硫黃制酸裝置焚硫系統優化改造
2022-07-04 02:26:06眭二明
硫酸工業 2022年4期
關鍵詞:閥門
眭二明
(中國石化集團南京化學工業有限公司,江蘇南京210048)
中國石化集團南京化學工業有限公司(以下簡稱南化公司)現有2套硫黃制酸生產裝置,2#系統200 kt/a硫酸裝置2003年11月投產,3#系統300 kt/a硫酸裝置2005年9月投產。3#系統在按計劃停車進行階段性修理期間,發現焚硫系統出現故障,隨即裝置立即組織修理,制定相關修理方案,在公司規定時間內圓滿完成修理任務,實現了一次開車成功。
1 硫黃制酸工藝流程
硫黃制酸工藝流程見圖1。
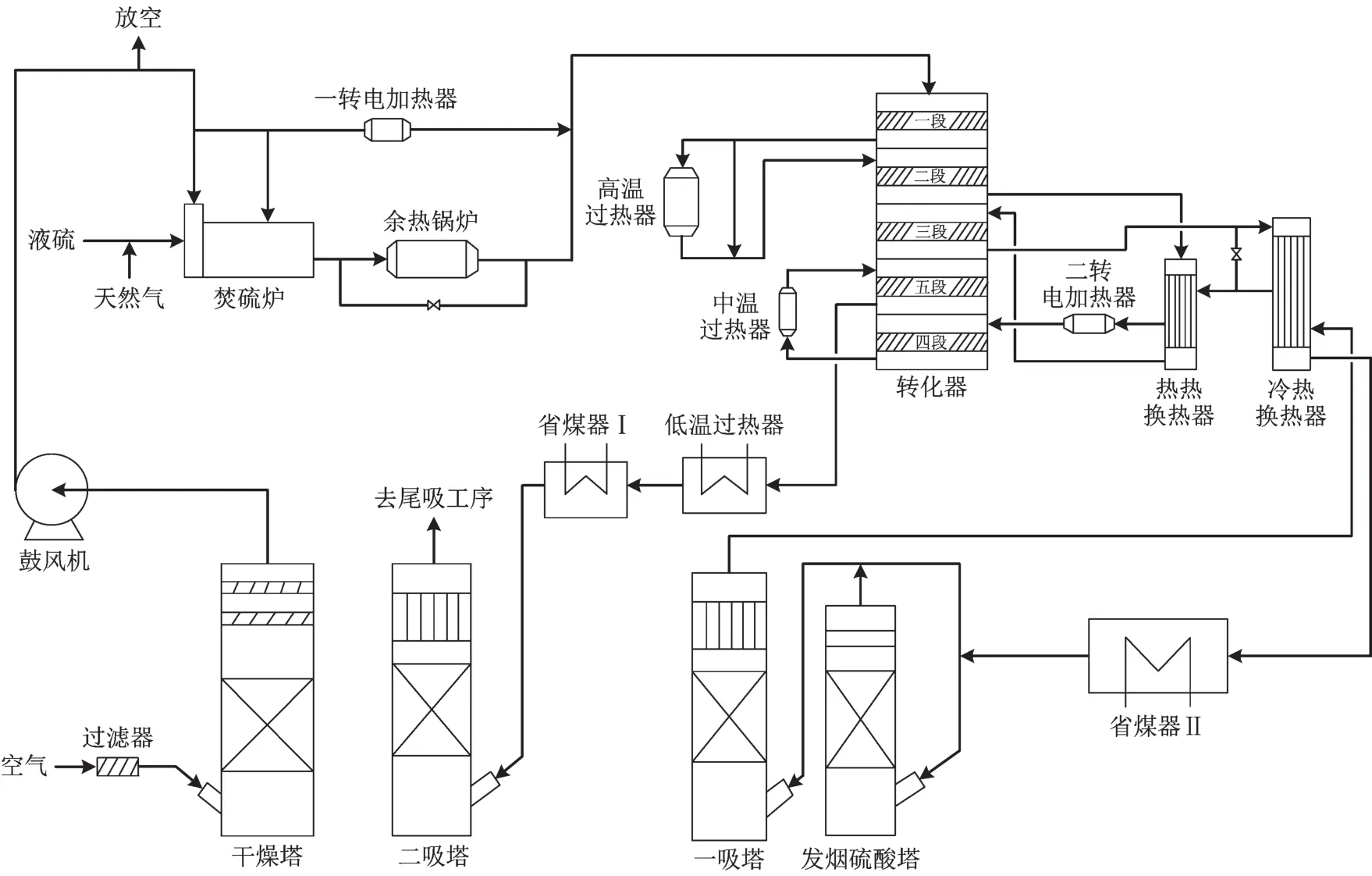
圖1 硫黃制酸工藝流程
自然空氣經過濾器過濾后,進入干燥塔的下部,在塔填料中與噴淋而下的w(H2SO4)96%左右的濃硫酸充分接觸后被干燥,過濾、干燥后的空氣由鼓風機送入焚硫爐內,與由精硫泵供給的經磺槍霧化后的液硫充分接觸燃燒(在焚硫爐的后半部有二次空氣補充,有助于硫燃燒充分)。1 000 ℃左右的爐氣進入余熱鍋爐,加熱爐水,爐水被加熱后變成飽和蒸汽,而鍋爐出口的爐氣則降至400 ℃以下,與從鍋爐旁路副線(一段進口溫度調節副線)來的少量高溫爐氣混合后,溫度達到410~415℃后進入轉化器反應。