TC4鈦合金自由鍛過程相變模擬與工藝分析
2022-07-10 08:06:24徐新生閆俊霞何雪明張皓曄
輕工機(jī)械 2022年3期
徐新生, 閆俊霞, 何雪明, 張皓曄
(1.江南大學(xué) 江蘇省食品先進(jìn)制造裝備技術(shù)重點(diǎn)實(shí)驗(yàn)室, 江蘇 無錫 214122;2.江南大學(xué) 機(jī)械工程學(xué)院, 江蘇 無錫 214122; 3.無錫宏達(dá)重工股份有限公司, 江蘇 無錫 214122)
TC4鈦合金(名義成分為Ti-6Al-4V)是一種α+β型2相合金,相變點(diǎn)以上主要是β相,相變點(diǎn)以下為α+β相。該合金由于具有良好的機(jī)械性能、熱強(qiáng)度和抗腐蝕性被廣泛應(yīng)用于航空、航海領(lǐng)域[1-2]。
鍛造是鈦合金構(gòu)件的主要加工方法之一,而鍛件的性能與其微觀組織演變密切相關(guān),因此研究鍛件成型過程中微觀組織的演變就顯得尤為重要[3]。到目前為止,國(guó)內(nèi)外學(xué)者對(duì)TC4合金的相變行為進(jìn)行了一系列的研究。權(quán)國(guó)輝等[4-5]構(gòu)建了TC4鈦合金大型模鍛件二梁的晶粒和相的時(shí)空演變模型,模擬仿真了整個(gè)工藝過程中微觀組織的演變歷程,為大型鈦合金零件的鍛造提供了參考。