光固化3D打印成型工藝參數(shù)對(duì)樣條性能的影響
2022-07-04 04:02:08盧依婷杜鑫段悅李松黃宇剛
現(xiàn)代塑料加工應(yīng)用 2022年3期
關(guān)鍵詞:方向
盧依婷 杜鑫 段悅 李松 黃宇剛,2*
(1.湖南工業(yè)大學(xué)包裝與材料工程學(xué)院,湖南 株洲,412007;2.先進(jìn)包裝材料研發(fā)技術(shù)國(guó)家地方聯(lián)合工程研究中心,湖南 株洲,412007)
立體平版印刷(SLA)打印技術(shù)是以光敏樹(shù)脂為原料,通過(guò)微機(jī)控制,經(jīng)紫外光照射,液體光敏樹(shù)脂逐層疊加固化成型,最終制造出模型制件[1]。利用SLA打印技術(shù)制作一些成型困難、結(jié)構(gòu)復(fù)雜的精密制件時(shí),不同的打印工藝參數(shù)對(duì)制件的性能影響不同[2]。
Zhang Z C等[3]研究了SLA打印技術(shù)在不同打印層厚下制件的尺寸精度,發(fā)現(xiàn)制件尺寸精度隨著層厚的減小而增加。Kaze mi M等[4]通過(guò)光固化3D打印層厚、打印方向和固化后時(shí)間參數(shù)建立了拉伸強(qiáng)度經(jīng)驗(yàn)方程,使用回歸分析法以有效參數(shù)的形式對(duì)工藝過(guò)程進(jìn)行優(yōu)化,使拉伸強(qiáng)度最大化。以下通過(guò)對(duì)SLA成型工藝探索,研究影響樣條性能的打印工藝參數(shù),為打印高質(zhì)量SLA成型制品提供參考。
1 試驗(yàn)部分
1.1 主要原料與儀器設(shè)備
光敏樹(shù)脂,JS-UV-2015-T,深圳市金石三維打印科技有限公司;無(wú)水乙醇,分析純,天津市致遠(yuǎn)化學(xué)試劑有限公司。
3D打印機(jī),JS6000-H,深圳市金石三維打印科技有限公司;萬(wàn)能試驗(yàn)機(jī),CMT-6104,深圳三思檢測(cè)技術(shù)有限公司;游標(biāo)卡尺,LT-MT518,勒塔實(shí)業(yè)(上海)有限公司。
1.2 打印樣條
標(biāo)準(zhǔn)樣條的設(shè)計(jì)尺寸:長(zhǎng)度150.00 mm,寬度10.00 mm,厚度4.00 mm。參數(shù)設(shè)置:流平時(shí)間3 s,掃描線距0.08 mm,支撐、填充和輪廓的掃描速度分別為3 000,5 000,4 000 mm/s,固化深度0.24 mm,刮平速度55 mm/s。
