智慧路燈用冷彎異型鋼管成型工藝
2022-06-23 02:45:24李慶斌
焊管 2022年6期
關鍵詞:智慧
0 前 言
智慧路燈是近幾年出現的新型產品, 它采用“多桿合一” 的方式, 可將5G 微基站、 道路紅綠燈、 指示牌、 天網監控、 電子警察等功能集成到智慧路燈燈桿上, 成為智慧城市數據采集交互的節點, 為建設“大聯動微治理” 提供良好的載體平臺; 同時可以作為遍布城市的智能服務終端, 為市民提供更加便捷的城市服務, 從而實現傳統市政建設與新基建的完美融合。 由于其具備良好的競爭優勢與發展潛力, 加之受智慧城市與5G 的政策支持, 近年來發展迅速, 已漸漸形成千億級的市場規模, 發展前景可觀
。
截至目前, 智慧路燈仍采用傳統工藝進行生產, 其核心部件包括多功能桿、 邊緣計算控制器及系統平臺, 其中多功能桿是智慧路燈的基礎,也是實現智慧路燈各預設目標的有力支撐, 這就對智慧路燈桿體, 即多功能桿的生產工藝提出了極大的挑戰, 同時智慧路燈上負載設備眾多, 精度要求較高, 進而對桿體的加工提出了更高的要求。 經過長期市場調查及國內各生產工藝優劣對比, 最終選定以冷彎異型鋼為多功能桿的承載主體。 冷彎異型鋼管是一種經濟斷面型材,能滿足多功能桿中各種功能的要求, 而且冷彎異型鋼管具有截面模量大、 抗扭和抗沖擊性能好、 穩定性好的特點, 加上現在的材質可選擇范圍大, 以及具有拉伸、 彎曲變形等深加工的優勢。 因此研究智慧路燈用冷彎異型鋼管的成型工藝, 對開展智慧路燈智能制造項目, 提升產品技術性能優勢, 促進智慧城市更好發展都具有十分重要的意義。
智慧路燈燈桿集成了智慧路燈與異型鋼管的特點, 不僅可充當燈桿, 也可承擔5G 網絡功能, 同時也比較美觀。 本研究針對雙凹槽系列異型管, 研究了其成型工藝。
2011年,合肥在中國休閑城市排行榜上位居第12位,在中部六省省會城市中排名最靠前,被譽為“最具創意休閑城市”[2],合肥在制定“十二五”旅游規劃時提出打造合肥之夜的構想[3],近幾年,合肥經濟騰飛,2011年GDP達3 636.61億元,同比增長15.4%,人均GDP超過7 000美元[4],城市居民生活水平有了極大提高,因此,合肥夜間旅游發展具有雄厚的經濟基礎及市場需求。夜間旅游的興起與發展,對于城市旅游產業的發展而言有重要意義。