Luo等[6]提出了一種嵌入相變模型的三維有限元方法,預(yù)測(cè)了Ti-6Al-4V渦輪葉片熱鍛及后續(xù)空冷過程中的相變特性,最后通過實(shí)驗(yàn)驗(yàn)證了仿真結(jié)果的正確性。Bruschi等[7]382基于Avrami相變的數(shù)學(xué)理論模型,采用有限元法研究了TC4葉身截面熱鍛及其冷卻過程中各相的演變規(guī)律。Quan等[8]建立了基于多場(chǎng)耦合和多尺度耦合的有限元分析模型,對(duì)不同應(yīng)變速率和溫度下的壓縮進(jìn)行了模擬,并通過觀察微觀組織驗(yàn)證了有限元分析的正確性。
然而現(xiàn)階段國(guó)內(nèi)學(xué)者對(duì)鈦合金自由鍛過程中相演變規(guī)律的研究甚少,尤其在數(shù)值模擬方面,仍需展開進(jìn)一步研究。課題組基于Deform-3D軟件平臺(tái),建立了TC4合金的相變模型,對(duì)TC4鈦合金現(xiàn)有自由鍛工藝進(jìn)行有限元仿真,驗(yàn)證工藝的合理性并預(yù)測(cè)鈦合金鍛件溫度及各相的分布,以期為大型鈦合金零件的鍛造提供參考。
1 模型建立
1.1 材料參數(shù)
數(shù)值模擬中,材料參數(shù)的準(zhǔn)確性和完整性是決定仿真結(jié)果可靠性的關(guān)鍵因素之一[9]。TC4鈦合金的化學(xué)成分見表1,將其導(dǎo)入JmatPro材料性能模擬軟件計(jì)算得到其性能參數(shù),在Deform-3D中建立對(duì)應(yīng)的材料數(shù)據(jù)庫(kù),相關(guān)的熱物性參數(shù)如圖1所示。