分別經轉化器一、二、三段反應和各換熱器換熱后,爐氣再經省煤器Ⅱ進一步降溫至180~200 ℃,進入一吸塔[w(H2SO4)105%發煙硫酸塔]進行吸收反應。從一吸塔頂部出來的爐氣依次經冷熱換熱器和熱熱換熱器換熱后溫度升至415~420 ℃進入轉化器四段反應。轉化器四段出口爐氣經中溫過熱器換熱后溫度降至415~420 ℃,進入轉化器五段進一步反應。轉化器五段出口爐氣經低溫過熱器和省煤器I降溫至180 ℃左右進入二吸塔進行吸收反應。二吸塔頂部出口的尾氣進入尾氣吸收系統,通過氫氧化鈉溶液吸收尾氣中的SO2氣體后,再進入水洗塔、二級電除霧器去除硫酸霧,最后經放空煙囪達標排放。
2 存在問題及原因分析
2.1 焚硫爐出口高溫熱副線閥故障
2022年裝置按計劃停車修理期間,發現焚硫爐出口高溫熱副線閥出現故障。該閥門已使用11年,閥軸兩端均被高溫氧化腐蝕,出現斷裂現象,閥瓣脫落卡死。經過長時間的高溫氧化腐蝕,閥軸端部腐蝕呈圓錐形,見圖2。

圖2 閥軸端部腐蝕情況
2.2 焚硫爐進口煙道內襯脫落
系統停車前,鼓風機出口至焚硫爐的管線在正常生產時出現階段性的異常響聲。查看DCS數據,系統整體阻力上漲了2 kPa左右。經現場檢查,發現焚硫爐爐頭附近熱輻射異常增大,焚硫爐爐頭外部的殼體溫度高達120 ℃,高處進口部分位置最高到150 ℃。初步判斷焚硫爐進口垂直煙道內襯有脫落現象,掉下來的內襯堵塞進風管道,造成風機出口阻力上漲,現場發出異常響聲。