某溜背汽車尾門內板的沖壓工藝及模具結構設計
2022-07-05 09:47:40羅相尉孫大智李麗坤
時代汽車 2022年13期
羅相尉 孫大智 李麗坤
上汽通用五菱汽車股份有限公司 廣西柳州市 545007
隨著汽車的普及,消費者不僅對汽車性能的要求提高,對汽車外觀造型風格的要求也越來越多樣化。汽車尾門傳統分為三廂車的尾門和兩廂車的尾門。近年來出現了溜背門的設計。零件的高低起伏比傳統設計大,成形難度大。本文介紹了一種實現溜背尾門內板的沖壓工藝及模具結構設計。
在早期,由于汽車覆蓋件鈑金形狀復雜,主機廠采用雙動壓力機,雙動壓力機有內外兩個滑塊,內滑塊提供拉延成型力,外滑塊提供壓邊力。隨著國內汽車產業的發展,產品設計水平、沖壓工藝設計水平、壓力機性能得到提升,主機廠多采用單動多連桿配氣墊的壓力機結構,這種壓力機結構相對簡單,同時還可以降低模具結構設計的復雜性。
汽車外覆蓋件鈑金的拉延方式主要有兩種:單動拉延和雙動拉延,當前通常采用單動拉延成形。
單動拉延的模具結構,模具分為下模,壓邊圈以及上模三部分。下模固定在壓力機的下工作臺上;壓邊圈位于下工作臺上;上模固定在壓力機的上工作臺上。這種模具結構簡單,模具成本低。單動拉延的優點有:模具結構簡單,成本低。缺點有:拉延深度有限。
傳統的雙動拉延的模具應用在雙動壓力機上,其中上模安裝在上工作臺的內滑塊上,壓邊圈安裝在上工作臺的外滑塊上,下模固定在下工作臺上。壓力機運動時,外滑塊帶動壓邊圈首先下壓,然后內滑塊帶動上模下壓,直至拉延到底。雙動拉延的優點有:可以實現大的拉延深度。缺點有:模具結構復雜,成本高。
某車型尾門內板在汽車坐標系的整體狀態如圖1,零件整體傾斜大,呈弧形。按照傳統的單動拉延的沖壓工藝,零件在沖壓坐標系的狀態如圖2,零件的沖壓工藝存在以下難點。

圖1 零件在汽車坐標系的狀態

圖2 傳統拉延工藝零件的狀態
問題1:在零件窗框左右側,有沖孔,沖孔廢料滑落困難;
問題2:在零件窗框下部,有一處突兀的特征,拉延成形困難;
問題3:在零件與尾燈匹配處,有一處突兀的特征,拉延成形困難;
問題4:零件最高點與最低點落差達250mm 左右,拉延成形困難。
沖壓工藝采用反拉延的方式,如圖3,即沖壓方向與傳統沖壓工藝相比旋轉180 度。

圖3 反拉延工藝零件的狀態
采用此工藝,對于難點問題1,沖孔采用側沖孔,沖孔廢料滑落沒有問題。
同時做了以下的工藝調整,使得問題2、問題3 以及問題4 得以解決:
對于難點問題2,在窗框下部增加整形,解決拉延成形困難的問題,如圖4。雖然整形量多達55mm,但是采用切邊后整形的方式,CAE 分析開裂風險控制在安全范圍內,如圖5。

圖4 窗框下部整形

圖5 窗框下部整形后CAE分析結果
對于難點問題3,在零件與尾燈匹配處增加整形,解決拉延成型困難的問題,見圖6。CAE 分析開裂風險控制在安全范圍內,見圖7。

圖6 窗框下部整形

圖7 窗框下部整形后CAE分析結果
對于難點問題4,零件壓料面盡量隨形,并且將壓料面抬高,使得壓邊面高于零件在沖壓方向下的最低點。從而最大程度地降低了零件的拉延深度和壓邊圈行程。采用這種方式,壓邊圈行程降低到了105mm。
但是由于壓料面高于零件最低點,導致出現在上模與壓邊圈閉合前,上模先觸料的問題,從而導致板料竄動、變形、起皺的問題,見圖8。為了解決這個問題,需要在上模最低點與板料接觸前,將板料周圈拉緊,避免上模最低點自由觸料。