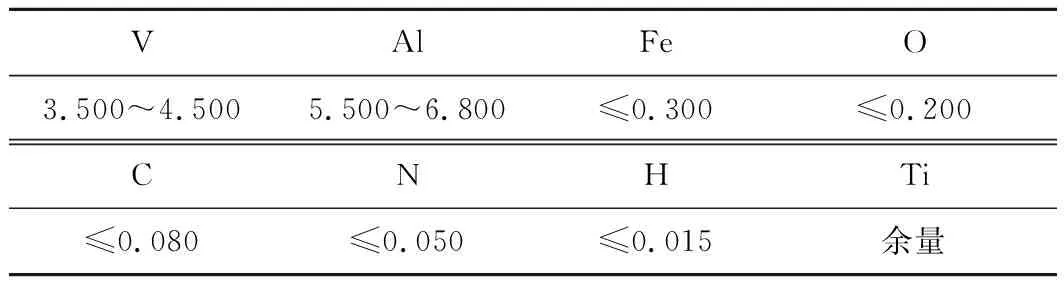
表1 TC4的化學(xué)成分
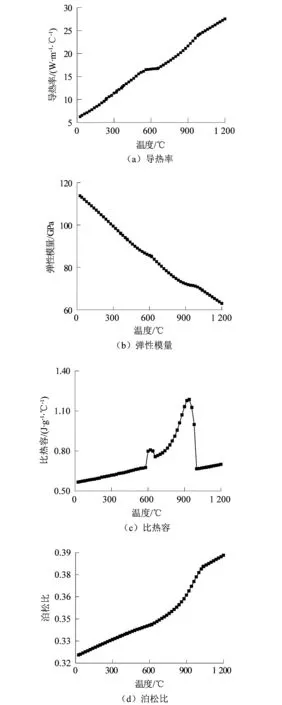
圖1 TC4的熱物性參數(shù)Figure 1 Thermophysical parameters of TC4
1.2 建立有限元模型
采用Deform-3D對(duì)自由鍛過程進(jìn)行數(shù)值模擬。利用UG三維軟件對(duì)模具和坯料進(jìn)行實(shí)體建模,有限元模型如圖2所示。采用剛粘塑性有限元法進(jìn)行數(shù)值模擬,將坯料定義為塑性體,模具定義為剛性體[10]123。其中,模具參與鍛造過程的換熱,具體模擬參數(shù)如表2所示。
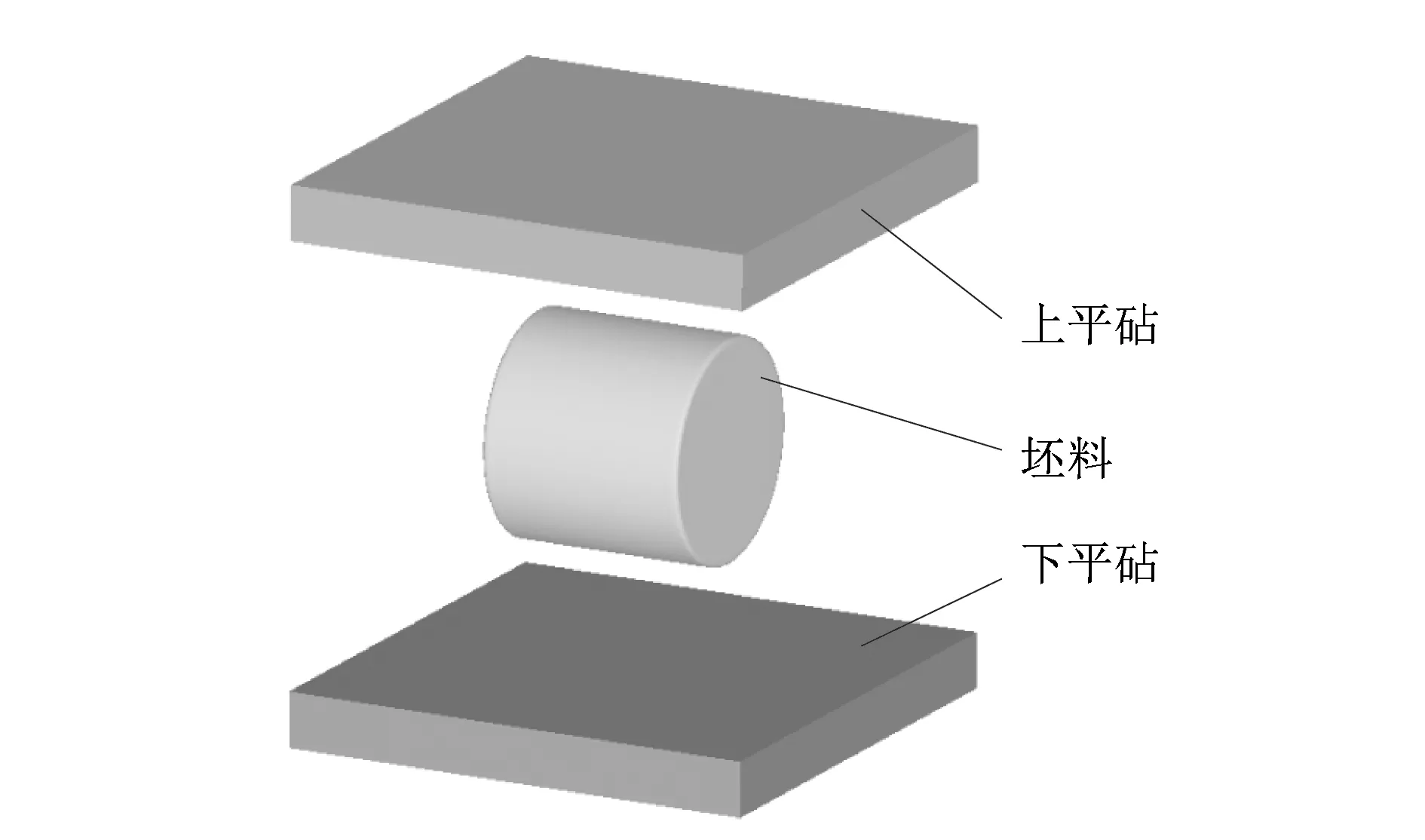
圖2 TC4鈦合金自由鍛有限元模型Figure 2 Finite element model of TC4 titanium alloy free forging
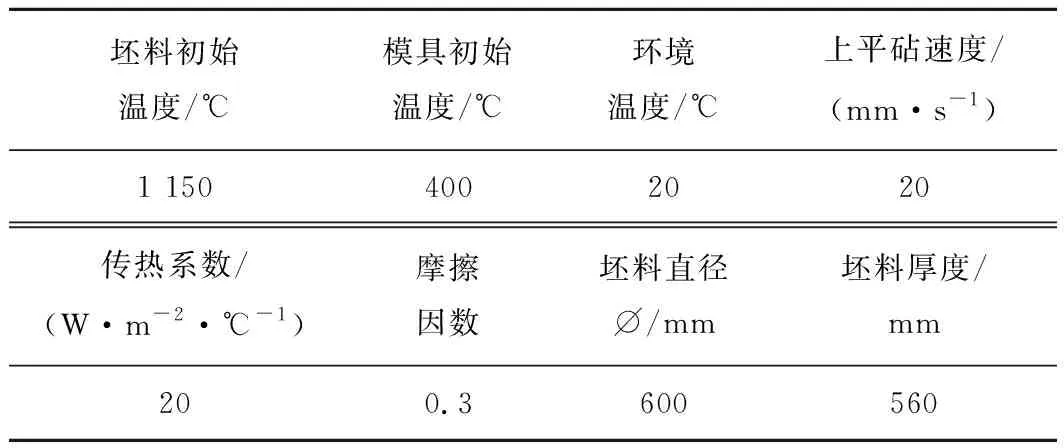
表2 模擬參數(shù)
1.3 建立相變模型
1.3.1 加熱階段相變模型
