
智能鋼結構拋噴丸生產線控制系統設計
2022-07-04 15:16:50李神生曾翔
科學與財富 2022年10期
李神生 曾翔
摘? 要:闡述研究如何用拋丸機方式將長時間在海洋工程裝備鈑金金屬除銹進行處理,并完成基于 S7-1200 PLC 的控制系統硬件、軟件的程序設計,該生產線由:拋丸機,S7-1200 PLC,視覺檢測系統等組成,從而為智能鋼結構拋噴丸生產線提供工藝支撐。
關鍵詞:關鍵詞:自動生產線,PLC控制
引言
在鈑金除銹工序,自動化覆蓋率低,主要依靠人工,生產效率低,主要依靠人工操作設備運行,然而鐵銹對人體的傷害大,PLC控制系統具備編程簡單、通用性強、穩定性高、結構簡單等優勢,同時具備對信號數據的實時采集、圖像顯示以及智能化數據信息處理等功能,在自動化應用廣泛,而基于PLC產線控制的拋丸生產可以提高生產效率,但這方面的研究很少,因此我要基于PLC進行拋丸控制系統設計。
1 拋丸生產線設備的組成及生產工藝
1.1設備描述
整條生產線由一臺拋丸機:負責將工件的銹進行處理、運輸小車:將工件運輸到生產線,減少人工搬運,在線檢測:檢測產品的質量、若干個傳感器:用于跟蹤產品位置以及產品位置反饋,控制電柜:放置PLC控制模塊,變頻器等電氣元件等。
1.2? 拋丸生產線工作原理
用戶將工件放置于運輸小車上,小車到達生產線板鏈時會有傳感器檢測,由該傳感器啟動生產線(每個裝置前后都安裝檢測傳感器,用于跟蹤產品位置),以固定的速度開往拋丸機區域,由PLC控制拋丸機啟動對箱梁外表面進行自動拋丸清理,通過再次清理合格,進入一級刮掃裝置將清理的表面灰塵,二級吹掃裝置用于產品表面深度清潔,最后將對工件進行表面的掃描檢測,檢測結果分(合格、不合格)合格產品將流到成品區,不合格產品將控制運輸小車帶動工件返回至起點再次拋丸工序流程,二次進入拋丸清理區,或啟動復合拋丸機器人對清理小面積不合格之處清理。
2 控制系統硬件設計與選型
2.1 控制系統硬件設計
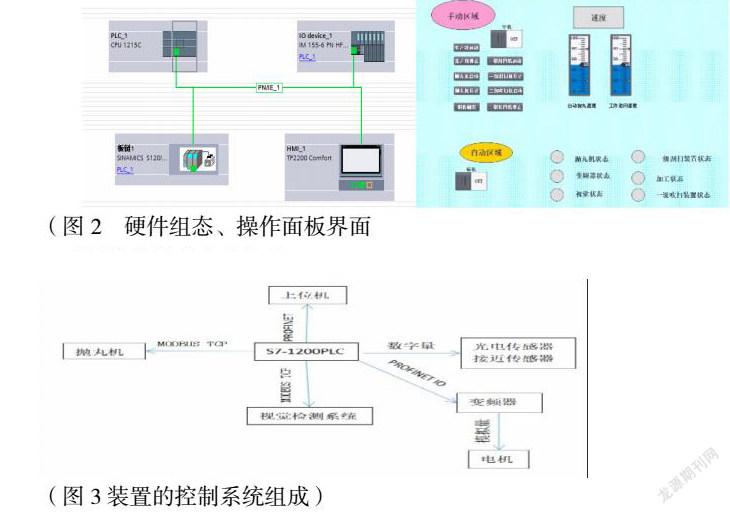
智能鋼結構拋噴丸生產線的電氣控制系統由1臺西門子變頻器及其相應的強電控制系統、1套S7-1200PLC及遠程I/O、TP2200 操作面板。PLC編程軟件為TIA Portal。S7-1200PLC是實現了通信簡便,有效的技術任務解決方案,并完全滿足一系列的獨立自動化系統的 應用需求。生產線長度超過50米,考慮到io信號延遲以及干擾問題,采用了遠程io模塊,TP2200 操作面板從整體上來說,西門子觸摸屏的使用壽命要比同類產品更久,主要基于其環境條件耐受力強,防護等級較高,功能強大,結構緊湊,節省空間。
3 系統整體控制方案設計
3.1 智能鋼結構拋噴丸生產線電機控制設計