1 異型鋼管在智慧路燈中的使用優勢
1.1 結構優勢
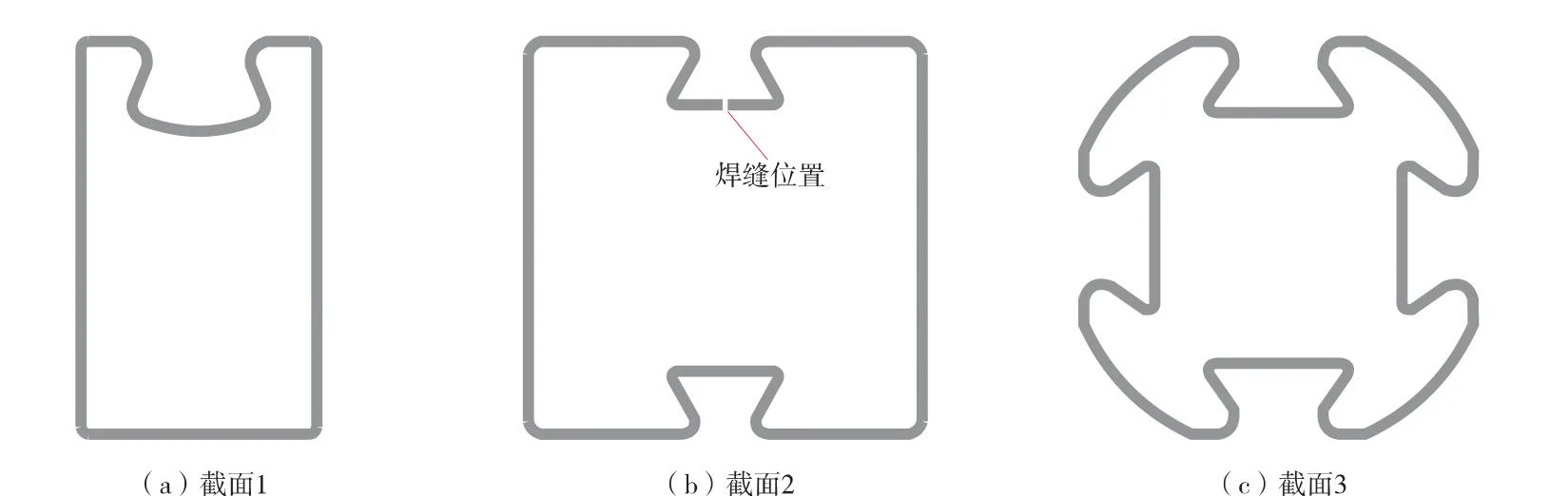
由于智慧路燈中融入了多種功能, 所以其燈桿中容納的線路及電器元件較為復雜, 組成部分也遠遠多于其他普通路燈。 采用冷彎異型鋼管由于其多樣化的截面形狀, 可以更有效的劃分燈桿中的線路、 元件, 進行區域模塊管理, 方便后期使用中對特殊區域的線路維護及狀態分析。 所以冷彎異型鋼管可以根據燈桿的功能要求, 設計成各種復雜的截面(如圖1 所示), 既能滿足功能要求, 又能提高美觀度。 相對于傳統的圓形燈桿, 更具有多變性和創造性, 更能體現出智慧路燈的創新性和科技感。 而且隨著路燈結構的改進, 還會有更多新穎的、 截面復雜的冷彎型材應用其中。
1.2 價格優勢
在智慧路燈燈桿原材料價格不斷攀升的背景下, 本研究利用現有的智能柔性高精特鋼制造系統
, 以鋼帶/卷板為原料, 通過高頻焊接和冷彎成型方法, 生產所需規格的多功能桿, 可實現從鋼卷到多功能桿件的全自動化連續生產。 與目前行業常用加工工藝相比, 每小時產能提升80%, 單件產品成本降低35%, 具有高效率、 低成本優勢。
2 成型工藝設計
2.1 技術要求
冷彎型材是通過冷彎成型的方式將鋼板輥彎成各式各樣的產品, 通過改變不同部位的曲率半徑逐漸進行形變加工, 這個過程中每軋制道次或每對成型輥僅對變形材料施加有限的彎曲變形, 所以軋制道次的數量主要取決于材料的抗彎性能和型材截面所要求的彎曲程度。 材料的抗彎性能越好, 彎曲角度越大, 則所需軋制道次越多, 此外它還與型材的寬度、 成型機架間距
、 型材所要求的尺寸精度等因素有關。
2.2 成型工藝
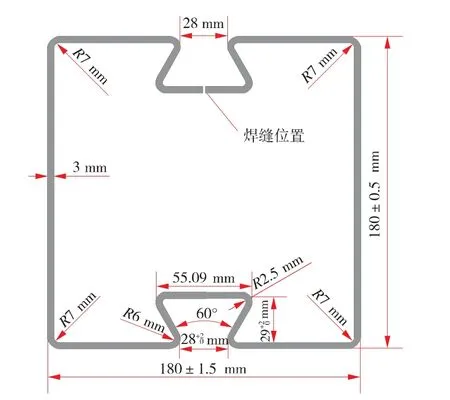
根據項目要求, 設計燈桿用異型鋼管具體尺寸及公差如圖2 所示, 材料為Q345B、 Q420、QSTE500, 其化學成分和力學性能均符合GB/T 1591—2018 《低合金高強度結構鋼》 的要求。 具體要求是: ①截面尺寸公差要求不超過0.5 mm;②產品的表面光滑, 無明顯壓印、 折痕; ③焊縫位置只能在如圖2 所示的位置; ④產品彎曲度公差每米不超過2 mm, 全長不超過0.2%;⑤產品扭曲度公差每米不超過1 mm, 全長不超過0.15%; ⑥產品平面度公差不超過0.4 mm;⑦其他要求均須符合GB/T 6728—2017 《結構用冷彎空心型鋼》 的要求。