不同打印方向下的樣條示意如圖1所示。樣條用3D打印機(jī)分3個(gè)方向打印:方向1是將樣條水平放置打印平臺(tái)上,樹(shù)脂逐層疊加累積為樣條的厚度;方向2是將樣條側(cè)向放置打印平臺(tái)上,樹(shù)脂逐層疊加累積為樣條的寬度;方向3是將樣條垂直放置打印平臺(tái)上,樹(shù)脂逐層疊加累積為樣條的長(zhǎng)度。打印層厚設(shè)置為0.05~0.20 mm。
1.3 分析與測(cè)試
制件成型的缺陷及誤差分析:觀察成型制件的外觀透明度差異,分析原因;使用游標(biāo)卡尺測(cè)量制件的尺寸,記錄制件設(shè)計(jì)尺寸與成品尺寸的誤差,并對(duì)誤差進(jìn)行分析。
拉伸強(qiáng)度按照GB/T 1040.3—2006測(cè)試。
2 結(jié)果與討論
2.1 打印層厚對(duì)樣條拉伸強(qiáng)度影響
圖2是不同層厚樣條的拉伸強(qiáng)度。由圖2可知,隨著打印層厚增加,樣條的拉伸強(qiáng)度呈下降趨勢(shì)。打印相同方向的樣條:層厚最小(0.05 mm)時(shí),樣條的拉伸強(qiáng)度最大;層厚最大(0.20 mm)時(shí),樣條的拉伸強(qiáng)度最小。原因是樹(shù)脂的固化分為層內(nèi)固化和層間固化,打印層內(nèi)主要是由紫外光的中心固化斑點(diǎn)固化樹(shù)脂而成,打印層間主要是由激光輻射固化樹(shù)脂累積而成。因此,層厚越小,打印層內(nèi)固化樹(shù)脂所占含量越多,中心照射光斑的數(shù)量越多,所體現(xiàn)出的力學(xué)性能較好;層厚越大,打印層間累積的固化樹(shù)脂所占含量越多,輻射光斑數(shù)量越多,所體現(xiàn)出的力學(xué)性能較差。
2.2 打印方向?qū)訔l拉伸強(qiáng)度影響
不同層厚下,比較不同打印方向樣條的拉伸強(qiáng)度,如表1所示。
由表1和圖2可知,在相同層厚下,打印方向1、方向2的樣條拉伸強(qiáng)度均大于打印方向3。打印方向1、方向2的樣條拉伸強(qiáng)度與打印方向3的樣條拉伸強(qiáng)度差先減小后增大,且以層厚0.14 mm為分界點(diǎn),此時(shí)打印方向1、方向2的樣條拉伸強(qiáng)度比打印方向3分別大0.8,3.6 MPa;層厚為0.20 mm時(shí),打印方向1、方向2的樣條拉伸強(qiáng)度比打印方向3分別大7.3,9.3 MPa。因?yàn)榇蛴》较?的樹(shù)脂逐層疊加累積方向與拉伸方向的夾角為0°或180°,在拉伸過(guò)程中樣條受力部分主要為打印層間的結(jié)合處,打印層自身無(wú)法提供力,所以拉伸強(qiáng)度受限。而打印方向1、方向2的樹(shù)脂逐層疊加累積方向與拉伸方向成90°夾角,在拉伸過(guò)程中樣條受力部分主要為打印層,因此打印層的固化程度對(duì)制件的拉伸性能有較大影響。