智能鋼結構拋噴丸生產線電機為1臺AC200KW電機,采用變頻器控制電動機速度,啟動方式為“自鎖”,啟動信號由程序給出。拋丸機、復合拋丸機器人的啟動都是采用PLC控制啟動的控制方式,由于這些電機故障停機都會造成堵料,因此在電機軸上都安裝一個編碼器,用以檢測電機的運行情況,一旦檢測到電機不轉,立即反饋使整個智能鋼結構拋噴丸生產線系統停止運行,避免設備受到損壞。
3.2 板鏈的運動控制設計
在PLC程序中,由于生產線設計要求的每個工藝速度都有所不同(主要運行速度:自動拋丸1.65m/min左右、工件返回:5.0m/min左右、工件運出1.25m/min左右 ),所以在程序結構步驟控制不會導致速度錯亂,根據智能傳感器反饋的信號再給出下一步的速度控制。在設計控制程序步驟需要實時跟蹤產品位置,在每個設備前后安裝智能傳感器,同時PLC系統根據對智能傳感器的信號進行跟蹤產品是否到達指定位置,系統記錄產品的數量,不會導致多個產品的堵塞,提高生產效率。
4 軟件系統設計
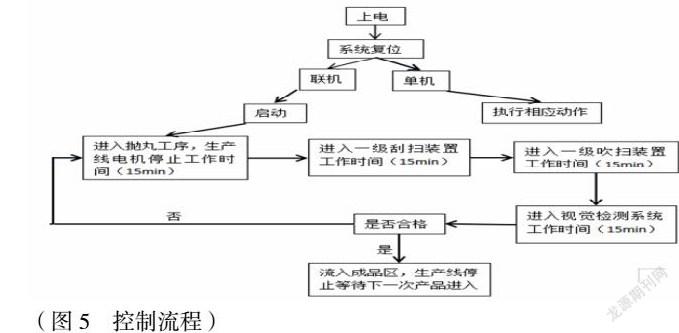
根據圖5的流程設計進行編寫控制程序,系統整體上電后需要系統復位將信號初始化,根據要求選擇聯機與單機兩種模式,系統控制分別為聯機以及單機兩種,聯機模式在設備全部啟動好后自行的運行。單機模式是單個的控制各個設備單獨運行。聯機啟動后將開始等待工件進入,依次的通過給幾個工序,到達視覺檢測后,根據檢測結果(是否合格)合格將流入成品區,不合格將返回拋丸機工序,依次完成以上工序,直到合格,在產品沒有流楚生產生產線,新的產品不會進入,在控制過程對視覺檢測數據需要精確的處理,以免進行誤判將合格的產品再次進入拋丸機。
5 結語
控制設計重點在這幾個問題中做了詳細的控制:安全,提高產品生產速度,減少人工的干預,提高產品合格率等,尤其在安全方面深入了研究做到生產線檢測到有人進入后整個生產線等會暫停,等待工作人員再次啟動,且不會影響產品的質量,后續將會在視覺檢測處理、拋丸機控制、生產線速度進行優化,提高產品的合格率方向加強研究。
參考文獻
[1]左光群 . 輥底式加熱爐內鋼板位置檢測控制系統的設計與實現[A]. 高溫加熱爐,2019(20):144
[2]曾翔? 智能涂裝生產線在港口機械中應用 《科學與技術》2018(35)19
基金項目:廣東省教育廳普通高校自然科學類特色創新項目(2020KTSCX373)
通訊作者: 曾翔,(1965-),女,高級工程師。主要研究方向生產線設計與控制.
第一作者:李神生,(1996-),男,助理工程師。主要研究方向工業機器人應用.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
海峽科技與產業(2016年3期)2016-05-17 04:32:12
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
