一種大口徑薄壁不銹鋼風洞收縮段曲面加工方法
2022-07-04 12:08:18楊曉峰江水馬東平韓勇李多周榮田
制造技術與機床 2022年7期
楊曉峰 江水 馬東平 韓勇 李多 周榮田
(①中國空氣動力研究與發展中心高速所,四川 綿陽 621000;②中國兵器工業武漢重型機床集團有限公司,湖北 武漢 430000)
某大型特種風洞為國家重大基礎設施建設項目,是我國航空航天領域自主創新和跨越式發展不可或缺的設備,建設意義重大、影響深遠。收縮段是確保高速風洞流場品質的關鍵部段[1],其作用是均勻加速氣流,使其沿收縮段壁面曲線流動時,流速單調增加,在出口處達到試驗段需要的流速[2]。常規風洞的收縮段常采用碳鋼制造,大口徑收縮段常采用縱橫筋板定形,焊接薄壁蒙皮的方式制作,但是由于成形精度較低,對流場有一定的影響。某特種風洞由于特殊工況的需要,該入口7 m量級的大口徑薄壁收縮段采用不銹鋼材質,其外側筋板稀疏,壁薄剛度差,內型面精度要求較高,焊接后留余量較大,因變形局部余量不均等,整體加工量大,不銹鋼加工效率低,加工過程中也極易變形。為了確保高品質流場,需對內型面進行精加工以滿足型面精度要求,由于進度緊迫,需要提高加工效率,而這種不銹鋼大口徑薄壁高精度曲面加工在國內尚無可借鑒的經驗,研究探索新的加工工藝勢在必行。
1 結構特點及加工難點
1.1 結構特點
常規1 m量級以下高速風洞的收縮段采用分瓣成形然后拼焊的方式成形,圖1為某高速風洞的收縮段,該結構件采用8瓣成形,馬鞍形圓角段采用鍛件機加成形。此種收縮段采用碳鋼材質,口徑小且剛性強,焊接變形小,成形后再通過機加工可保證型面精度到0.5 mm以內,針對收縮段后段漸變圓角到出口位置已經接近于R0,利用R30、R12圓弧球頭銑刀分級加工漸變圓角,而R12到R0圓弧則通過人工超精細打磨完成。
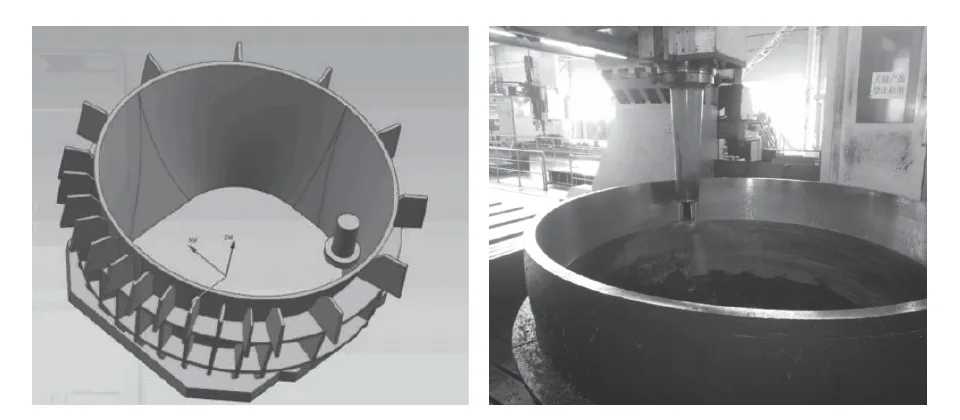
圖1 小口徑碳鋼收縮段制造
