新型同向差速攝動環雙螺桿制備PP/ABS復合材料
2022-07-04 04:02:08楊衛波周延輝肖書平喻慧文徐百平
現代塑料加工應用 2022年3期
楊衛波 周延輝 肖書平 喻慧文 徐百平*
(1.五邑大學智能制造學部,廣東 江門,529020;2.廣東輕工職業技術學院,廣東省高分子材料先進加工工程技術研究中心,廣東 廣州,510300)
捏合塊是擠出機中廣泛使用的一種元件,其和機筒之間形成了若干分隔的通道,當物料向前經過捏合盤時,會分流、合流和回流,從而提高了物料的混合效果[1]。但捏合塊存在高剪切、積料及自潔功能較差等問題,且在高速旋轉下,捏合塊會因物料擠壓而偏離理想位置,造成相互摩擦,引起局部升溫。為克服這些缺陷,徐百平課題組研制了一種攝動環同向差速螺紋元件[2],利用新型元件的徑向強拉伸作用替代捏合塊的側向嚙合強剪切作用,進一步提高自潔功能。數值模擬、可視化研究和試驗表明這種新型雙螺桿具有優異的混合能力[3-4]。在不使用任何相容劑的情況下,對固定配比的聚丙烯(PP)與丙烯腈-丁二烯-苯乙烯共聚物(ABS)簡單共混,通過掃描電子顯微鏡(SEM)表征和力學性能測試,探究新型攝動環元件替代捏合塊的可行性及攝動環元件的混合加工性能,為制備性能更加優異的高分子材料提供新方法和新設備。
1 試驗部分
1.1 主要原料及儀器設備
PP,PPH-T03,熔體流動速率(MFR)為3.0 g/10 min,中國石油化工股份有限公司茂名分公司;ABS,PA-757,MFR為1.8 g/10 min,臺灣奇美實業股份有限公司。
同向非對稱差速雙螺桿擠出機,J WP35,廣東輕工職業技術學院、廣東省高分子材料先進加工工程技術研究中心與五邑大學智能制造學部聯合研制;注塑機,CJ110E II,震德塑料機械有限公司;電子萬能試驗機,CMT4204,新三思材料檢測有限公司;沖擊試驗機,XJU5.5,承德市金建檢測儀器有限公司;掃描電子顯微鏡(SEM),Pheno m pure+,荷蘭Pheno m公司。
1.2 樣品制備
將PP與ABS置于干燥箱中80℃干燥8 h,再在高速混合機中混合5 min后得到預混料,其中,共混體系中分散相ABS質量占比為10%。將預混料放入差速雙螺桿擠出機中擠出PP/ABS共混物樣條并造粒。將PP/ABS共混物粒料置于干燥箱中80℃干燥4 h后,注塑成標準樣品用于力學性能測試。擠出過程中,螺筒至機頭的溫度設置為170,180,190,190,195,200,200,200,195,190℃(機頭)。
1.3 同向差速雙螺桿攝動環結構及排布改造