2.3 血清CA153對乳腺腫瘤的診斷結果與病理診斷結果對比 血清CA153對乳腺腫瘤診斷的敏感度、特異度、準確率、陽性預測值、陰性預測值分別為37.5%(15/40)、92.5%(37/40)、65.0%(52/80)、83.3%(15/18)、59.7%(37/62)。見表4。
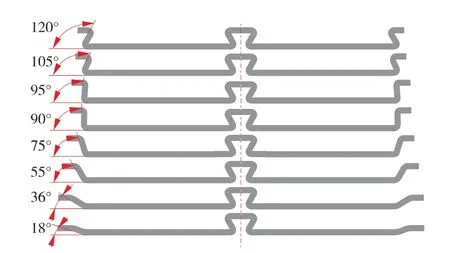
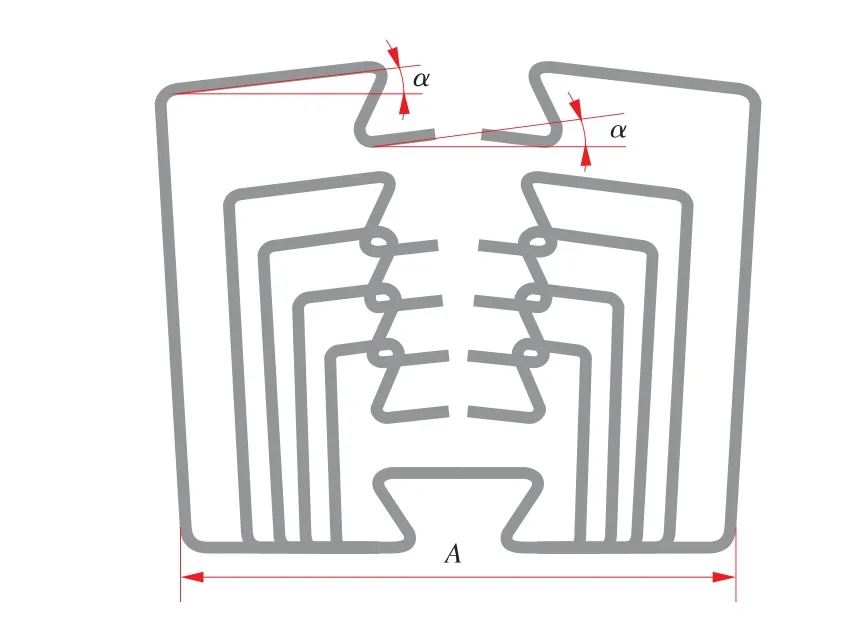
雙凹槽燈桿完整成型過程如圖6 所示。 在雙凹槽異型鋼管成型過程中最重要的是確保左右對稱, 以及采用合理的仰角焊接
(如圖7 所示)。仰角焊接能夠確保異型管坯焊接面在擠壓輥孔型橫向擠壓力和上壓力作用下不發生下凹、 錯位等現象, 其作用包括: ①保證焊縫強度; ②從工藝層面消除了焊接面下凹的可能性; ③有利于去除外焊筋。
2.3 軋輥道次設計
本次遙感解譯滑坡8處,經野外調查,滑坡類型主要為巖質滑坡,滑坡形態多呈半圓形。解譯正確7處,解譯正確率為87.5%。
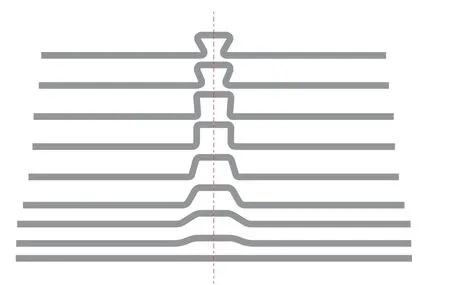
本套機組成型部分設計28 個軋制道次, 中間根據變形需要穿插安裝立輥輔佐變形, 其中第1 道次為咬入輥, 可以提供鋼帶形變的初始動力
; 2~9 道次用于成型第一個燕尾槽, 先在鋼帶上軋出第一個燕尾槽的預設折點, 再經后續若干道次逐步改變曲率半徑, 擴大彎曲程度
;最后緩慢擠壓兩側水平部分鋼帶, 逐步縮小下側兩折點
的間距來實現燕尾槽的成型, 1~9 道次燕尾槽成型過程如圖3 所示。 此部分重點為控制好鋼帶進入機組變形后中心線恒定不變, 否則將會出現預設折點被后續成型輥碾軋覆蓋
或偏移的現象, 導致燕尾槽變形或傾斜。
從前,在土家族居住的黃水山上,有一個姓陶的醫生。他家有個園子專種藥草,他用這些藥草給人治病。由于醫術高明,遠近都有人來請他去治病。陶醫生出門的時候多,就請了一個姓黃的幫工來經管園子。