如圖2所示,該收縮段主體結構主要包括殼體、環筋和分段法蘭等,收縮段入口截面為帶大圓角矩形,尺寸為7 049 mm×3 057 mm,軸向長度為1 620 mm。收縮段材質為304L不銹鋼,凈重為8 t。收縮段自入口起軸向970 m內殼體厚度為20 mm,之后500 mm內殼體厚度由20 mm漸變至40 mm,最后150 mm段殼體厚度為40 mm。主體外圍沿軸線方向設置3個環筋,高度約200 mm,板厚20 mm,環筋間距約為500 mm,內型面精度0.25 mm,粗糙度Ra 6.3 μm。
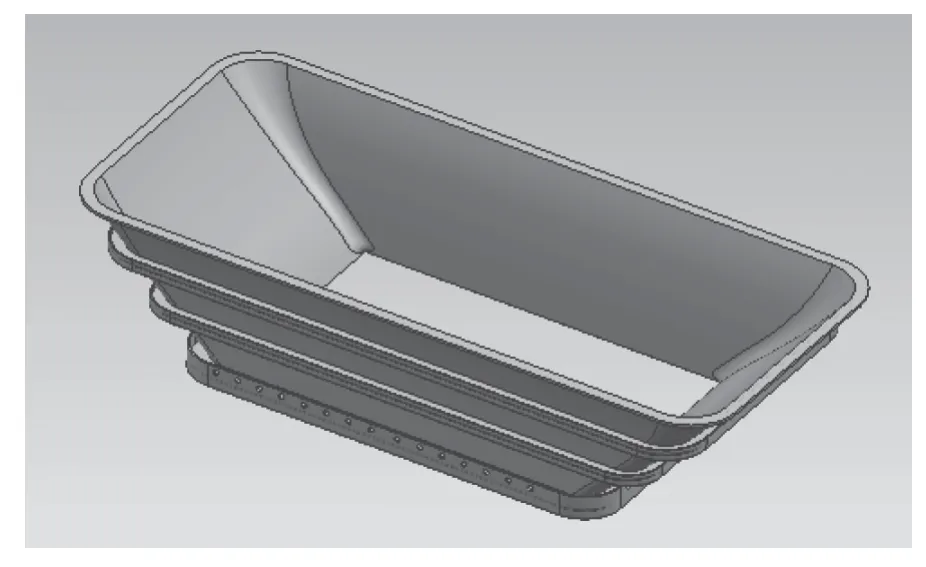
圖2 收縮段三維示意圖
1.2 加工難點
該收縮段為不銹鋼大口徑薄壁曲面,壁厚漸變,靠近大頭端最薄處僅20 mm,只有環筋沒有縱筋,整體剛度弱,加工精度要求高,其加工難點如下:
(1)對于收縮段結構剛性差薄壁件來說,最大的難點在于零件變形問題,型面精度難以保證。而解決零件變形主要在于解決3點問題:一是應力釋放,二是裝夾,三是切削力[3]。
(2)內型面加工精度在0.25 mm公差范圍內,且加工面積大,對7 m量級的大口徑型面加工精度保證難度大,加工周期長。
(3)收縮段經過模壓拼焊成形,焊接變形導致加工余量分配不均勻,難以保證加工后的最小壁厚。
(4)奧氏體不銹鋼在切削過程中塑性變形大,導致切削力增大[4],在加工過程中,容易產生表面硬化,加速刀具磨損。由于切削力大,產生的切削熱高,易產生熱變形。
2 工藝分析
該收縮段最關鍵處為內型面的加工,針對內型面的加工有如下兩種加工方法。
(1)兩軸分層排刀加工法
加工內型型面時,工件大端向上,采取從上到下,機床主軸垂直法蘭面,利用方肩銑刀或球頭銑刀分層排刀進行加工,加工刀路如圖3所示。此種加工方式廣泛應用于常規三軸機床針對曲面的加工。此種加工方法雖能滿足加工要求,但是加工效率極低、周期長以及成本高,尤其是針對大型曲面的加工。
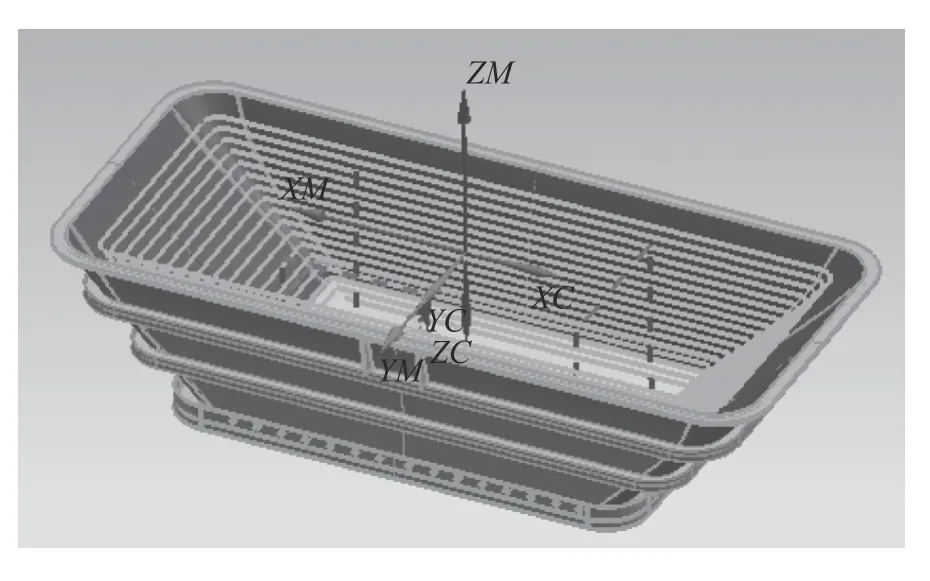
圖3 排刀加工刀路示意圖
(2)五軸分區域加工法