TC4鈦合金在室溫平衡狀態(tài)下的顯微組織由密排六方結(jié)構(gòu)的α相和體心立方結(jié)構(gòu)的β相構(gòu)成,加熱過程中α相會(huì)向β相轉(zhuǎn)變,采用簡(jiǎn)化Avrami模型計(jì)算α相向β相轉(zhuǎn)變的體積分?jǐn)?shù)[11]82。公式如下:
ξv=1-exp {A[(T-Ts)/(Te-Ts)]D}。
(1)
式中:ξv為α相轉(zhuǎn)變?yōu)棣孪嗟捏w積分?jǐn)?shù);Ts為相變起始溫度,取600 ℃;Te為相變結(jié)束溫度,取980 ℃;A和D為材料參數(shù),分別取-1.86和4.35。
根據(jù)JMatPro數(shù)據(jù)庫(kù)提供的實(shí)驗(yàn)曲線,Avrami數(shù)學(xué)模型數(shù)據(jù)與其對(duì)比結(jié)果如圖3所示,二者α相轉(zhuǎn)變體積分?jǐn)?shù)隨溫度變化的趨勢(shì)基本一致,驗(yàn)證了模擬結(jié)果的正確性,可以預(yù)測(cè)TC4合金微觀相變的演變趨勢(shì)[12]。
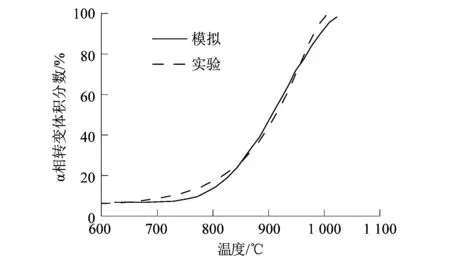
圖3 實(shí)驗(yàn)數(shù)據(jù)與Avrami數(shù)學(xué)模型數(shù)據(jù)對(duì)比Figure 3 Comparison between experimental data and Avrami simplified model data