第10~17 道次用于雙凹槽異型鋼管第二個凹槽的初步成型。 在這部分成型過程中, 通過對第一個燕尾槽施加約束, 限制已成型的第一燕尾槽處于中間位置不變; 鋼帶兩端則需要根據最終產品的尺寸定位型材各邊的長度, 通過調整伺服電機
來調整兩邊軋輥的間距, 確保第二個燕尾槽預先成型到合理的角度和位置, 如圖4 所示。
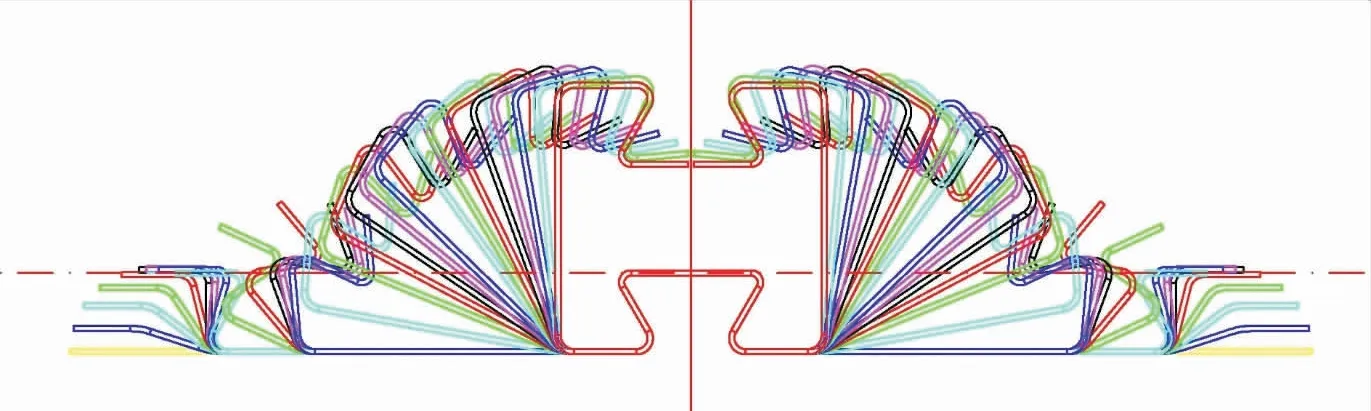
第18~28 道次用于型材的閉合及第二個凹槽的最終成型, 先折出兩側的上短邊, 再利用上輥控制下短邊長度, 通過下輥在鋼帶兩側提供方向對稱、 大小相等的作用力使型材的長邊逐道次合攏并趨向閉合, 如圖5 所示。

燈桿用雙凹槽異型鋼管生產工藝流程: 原料鋼卷→上料→開卷→直頭→矯平→剪切對焊→成型→高頻焊接→在線渦流探傷→定徑→飛鋸切斷→輸送輥道→打標→自動碼垛→輥道臺架→收集
。 本研究中由于兩個燕尾槽無法采用先變圓后變異型
的工藝, 故采用折彎成型再焊接的工藝, 即計算每段曲 (直) 線的長度, 提前分配好材料總量, 并折彎關鍵點, 然后將每段曲 (直) 線彎折固定角度至成型, 而后焊接、 定型
。
根據圖2 中的具體尺寸, 經計算得出α≈8.5°;采用仰角焊接后, 兩焊接平面在焊接處形成一個尖角, 堆積在尖角處的外焊筋形成一個高點
,去除外焊筋的刀刃可以根據需要決定去除外焊筋的深淺, 同時不會對其他部位產生影響。
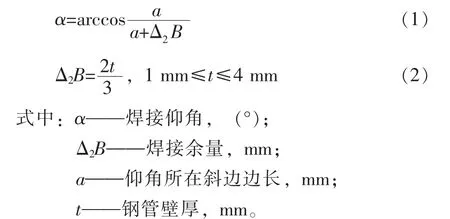
仰角焊接受焊接面長度a, 管胚厚度t, 焊接余量Δ
B 等因素制約, 其中仰角α 由焊接余量和焊接面長度共同決定
:
目前,從電動汽車報廢的動力電池主要有兩種處理方式,一種是梯級利用,另一種是拆解回收,如圖3所示。梯級利用是將電池的使用壽命延長,當動力電池的容量降到初始容量的80%時,不再滿足電動汽車的使用標準,但仍可在其他場合應用,如儲能系統、電動工具等。當電池性能進一步下降到初始容量的50%以下,無法繼續使用,則對電池進行拆解,回收電極材料。
3 工藝優點及調試
3.1 工藝優點