如圖4深色區域所示,內型面曲面特征為,4個大面X、Y向母線是直線,Z向是曲線,只有4個圓角縱橫向均為曲線。根據這一特征,將整個收縮段曲面分為4個大曲面(區域1和區域2)和4個圓弧角曲面(區域3)。針對區域1和區域2,加工時,采用萬能角銑頭,通過刀軸垂直于曲面的方式加工去量,大幅提升加工效率。針對區域3,采用常規排刀方式進行加工去量,保證與已加工的4處大面接平。加工過程中,4個大曲面交替進行加工,以減少加工變形,保證零件精度。加工刀路如圖4所示。近年來,復雜曲面零件的加工技術由于多軸聯動數控加工中心的應用取得了突破。此種加工方式主要適用于五軸機床針對曲面的高效加工。另外,此種加工方式為逐步去量式加工,可以有效減小因加工過程中零件變形對工件加工精度產生的影響。
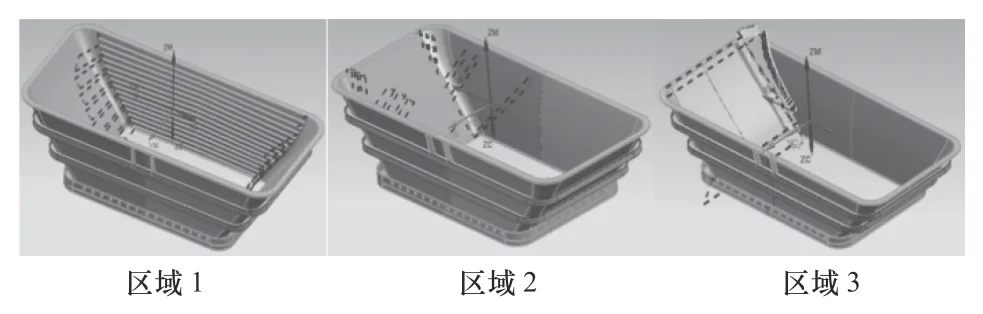
圖4 分區域加工刀路示意圖
經模擬計算內型面加工周期,粗加工采用兩軸分層排刀加工時間約為36天,五軸分區域加工時間為14天,效率提升了61 %,兩種加工方法(半)精加工時間分別是60天和21天,效率提高了65 %,可以看出五軸分區域加工法相比兩軸分層排刀加工法極大地提升了工效。
綜合考慮收縮段型面精度要求、尺寸范圍以及加工方案,選用五軸龍門加工中心,采用五軸分區域加工法,可以實現對大型復雜曲面的高效、高精度加工要求。
3 工藝實踐與結果
3.1 檢測實體余量,建立機加基準
大口徑薄壁收縮段采用模壓拼焊成形,焊接變形導致加工余量分布不均勻,需要對工件精確找正,對各加工部位進行余量檢測以便建立基準。
收縮段小端向下,大端面向上,底部用調整墊鐵墊實,按成形工序時刻線基準找正工件,并在大頭法蘭反面作輔助支撐,定表卡壓。以上端面最高點為基準往下偏置10 mm作為Z0起點(毛坯余量10 mm),大頭法蘭外圍所刻十字中心線為X、Y零點,臨床通過編程刀檢的方式,分8個截面檢測加工余量,余量檢測數據見表1。從檢測的加工余量數據分析,焊接導致入口和出口變形較大,加工余量偏少,但均能滿足最小壁厚要求。