停車后檢查,發現焚硫爐進口垂直氣道部分內襯脫落坍塌,堵塞磺槍旋流板;焚硫爐內部進口端面的內襯磚墻上部近3 m已全部坍塌脫落,磺槍旋流板移位、變形。焚硫爐進口氣道修復前后對比見圖3。

圖3 焚硫爐進口氣道修復前后對比
3 焚硫系統改造措施及效果
3.1 高溫熱副線閥修理
對高溫熱副線閥拆解修理,拆除閥門尾軸后,把閥板水平定位固定,在輸入軸和閥板之間安裝一個尺寸較大的合金套,將兩端水平焊接固定,安裝尾軸;在尾部閥軸和閥板之間也安裝一個較大的合金軸套,起到定位和支撐的作用(不焊接);最后再校正閥板水平,整體繼續焊接加固。
在冷態狀況下對閥門進行電動全開全關試驗,試驗結果顯示:閥門能正常開關,反饋信號正常,閥門開度顯示與現場閥瓣位置能一一對應,沒有卡塞現象;系統噴磺開車時,轉化器一段反應溫度調節控制正常,閥門開關調節正常。采用上述方法對閥門進行修理節省了閥門修理時間,同時節約閥門采購費用約20萬元。
3.2 焚硫爐內襯修復
由于計劃停車時間短,考慮到今后一段時間系統的安全穩定性,裝置經過周密討論制定了焚硫爐內襯的修理方案。7 d后,爐頭兩處破損的內襯完成整體重做,施工修理結束。按照廠家提供的烘爐時間要求進行烘爐,烘爐條件見表1。
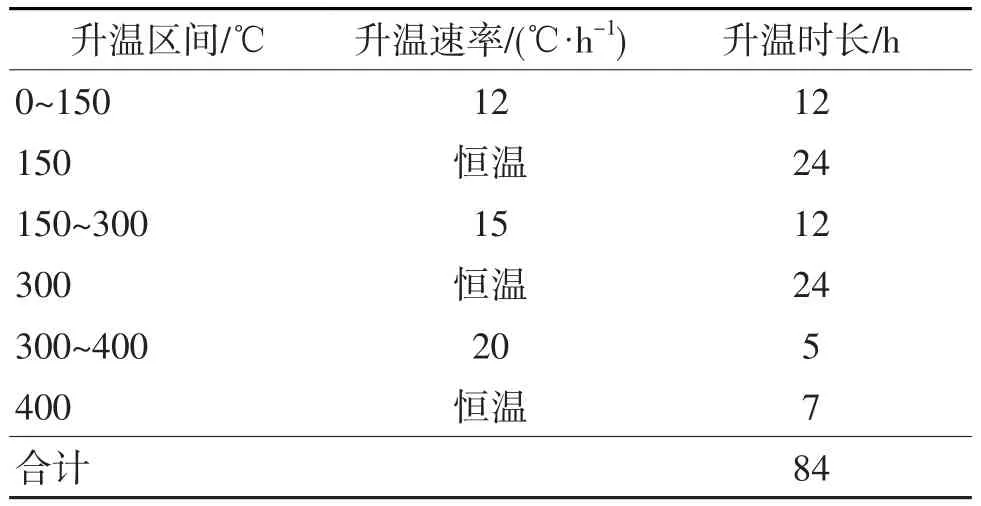
表1 焚硫爐烘爐條件