在軋輥的設計上充分考慮產品規格的特點,采用整體軋輥方式, 一套軋輥可覆蓋所有規格的型鋼產品, 軋輥共用率高; 成型方式受力合理,輥耗小, 機組能耗小。 在成型區域軋輥與帶鋼局部接觸, 減少了接觸面積, 相對減小了帶鋼和軋輥的摩擦, 輥耗減少, 機組成型能耗也相應減小
。
為了生產各種系列的異型鋼管, 減少換輥次數, 提高效率, 故而采用快換工作臺形式。 本機組共有兩套成型定徑機架, 一套使用, 一套備用, 分別安裝在各自的臺面上, 備用機架可提前安裝好下一生產規格的模具。 備用快換工作臺包括成型部分和定徑部分的水平機架和立輥機架。更換產品規格時將備用機架用天車吊到工作臺基座上, 上緊固定螺栓并連接傳動軸(傳動軸為快速拆卸形式), 更換機架停機時間不超過2 h。這種快速換模形式經過多次使用驗證, 可完美處理冷卻水回流問題, 同時可隨時清理生產過程中脫落的氧化皮和灰塵。
3.2 帶寬不符問題及解決方法
在軋輥安裝調試中, 發現按其他產品鋼帶計算公式計算所得帶寬較寬, 致使異型鋼管在焊接成型后焊接部位凸出平面, 經過定型軋輥最終定型時, 雖然可軋平凸出部分, 但仍然導致燕尾槽開口張開, 尺寸大于設計圖, 不能滿足實際生產。
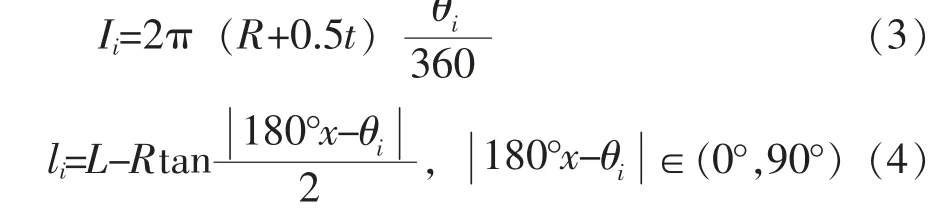
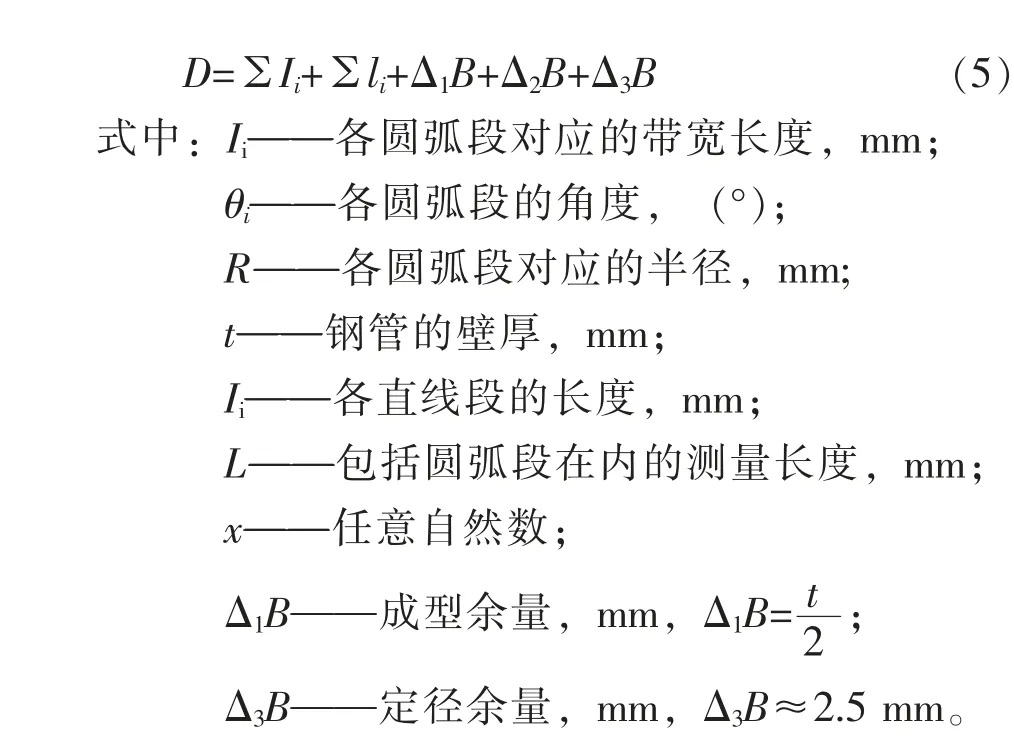
充分考慮焊接損耗、 成型收縮及折彎延伸等方面的影響, 采用新公式進行帶寬計算。 以假設中性層的方式重新計算鋼帶寬度, 弧長部分采用公式 (3) 計算, 其中R 為彎角部分內側半徑,θ 為彎角相鄰兩條直邊夾角; 而直邊部分則用公式(4) 求出。 計算鋼帶寬度時還需要考慮定徑、成型時的收縮和焊接時的損耗, 最終得出帶寬D的計算公式(5)。 實際生產應用表明, 該帶寬計算結果符合使用要求。
4 結束語
本研究中的冷彎雙凹槽異型鋼管經設計調試, 最終以28 個軋制道次生產出符合要求的產品, 兼具美觀、 穩定、 經濟等優勢, 具備大批量生產、 模式化生產能力, 可成功應用于諸多智慧路燈建設項目, 推動智慧城市建設, 有良好的經濟效益和社會效益。
[1] 金燕云,虞小林,鄒志革. 基于路燈的智慧城市信息化建設[J]. 電力信息化,2012,10(2):6-9.
[2] 刑金良. 建筑結構用新型冷彎型鋼的生產[J]. 焊管,1996(1):41-42.