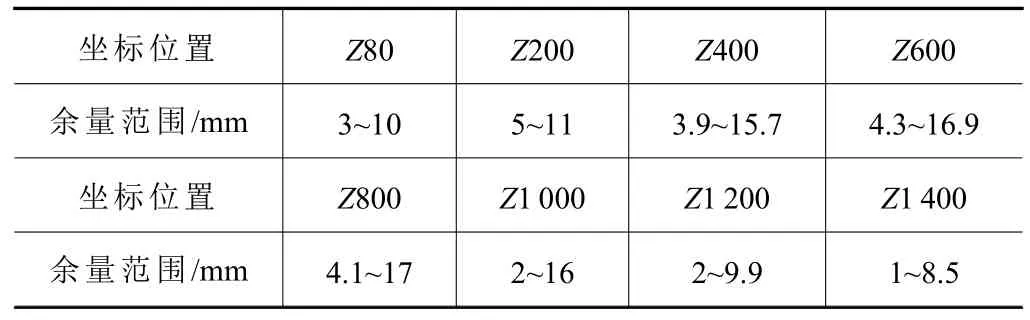
表1 加工余量檢測數據
3.2 確定工序流程,優化工藝參數
加工流程的確定從保證質量和提升效率兩方面進行綜合考慮,加工流程為:余量檢測→粗銑→半精銑→精銑→型面檢測。即按照粗銑、半精銑、精銑的加工順序,使用五軸龍門加工中心的萬能角銑頭,分區域交替對稱加工,確保有一定的加工應力釋放時間。
為提高加工效率,在內型面整個加工過程中全程采用高效的快銑刀盤,并使用不銹鋼專用涂層刀片。粗銑和半精銑采用MFH-063R-10-5T-27M型高進給刀盤、SOMT 140520ER-GM型CVD涂層硬質合金刀片,如圖5所示;精銑采用R390-063Q22-18M型方肩面銑刀盤、R390-063Q22-18M型PCD涂層硬質合金刀片,如圖6所示。通過不銹鋼切削工藝試驗對比,MFH-063R-10-5T-27M型刀片平均使用壽命約60 min,R390-063Q22-18M型約120 min,比普通硬質合金刀片使用壽命提高了約1.5~2倍,切削效率提高了約2~3倍。粗加工時,為了保證刀刃有較好的強度,刀具前角γ0=10°,后角α0=8°;精加工時,為了使刃口鋒利,提高加工質量,刀具前角γ0=15°,后角α0=12°。在銑削加工過程中持續加注不銹鋼專用切削液,降低切削熱,減少摩擦,延長刀具使用壽命,同時也防止工件切削產生的熱變形。
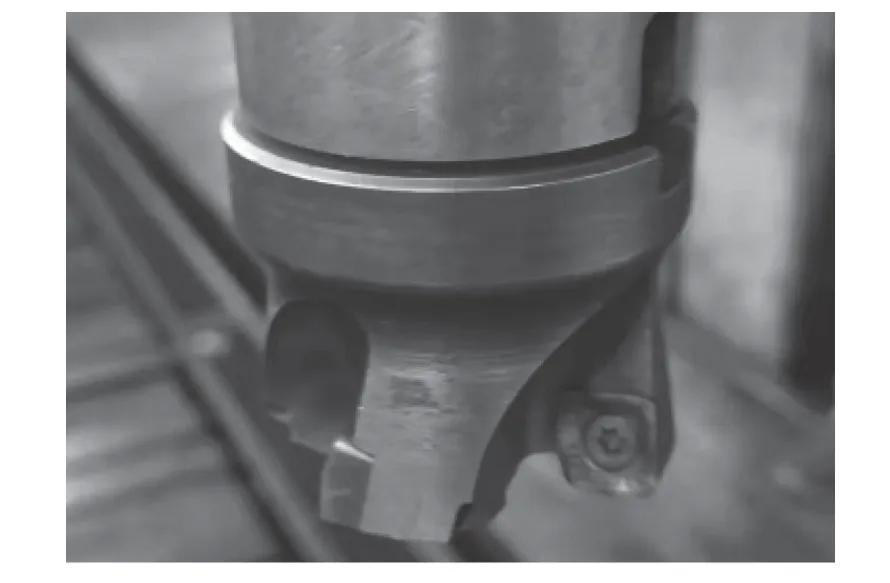
圖5 高進給刀盤

圖6 方肩面銑刀盤
(1)粗銑主要是去除大部分的余量,使型面在形狀和尺寸上大致接近成品狀態,粗銑工序中考慮的最主要的問題是提高加工效率。由于使用了大的進給量和背吃刀量,切削力較大,在加工過程中需嚴格監控零件變形及余量情況,并優化切削用量,減小切削應力,切削參數見表2。

表2 粗銑切削參數
(2)半精銑是在粗銑的基礎上進一步去除余量,這個階段主要是考慮加工精度問題,使內型面基本達到加工精度要求,并預留0.1 mm的精銑余量,切削參數見表3。