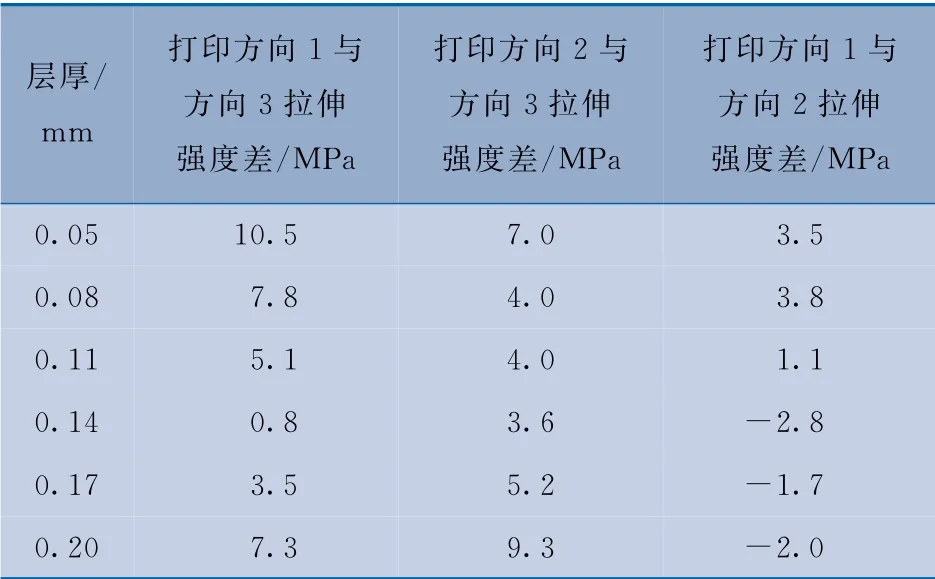
表1 不同打印方向下樣條的拉伸強(qiáng)度變化情況
由表1還可以看出,層厚為0.05,0.08,0.11 mm時(shí),打印方向1的樣條拉伸強(qiáng)度比打印方向2分別大3.5,3.8,1.1 MPa。拉伸強(qiáng)度有區(qū)別是因?yàn)?層厚較小時(shí),層數(shù)較多,打印層間紫外輻射區(qū)固化樹(shù)脂所占含量大,由于打印層間主要是輻射光斑固化成型,所以對(duì)打印方向1的拉伸強(qiáng)度影響比方向2小。另外,支撐頂端與樣條之間有0.10 mm左右可以嵌入,起到一定程度增強(qiáng)作用。打印方向1單位橫截面上支撐嵌入樣條的數(shù)量大于打印方向2,而且打印高度小于打印方向2,所以支撐頂端對(duì)打印方向1的影響大于打印方向2,進(jìn)而使打印方向1的樣條拉伸強(qiáng)度大于打印方向2。打印層厚越小,打印層數(shù)越多,支撐頂端嵌入樣條越牢固,對(duì)拉伸強(qiáng)度影響越明顯。因此,支撐頂端嵌入對(duì)打印層厚小且接觸面積大的樣條拉伸強(qiáng)度具有較大影響。層厚為0.14,0.17,0.20 mm時(shí),打印方向2的樣條拉伸強(qiáng)度比打印方向1分別大2.8,1.7,2.0 MPa。綜上所述,打印方向?qū)訔l拉伸強(qiáng)度有較大影響。
2.3 樣條尺寸分析
測(cè)量樣條在不同打印方向和不同層厚下的實(shí)際尺寸,如表2所示。根據(jù)實(shí)際尺寸計(jì)算不同打印方向下樣條寬度、厚度、長(zhǎng)度的尺寸偏差率,結(jié)果如圖3所示。
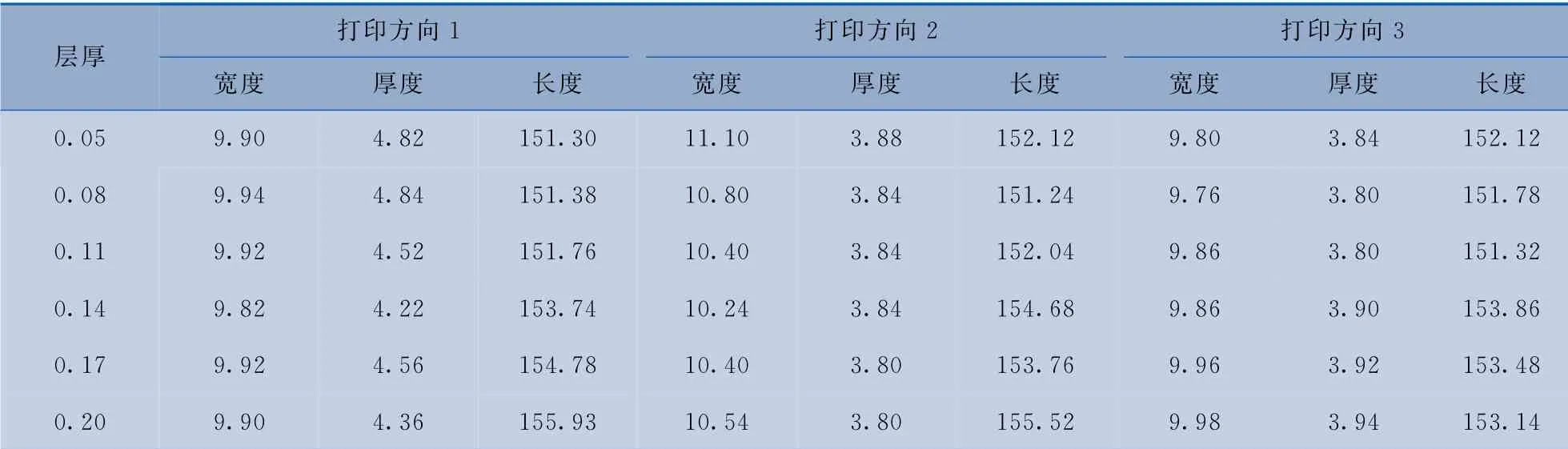
表2 不同打印方向和不同層厚下樣條的實(shí)際尺寸 mm
由表2和圖3(a)可知,打印方向1的樣條寬度打印尺寸均比設(shè)計(jì)尺寸要小(-1.80%~-0.60%),厚度打印尺寸均比設(shè)計(jì)尺寸要大(5.50%~21.00%),長(zhǎng)度打印尺寸均比設(shè)計(jì)尺寸要大(0.87%~3.95%)。
由表2和圖3(b)可知,打印方向2的樣條寬度打印尺寸均比設(shè)計(jì)尺寸要大(2.40%~11.00%),厚度打印尺寸均比設(shè)計(jì)尺寸要小(-5.00%~-3.00%),長(zhǎng)度打印尺寸均比設(shè)計(jì)尺寸要大(0.83%~3.68%)。
由表2和圖3(c)可知,打印方向3的樣條的寬度、厚度打印尺寸都比設(shè)計(jì)尺寸要小(-2.40%~-0.20%,-5.00%~-1.50%),長(zhǎng)度打印尺寸均比設(shè)計(jì)尺寸要大(0.88%~2.57%)。