攝動環元件所組裝成的螺桿結構示意如圖1所示,黃色部分為攝動環面,左螺桿和右螺桿分別是單頭螺桿和雙頭螺桿,當2個螺桿做差速旋轉運動時,嚙合區相互刮擦,加工過程中可實現自潔功能。如圖1(a)所示,虛線為攝動環相切圓,單頭螺桿的小徑、大徑和攝動圓弧半徑分別由DE,FA,BC構成,截面構型沿垂直路徑旋轉拉伸,DE和D1E1,D2E2相互嚙合形成攝動環結構[5]。螺桿橫截面對稱性被攝動圓弧的引入進一步打破,擠出過程中攝動環元件在嚙合區發生周期性的交錯嚙合,使螺桿與機筒間產生明顯的空間變化從而加速物料的熔融和混合。這次試驗采用攝動環元件改裝排氣段上游部分螺桿元件,螺紋元件內、外徑分別為25.0,35.0 mm,單頭攝動環半徑為13.0 mm,對應雙頭攝動環半徑為17.0 mm,單、雙頭導程分別為16.0,32.0 mm,螺桿安裝中心距為30.2 mm,立體幾何結構如圖1(b)所示,上、下嚙合區及物料回流示意如圖1(c)和圖1(d)所示。
螺桿結構和改裝前后螺紋排布如圖2所示。
圖2中,差速雙螺桿長徑比為40,螺桿總長1 380 mm,混煉段長約301 mm,約占螺桿總長21.8%。為探究攝動環元件取代捏合塊的可行性及攝動環元件的混合加工性能,采用2種方案對混煉段進行改裝。方案一使用正向輸送攝動環元件替代改裝段中的部分差速螺紋元件和捏合塊,改裝后的攝動環元件總長96 mm,約占螺桿總長的7%。方案二使用正向與反向輸送的新型攝動環元件替代改裝段中所有螺紋元件和捏合塊,改裝后的攝動環元件總長220 mm,約占螺桿總長的16%。
1.4 試驗方案
2種方案的試驗參數如表1所示,其中編號A1~A6,B1~B6為低螺槽填充率,A7~A9,B7~B9為高螺槽填充率。表1中轉速為單頭螺桿(主軸)轉速,雙頭螺桿轉速是單頭轉速的1/2。
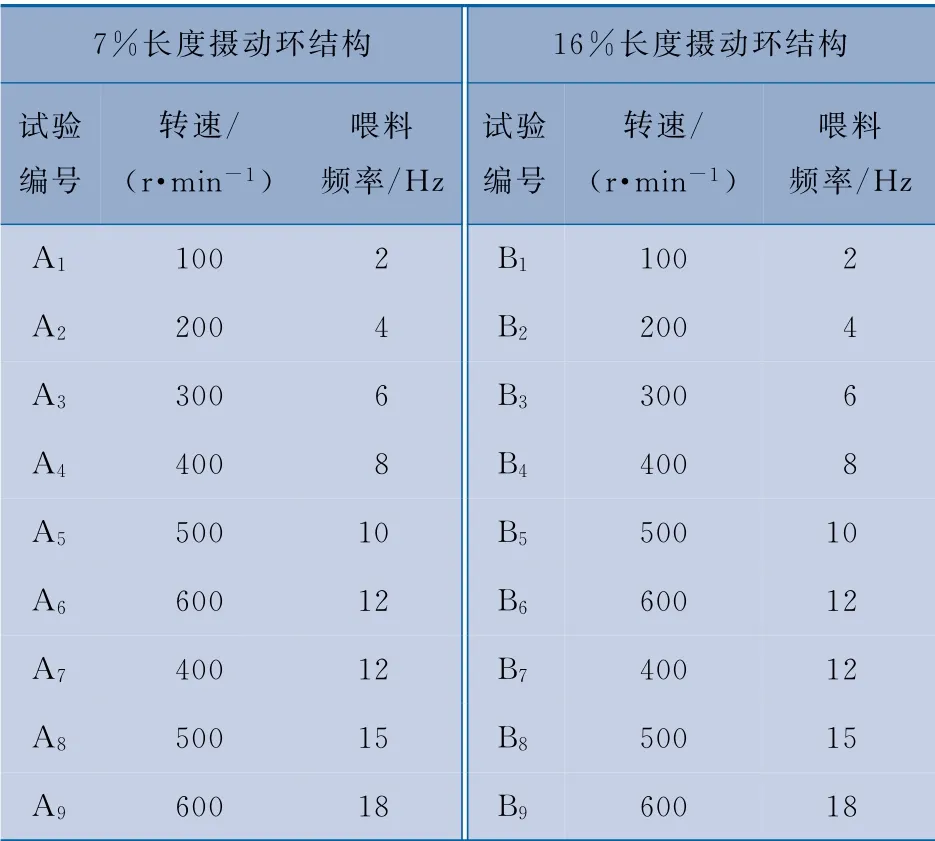
表1 2種方案的試驗參數
1.5 測試與表征
SEM分析:將擠出的PP/ABS樣條在液氮中浸泡5 min后脆斷,斷面噴金處理,觀察斷面結構。
拉伸性能按照GB/T 1040.2—2006測試;彎曲性能按照GB/T 9341—2008測試;沖擊強度按照GB/T 1843—2008測試。
2 結果與討論
2.1 PP/ABS復合材料的形貌及粒徑分布
圖3為部分樣條斷面的SEM分析。從圖3可以看出,ABS分散相總體上均勻分布,且大多數呈現球形或橢球形。
2種方案制備的PP/ABS復合材料脆斷面平均粒徑與主軸轉速關系如圖4所示。
由圖4可知,在低頻喂料、低速區100~400 r/min時,攝動環長度從7%增加到16%時,PP/ABS復合材料分散相的平均粒徑明顯減小;但是在高速區500~600 r/min,7%長度攝動環結構的混合效果更好。在高頻喂料時,與7%長度攝動環結構相比,16%長度攝動環結構的混合效果更好。
