN的拉曼譜峰值為1 058.12 cm-1,釬焊CBN的拉曼譜峰值為1 056.92 cm-1。由式(1)得出釬焊CBN所受壓應力σ=0.43 GPa。電阻焊CBN所受壓應力σ=0.69 GPa,稍高于釬焊CBN。大的壓應力可以提高對CBN的把持力。
2.5 CBN磨粒的磨削試驗
制作單磨粒的釬焊和電阻焊CBN磨頭,在相同條件下利用數控雕刻機做磨削試驗。圖9為釬焊和電阻焊CBN磨粒對45鋼的去除量。在磨削900 s以后,電阻焊CBN磨粒對45鋼的去除量略高于釬焊CBN磨粒。這是因為電阻焊CBN磨粒在900 s以后易發生尖端微破碎,形成新的切削刃。而釬焊CBN磨粒的磨耗平臺面積越來越大,磨粒鈍化明顯。經計算,電阻焊CBN磨粒對鋼材的平均去除速率為15.52 mg/min,而釬焊CBN磨粒對鋼材的平均去除速率為14.75 mg/min。

圖9 CBN磨粒對45鋼的去除量
3 結論
(1)在950 ℃保溫120 s的預連接工藝下,CBN磨粒棱角分明,表面無損傷、裂紋,且CBN表面與Cu-Sn-Ti合金產生化學冶金結合。
(2)電阻焊后形成高質量焊縫,CBN磨粒仍然保持鋒利的棱角,無熱損傷。修銳后CBN磨粒出露高度為60 μm。
(3)距表面600 μm處,爐中釬焊CBN磨粒承受0.43 GPa的壓應力,阻焊CBN磨粒承受0.69 GPa的壓應力。在一定范圍內,CBN磨粒所受到的壓應力越大越有助于增強焊材對磨粒的把持強度。
(4)電阻焊CBN磨粒對45鋼的去除量略高于釬焊CBN磨粒,電阻焊CBN磨粒對鋼材的平均去除速率為15.52 mg/min,而釬焊CBN磨粒對鋼材的平均去除速率為14.75 mg/min。