1.3.2 冷卻階段相變模型
冷卻過程中,根據(jù)α相生成階段的不同,分為以下3種:初生α相、次生α相及時(shí)效α相,其中次生α相、時(shí)效α相和時(shí)效β相被稱為轉(zhuǎn)變?chǔ)陆M織即α+β相[13]。筆者結(jié)合TC4的TTT相變曲線(見圖4)和JMA模型實(shí)現(xiàn)了對(duì)β相到α+β相轉(zhuǎn)變的模擬[14]。相變的起始點(diǎn)和結(jié)束點(diǎn)由TTT曲線來控制,β相轉(zhuǎn)變的體積分?jǐn)?shù)由JMA模型計(jì)算。公式如下:
ξ=1-exp (-btn)。
(2)
式中:ξ為β相轉(zhuǎn)變?yōu)棣料嗟捏w積分?jǐn)?shù),b為TTT曲線計(jì)算的常數(shù),n取1.35。
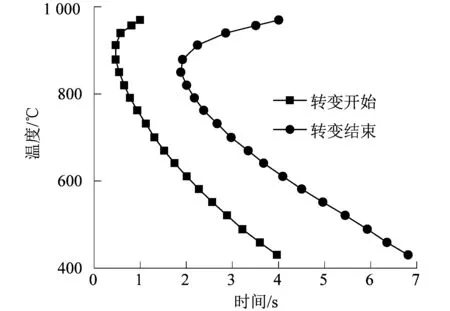
圖4 TC4鈦合金的TTT相變曲線Figure 4 TTT transformation curve of TC4 titanium alloy
1.4 確定工藝參數(shù)
TC4鈦合金自由鍛造工藝鍛前熱處理工藝如圖5所示。圖6所示為鐓拔工藝流程圖,坯料先進(jìn)行拔長(zhǎng),鐓粗前先進(jìn)行倒八方,主要為了防止出現(xiàn)應(yīng)力集中現(xiàn)象[16]。由于涉及多工序模擬,因此仿真過程中,工件的初始條件(幾何形狀、溫度場(chǎng)和相的分布)均由上一工序的計(jì)算結(jié)果導(dǎo)入,以確保模型的準(zhǔn)確性。