[3] 魏敏. 汽車密封條鋼帶滾壓成型輪組設計及工藝參數優化研究[D]. 南寧:廣西大學,2017.
[4] 中國鋼結構協會冷彎型鋼分會. 冷彎型鋼生產教程[M].北京:冶金工藝出版社,2014:103-117.
[5] 艾正青,劉繼英. 復雜閉口截面冷彎型鋼的成型及焊接工藝設計[J]. 焊管,2008(6):54-56.
[6] 劉全坤.材料成形基本原理[M].北京: 機械工業出版社,2010.
[7] 韓飛,劉繼英,艾正青,等. 輥彎成型技術理論及應用研究現狀[J]. 塑性工程學報,2010,17(5):53-60.
[8] 趙艷紅. 冷彎型鋼成型軋輥的設計方法[J]. 山西機械,2003(2):30-32.
[9] 馬立東,劉才,邵濤,等. 基于網絡的冷彎型鋼智能CAD系統研究與開發[J]. 焊管,2009,32(10):26-29.
[10] 劉繼英. 冷彎成型CAD/CAM 的一體化技術[J]. 北方工業大學學報,1996(3):16-23.
[11] 孫樹華. 封閉冷彎型鋼成形及剪切研究[D]. 哈爾濱:哈爾濱工業大學,2004.
[12] 小奈弘,劉繼英. 冷彎成型技術[M]. 北京:化學工 業出版社,2008.
[13] 曹國富,曹笈. 高頻直縫焊管理論與實踐[M]. 北京:冶金工業出版社,2016.
[14] 李登超. 冷彎型鋼及焊管生產技術[M]. 北京:化學工業出版社,2011.
[15] 陳秀嶺. 金屬型材冷輥軋成形工藝研究[D]. 秦皇島:燕山大學,2005.
猜你喜歡
金橋(2022年10期)2022-10-11 03:29:32
智富時代(2019年2期)2019-04-18 07:44:42
閱讀與作文(小學高年級版)(2019年2期)2019-03-27 03:48:04
文苑(2018年20期)2018-11-09 01:36:02
文史春秋(2017年12期)2017-02-26 03:16:10
小天使·一年級語數英綜合(2014年6期)2014-07-22 23:32:38
智慧與創想(2013年7期)2013-11-18 08:06:04
網球俱樂部(2009年9期)2009-07-16 09:33:54