圖8 單動拉延上模先觸料導致板料流動不受控
模具調試和生產的壓力機是單動壓力機,通常沖壓拉延模具分為三個部分:上模、下模以及壓邊圈,壓邊圈在下模,上滑塊沒有壓料力的壓力源,上模沒有壓料機構。為了解決這些問題,通過雙動模具結構來實現雙動壓力機的效果。模具結構分為下模、下壓邊圈、上模以及上壓邊圈四部分。由于壓力機是單動壓力機,所以雙動拉延模具的上壓邊圈的動力源不是壓力機,而是需要模具內部氮氣彈簧來提供。具體結構為:下模固定在壓力機的下工作臺;下壓邊圈位于下工作臺,壓力源為壓力機氣墊壓力;上模固定在壓力機的上工作臺;上壓邊圈安裝在上模上,壓力源為氮氣彈簧。
如圖9,采用雙動拉延,即在上模增加一個上模壓邊圈。從而實現在上模與下模壓邊圈閉合前,上模壓邊圈與下模壓邊圈閉合,拉緊板料,然后上模繼續下壓,直至拉延到底。CAE 分析顯示上模壓邊圈與下模壓邊圈閉合時,板料狀態良好,如圖10。上模繼續下壓,拉延開始時,板料狀態良好,如圖11。CAE分析拉延到底,零件的成形狀態良好,如圖12。CAE 分析全工序分析零件狀態良好,如圖13。實際拉延零件狀態良好,如圖14。
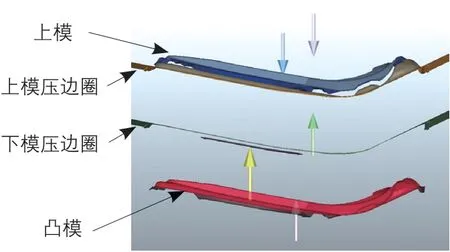
圖9 CAE分析中雙動拉延工具體

圖10 CAE分析上模壓邊圈與下模壓邊圈閉合時板料狀態

圖11 CAE分析拉延開始時板料狀態

圖12 CAE分析拉延到底時零件成形狀態

圖13 CAE分析全工序零件成形狀態

圖14 實際拉延零件成形狀態
采用雙動拉延的模具結構,下模與下模壓邊圈如圖15,上模和上模壓邊圈如圖16。與傳統拉延模具相比,增加了上模壓邊圈。由于采用的壓力機不是雙動壓力機,無法提供上模壓邊圈的動力源,所以上模壓邊圈的動力源采用氮氣缸,如圖17。通過行程設計,實現上模壓邊圈與下模壓邊圈先閉合,壓緊板料,然后上模型面部分再接觸板料。
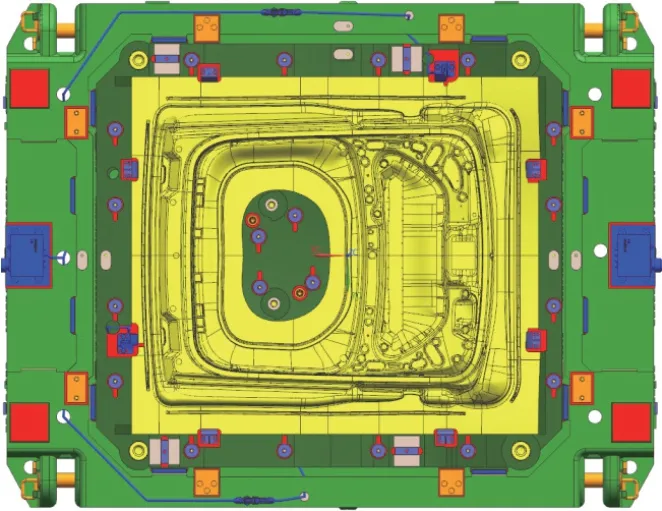
圖15 下模與下模壓邊圈模具結構圖

圖16 上模與上模壓邊圈模具結構圖

圖17 上模壓邊圈的氮氣缸動力源
綜合采用以上工藝和模具結構設計,實現了此溜背汽車尾門內板的制造。目前車型已經量產,滿足質量要求。這種工藝雖然模具結構復雜,但是對于深拉延零件的成形,以及內部特征比周圈特征深的零件成形有利,可以在單動壓力機上,實現上模型面部分接觸板料前將板料周圈壓緊,從而解決板料竄動以及起皺的問題,對實現復雜造型有推廣意義。