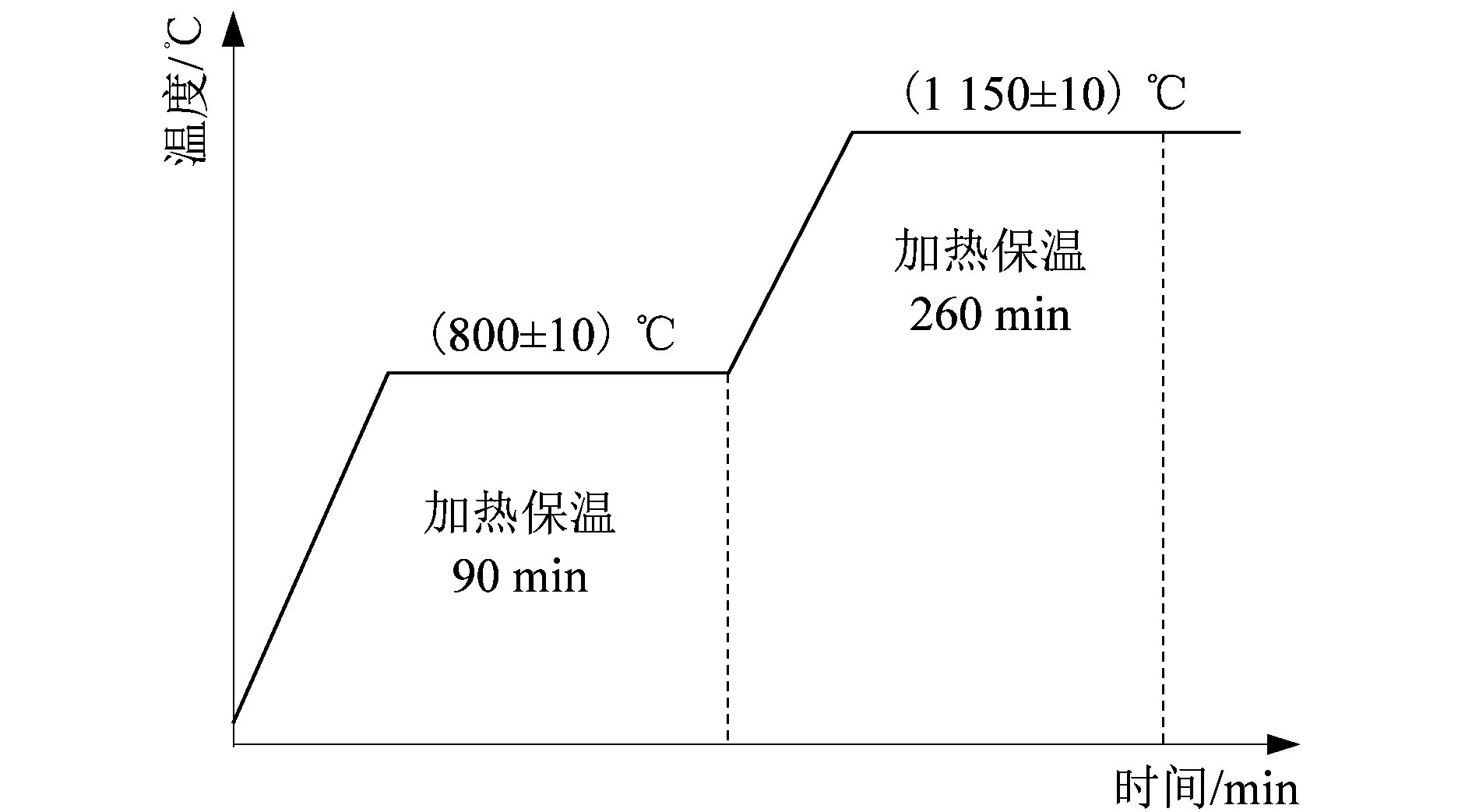
圖5 鍛前熱處理曲線Figure 5 Heat treatment curve before forging
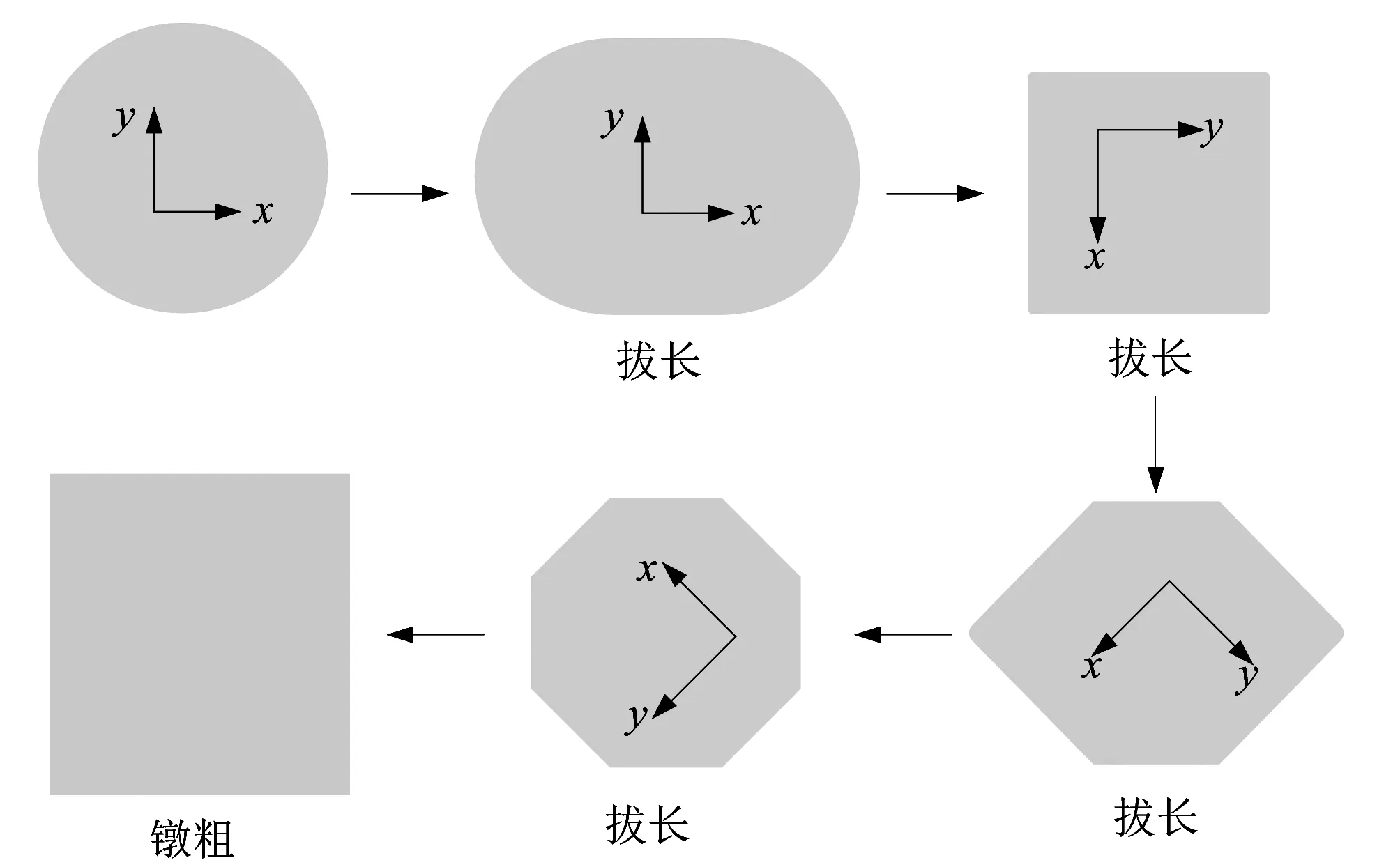
圖6 鐓拔工藝流程Figure 6 Upsetting and drawing process flow chart
2 模擬結(jié)果及分析
2.1 加熱過程分析
在坯料中心截面處選取P1,P2,P3,P4和P5作為追蹤點(diǎn),追蹤點(diǎn)分布如圖7所示,各點(diǎn)溫度和相隨時(shí)間的變化如圖8所示。可以看出,溫度在徑軸方向上呈現(xiàn)相同的變化趨勢(shì),均由表面向內(nèi)部逐漸轉(zhuǎn)移。α相在700 ℃左右開始向β相發(fā)生轉(zhuǎn)變,兩相在各點(diǎn)處的體積分?jǐn)?shù)呈現(xiàn)截然相反的演變趨勢(shì)。點(diǎn)P1和P5處于坯料表面,溫升最快,首先發(fā)生α相到β相的轉(zhuǎn)變。點(diǎn)P3處于坯料心部,規(guī)律與P1和P5相反。各點(diǎn)在溫度達(dá)到1 000 ℃左右時(shí),α相向β相的轉(zhuǎn)變率均達(dá)到100.0%。結(jié)果與理論相符[7]385。