攝動環元件可同時實現上嚙合區橫向、縱向均開放,下嚙合區軸向封閉,在擠出過程中形成分流道,螺桿旋轉過程中上、下嚙合區封閉與開放交替變化,物料通過攝動環產生分流,從而返回上一個螺槽達到二次混合的效果,物料每經過一個攝動環導程都將產生二次分割回流,故改裝段最多可發生26~214次分割回流。攝動環長度增加,物料的停留時間更長,混合更均勻,攝動環面上產生新的拉伸與剪切作用,使混合物粒徑更小。低轉速時,物料緩慢前進,有更多的機會產生回流,物料得以充分混合。但隨著轉速升高,物料在7%長度攝動環結構捏合塊區的剪切作用次數增加,ABS分散相的粒徑更小。
對于7%長度攝動環結構,由于改裝段存在捏合塊,增加喂料頻率使螺槽物料的充滿度提高,導致物料受到的平均剪切應力降低,混合效果變差。16%長度攝動環結構,通過去除混煉段捏合塊,增加攝動環長度,在轉速不變情況下,增加喂料頻率,螺槽物料的充滿度提高,由于攝動環的存在,回流物料增加,同時,攝動環與機筒間形成的狹窄間隙起到了強剪切及拉伸作用,雖然停留時間減少,但16%長度攝動環結構隨著喂料頻率增加,ABS分散相的平均粒徑減小,且小于7%攝動環結構的平均粒徑。
圖5為部分工況下PP/ABS復合材料的粒徑分布情況。
從圖5可以看出,與A1/B1相比,A2/B2工況下,2種螺桿構型復合材料分散相的粒徑分布范圍均較窄,且基本集中在1μm以下區域,其他工況與A2/B2類似。2種螺桿構型復合材料分散相的平均粒徑變化趨勢總體一致。16%長度攝動環結構在A2/B2下復合材料分散相的平均粒徑最小。在速度較低、喂料頻率較高的工況下,攝動環元件越多,越能獲得更好的混合效果,證明了攝動環元件代替捏合塊的可行性。
2.2 PP/ABS復合材料的力學性能
2種螺桿構型在不同轉速和喂料頻率下制備的PP/ABS復合材料力學性能如表2所示。
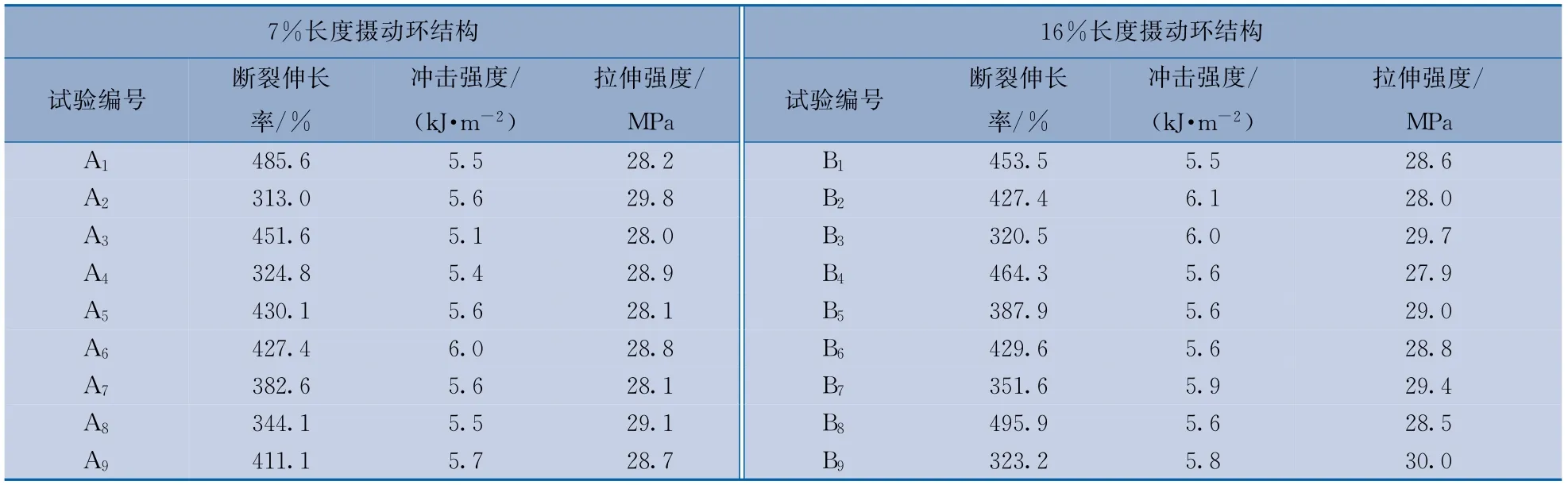
表2 PP/ABS復合材料的力學性能
從表2可以看出,PP/ABS復合材料的力學性能變化不大,故認為在固定材料配比下,這次試驗工況的改變對復合材料力學性能影響較小。另外,分散相的平均粒徑越小,復合材料的沖擊強度越好。
3 結論
a) 研制了一種新型差速雙螺桿攝動環元件,取消了捏合塊組合,在不使用任何相容劑的情況下,對PP/ABS體系進行了研究。
b) PP/ABS復合材料分散相的粒徑受螺桿轉速和喂料頻率的影響較大,轉速高有利于分散。
c) 2種螺桿構型PP/ABS復合材料的分散相粒徑在不同工況下的變化趨勢總體一致;在低頻喂料的低速區和高頻喂料下,16%長度攝動環結構復合材料的分散相平均粒徑更小。2種螺桿結構PP/ABS復合材料的力學性能受工況的影響較小。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
哲學評論(2021年2期)2021-08-22 01:53:34
紡織科技進展(2021年3期)2021-06-09 08:07:14
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
應用化工(2014年10期)2014-08-16 13:11:29