樣條尺寸偏小的原因是光敏樹(shù)脂在液態(tài)下,經(jīng)過(guò)紫外光照射會(huì)產(chǎn)生交聯(lián)反應(yīng),使得光敏樹(shù)脂由液態(tài)轉(zhuǎn)變?yōu)楣虘B(tài),出現(xiàn)收縮現(xiàn)象。尺寸偏大的原因是不同方向的樣條平放在打印平臺(tái)上,與打印平臺(tái)接觸的截面由于支撐會(huì)有部分鑲嵌在樣條內(nèi)部,增加了樣條與打印平臺(tái)接觸面方向的尺寸。
2.4 樣條透明度分析
圖4是打印方向3的樣條(層厚0.20 mm)表面結(jié)構(gòu)示意。從圖4可以看出,樣條左側(cè)透明度好,右側(cè)透明度差且顏色發(fā)白。造成的原因如圖5所示。
樣條左側(cè)透明部分的長(zhǎng)度剛好與打印方向2樣條的寬度一致。在完成打印方向2的樣條之前,打印機(jī)同時(shí)打印2個(gè)或3個(gè)方向的樣條,此時(shí)刮刀沿Y軸運(yùn)動(dòng)的軌跡長(zhǎng),來(lái)回所需要的時(shí)間久。樹(shù)脂有足夠的流平時(shí)間,分布也更加均勻。
完成方向1和方向2的樣條打印后,打印方向3的樣條時(shí),刮刀僅在方向3樣條的周圍運(yùn)動(dòng),樹(shù)脂流平時(shí)間減少。在樹(shù)脂沒(méi)有充分流平時(shí),由于刮刀的運(yùn)動(dòng),層面上的樹(shù)脂被刮在打印面周圍,緊接著在激光的作用下樹(shù)脂開(kāi)始固化,所以打印方向3樣條右側(cè)的透明度差。
3 結(jié)論
a) 隨著打印層厚增加,樣條的拉伸強(qiáng)度下降。
b) 樣條的拉伸強(qiáng)度呈現(xiàn)顯著的各向異性,在相同層厚下,垂直方向放置的樣條拉伸承載能力小于水平放置和側(cè)向放置樣條的。
c) 樣條尺寸偏差與打印方向相關(guān)。
d) 打印樣條的外觀透明度與樹(shù)脂流平時(shí)間相關(guān)。流平時(shí)間充分,樹(shù)脂透明度較好;流平時(shí)間不足,樹(shù)脂透明度較差。
猜你喜歡
計(jì)算機(jī)應(yīng)用(2023年1期)2023-02-03 03:09:28
音樂(lè)天地(音樂(lè)創(chuàng)作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
數(shù)學(xué)小靈通(1-2年級(jí))(2021年3期)2021-04-13 01:01:58
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
數(shù)學(xué)小靈通·3-4年級(jí)(2017年11期)2017-11-29 01:35:50