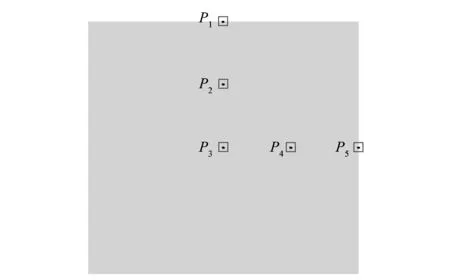
圖7 追蹤點(diǎn)分布Figure 7 Distribution of tracking points
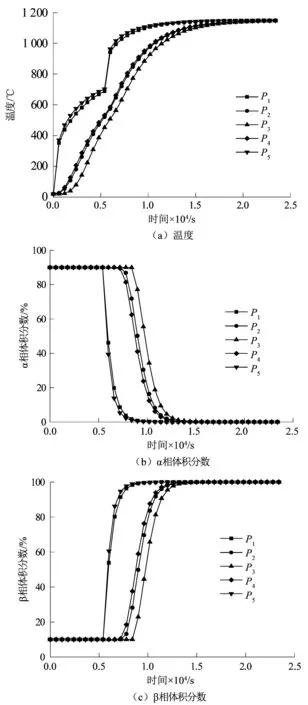
圖8 追蹤點(diǎn)處溫度和相體積分?jǐn)?shù)隨時(shí)間變化Figure 8 Variation of temperature and phase integral number at tracking points with time
2.2 鐓拔過程分析
2.2.1 工藝分析
現(xiàn)有工藝中,鍛件2平行邊距設(shè)為L(zhǎng),拔長(zhǎng)后L=380 mm,數(shù)值模擬顯示,坯料出現(xiàn)雙鼓形缺陷,由文獻(xiàn)[17]第130頁(yè)知高徑比是鐓粗工藝的主要影響因素之一。通過模擬研究將現(xiàn)有工藝L增加至410 mm后產(chǎn)生最佳效果,鍛件高徑比由2.9減小至2.5,對(duì)比效果如圖9所示,后續(xù)鐓粗時(shí)高徑比均為2.5。
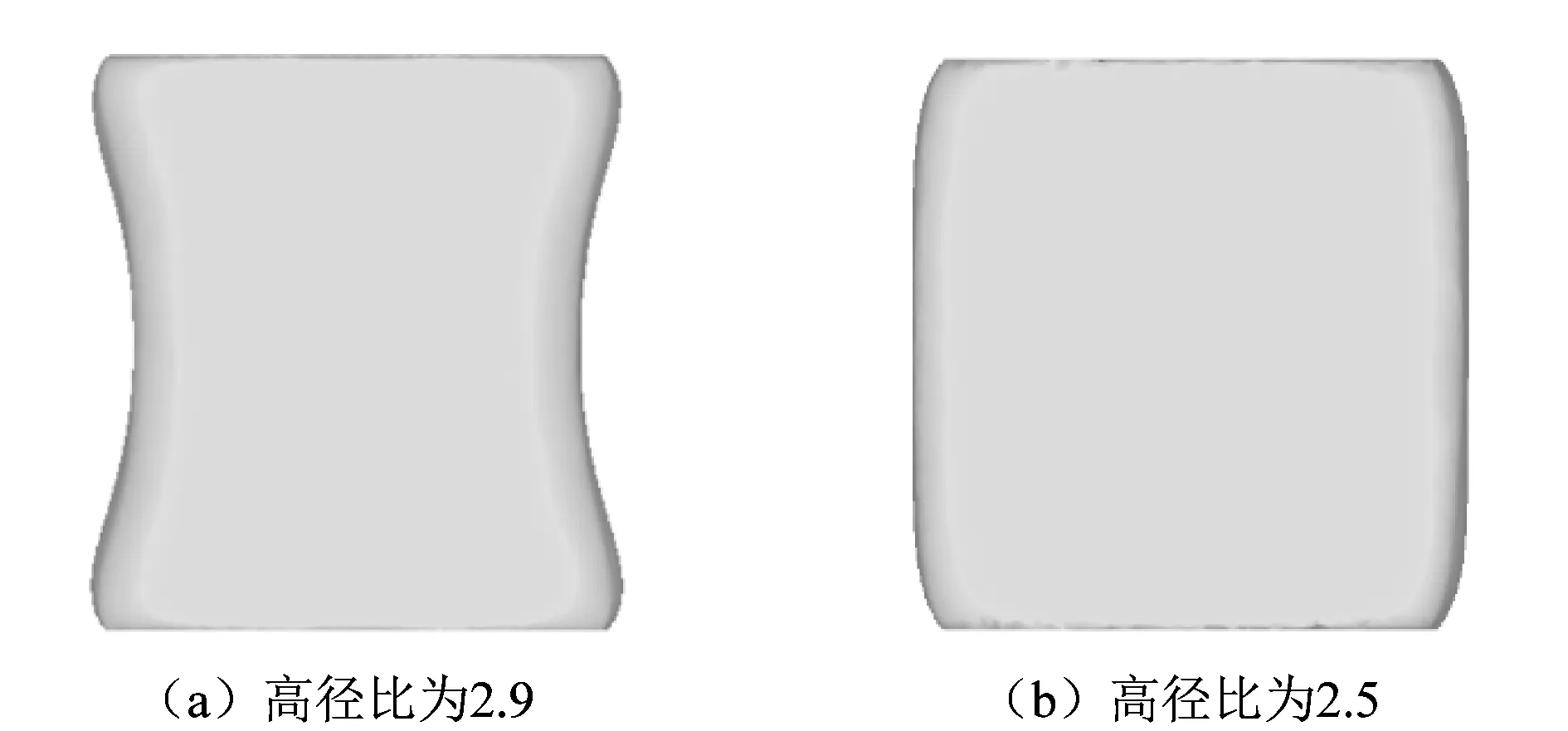
圖9 不同高徑比對(duì)比Figure 9 Comparison of different height diameter ratios
2.2.2 相變分析