表3 半精銑切削參數
(3)精銑是為了使內型面精度、技術要求和表面質量均達到圖紙要求(見圖7),這個階段主要是持續減小切削應力,提高加工精度和表面質量問題,保證曲面和圓弧角接平,切削參數見表4。

圖7 精銑加工

表4 精銑切削參數
3.3 并用雙檢測手段,確保檢測結果可信
變形測量結果的可信度是變形控制的依據。在加工過程中特別在工序轉換過程中,變形測量很重要,是采取下一步手段的依據。變形測量一是通過機床在線打表與理論值比對,另一個是獨立于機床之外的樣板測量法。在風洞收縮段成型中,常采用樣板間隙法檢測型面加工精度,通過靠樣板,檢測樣板與工件之間的間隙來確定曲面加工精度(見圖8)。該收縮段的型面結果以樣板結果為最終驗收結果。采用高精度樣板,從上端Z0起點向下每隔80 mm,軸向均勻選取16個截面,共檢測352個點,檢測過程見圖8。從檢測數據分析(見圖9),型面精度從入口到出口大致呈反拋物線趨勢,中間部分精度最好,除了在Z0和Z80截面有個別點超差,其余點均在公差范圍內,型面加工滿足精度要求。
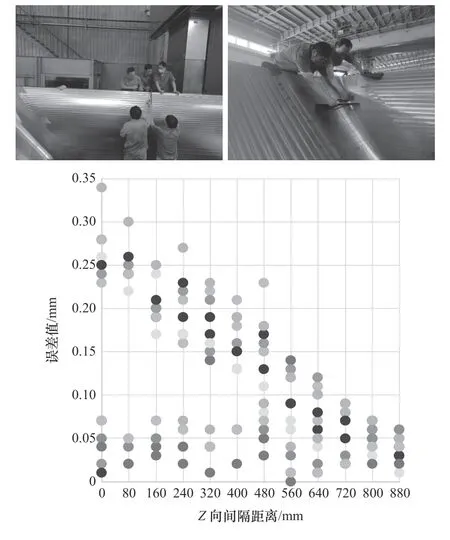
圖8 樣板檢測型面
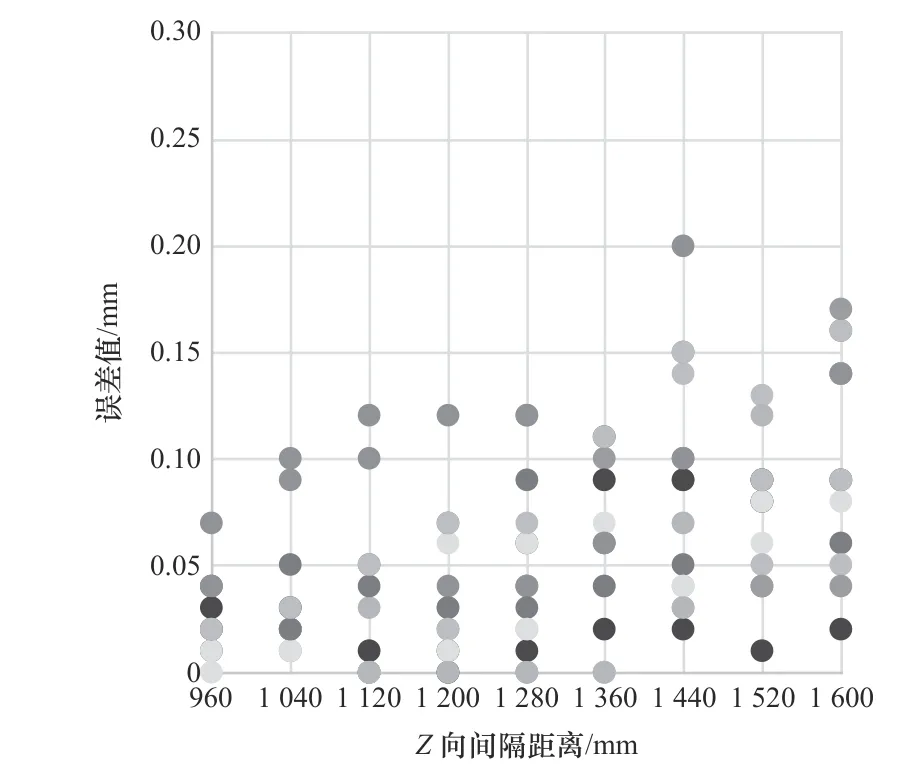
圖9 檢測數據分析
4 結語
高速風洞收縮段是影響風洞流場的重要部段,對航空航天飛行器地面測試結果有較大影響,高精度的型面對提升流場品質有著重要的意義。通過開展不銹鋼大口徑薄壁復雜曲面加工工藝研究,精確檢測加工余量,采用分區域法向切削方法,充分發揮五軸數控機床和萬能角銑頭的優勢,成功解決了不銹鋼大口徑薄壁復雜曲面加工的難題,為薄壁復雜曲面精加工提供了工程實踐經驗。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年1期)2019-03-30 01:35:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