目前焚硫爐升溫采用天然氣加熱的升溫方式,原始設計天然氣流量大,無法滿足烘爐低溫段的溫度要求(200 ℃以下)。如果采用原始木材烘爐,最終還要熄火降溫清理爐內的底灰等垃圾,增加停車時間。
筆者根據裝置現場生產裝置的布置特點,提出采用一轉電加熱器升溫進行焚硫爐低溫段烘爐,溫度升到300 ℃以上再采用天然氣烘爐。冷空氣從熱循環風機進口試車閥進入,經一轉電加熱器加熱后通過高溫副線閥進入焚硫爐尾部,從爐頭放空閥排氣。通過高溫副線閥開度和熱循環風機電機調頻調節烘爐所需溫度,300 ℃以上烘爐采用原來的引風機加天然氣升溫的方式進行烘爐,直至焚硫爐溫度升到400 ℃,烘爐結束后直接轉為焚硫爐升溫。焚硫爐烘爐熱空氣流程見圖4。
圖4中相關閥門操作位置及開關狀態見表2。
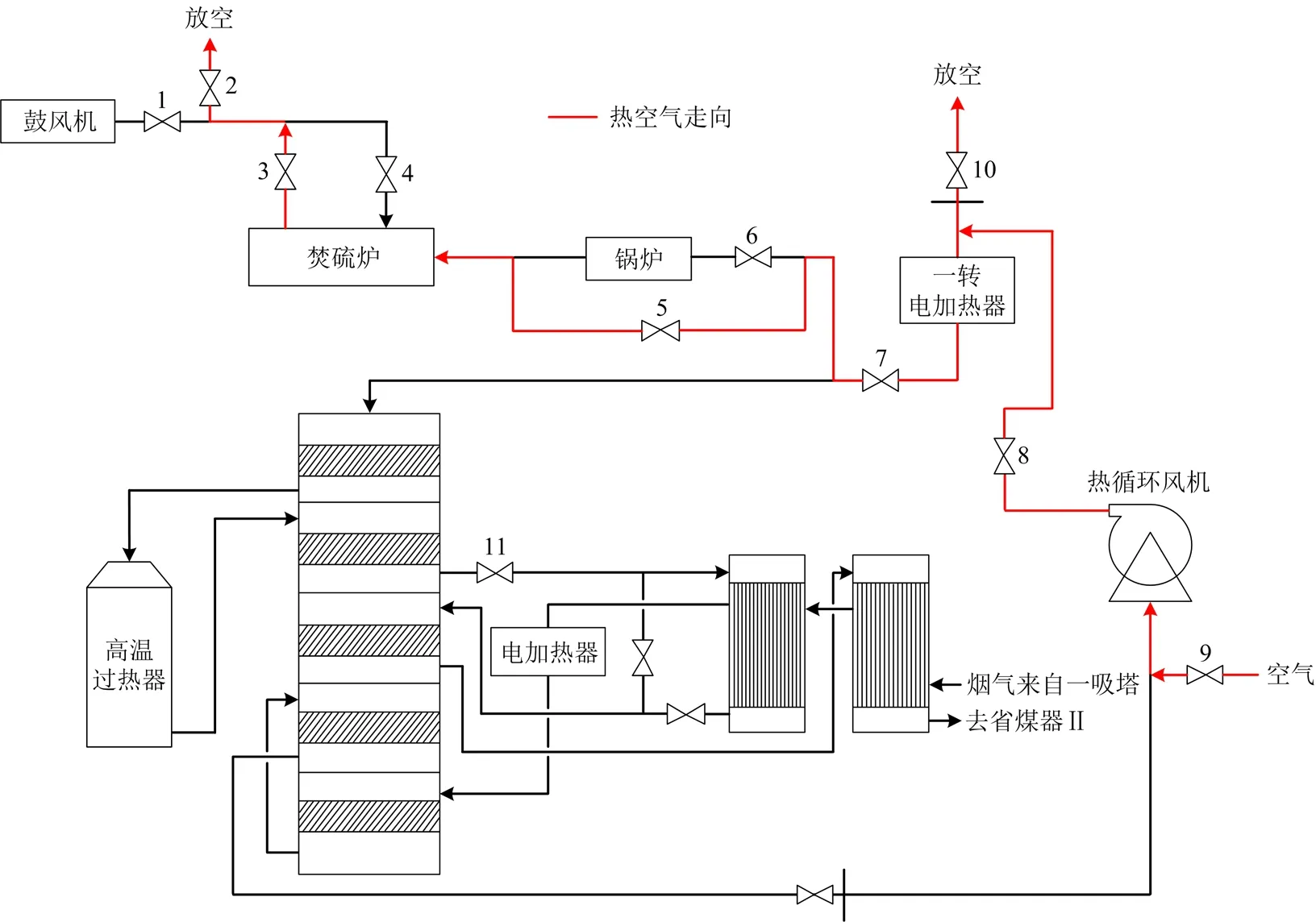
圖4 烘爐熱空氣流程
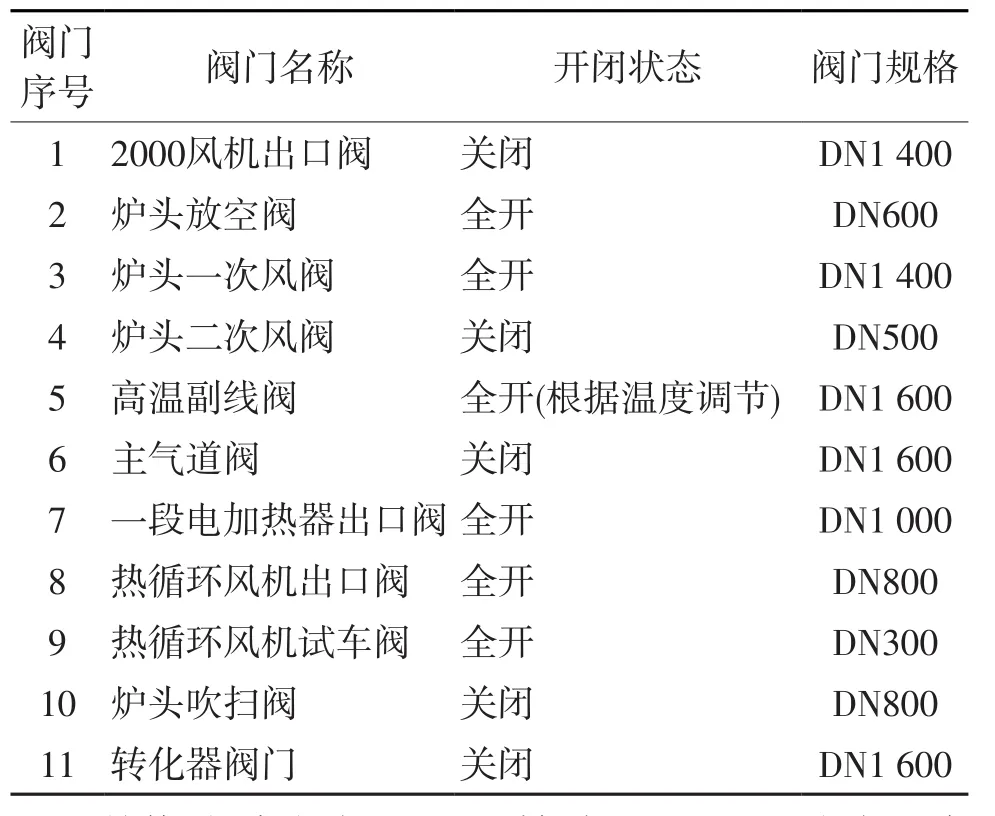
表2 閥門操作位置及開關狀態
焚燒爐烘爐從26 ℃開始升溫,8 h后爐頭溫度達到100 ℃左右,又經3 h烘爐爐頭溫度達到136℃,隨后溫度基本維持在140~150 ℃,溫度控制穩定,崗位操作簡單,操作人員在總控室監控烘爐溫度指標,根據烘爐時間曲線要求,通過調節風機輸送風量調節烘爐溫度,使烘爐程序正常進行,保障設備的使用壽命。84 h后烘爐操作圓滿完成,各時間段溫度控制均滿足施工技術要求,裝置按計劃關停電加熱器和熱循環風機,改用天然氣對焚硫爐繼續進行開車升溫,升溫結束后系統噴磺開車,一次成功。
4 結語
高溫熱副線閥是硫黃制酸生產中關鍵的操作控制閥門,直接影響轉化器各段溫度指標的調節與控制,影響轉化器內催化劑的正常使用,此次修理及時解決了現場閥門故障,對保證系統按時恢復生產起到了關鍵性作用。首次利用轉化器一段電加熱器加熱空氣的方式對焚硫爐進行烘爐操作,效果良好,解決了以往低溫段無法正常烘爐操作的弊端,大大降低了崗位人員升溫操作的勞動強度與安全風險,為系統安全穩定運行奠定了基礎,為今后焚硫爐烘爐提供了新的方法。
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:10
流程工業(2022年3期)2022-06-23 09:41:08
流程工業(2022年3期)2022-06-23 09:41:02
流程工業(2022年3期)2022-06-23 09:40:50
流程工業(2022年5期)2022-06-23 07:19:22
流程工業(2022年5期)2022-06-23 07:19:16
中國核電(2021年3期)2021-08-13 08:57:02
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
智富時代(2018年5期)2018-07-18 17:52:04