圖10所示為鐓拔后坯料中心截面處溫度的分布云圖。可以看出,坯料中心溫度達(dá)到最高,比初始溫度1 150 ℃高出10~20 ℃,該結(jié)果主要是由于鐓拔過程中心區(qū)域的變形更劇烈,內(nèi)部熵增最大。同時(shí),由于模具與坯料間存在較大溫差,成形時(shí)接觸換熱迅速,使得接觸部位形成溫度驟降區(qū),區(qū)域內(nèi)溫度整體較低,第2次鐓粗后產(chǎn)生最低溫度值為702 ℃。雖然區(qū)域內(nèi)溫度較低,但受影響的坯料僅有表面很薄的一層,對(duì)整個(gè)成型過程的影響不大。
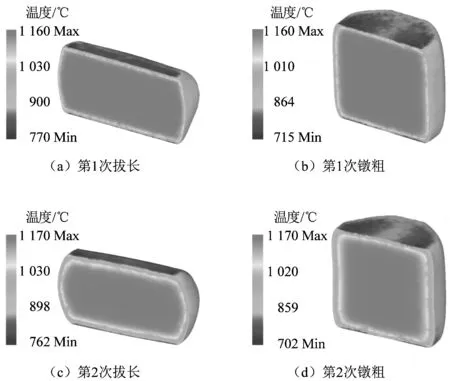
圖10 坯料中心截面處溫度云圖Figure 10 Temperature nephogram at central section of blank
圖11所示為鐓拔后坯料中心截面處β相的分布云圖。可以看出,鐓拔后坯料β相體積分?jǐn)?shù)在表面的分布幾乎為0,而且內(nèi)部的β相幾乎沒有向α+β相轉(zhuǎn)變。結(jié)合圖10溫度場(chǎng)分析可知,現(xiàn)象產(chǎn)生的主要原因是由于坯料和模具接觸處形成溫度驟降區(qū),區(qū)域內(nèi)溫度達(dá)到β/(α+β)相變點(diǎn)以下,使得高溫β相向(α+β)相轉(zhuǎn)變,而坯料內(nèi)部溫度均高于相變點(diǎn),并未發(fā)生轉(zhuǎn)變。
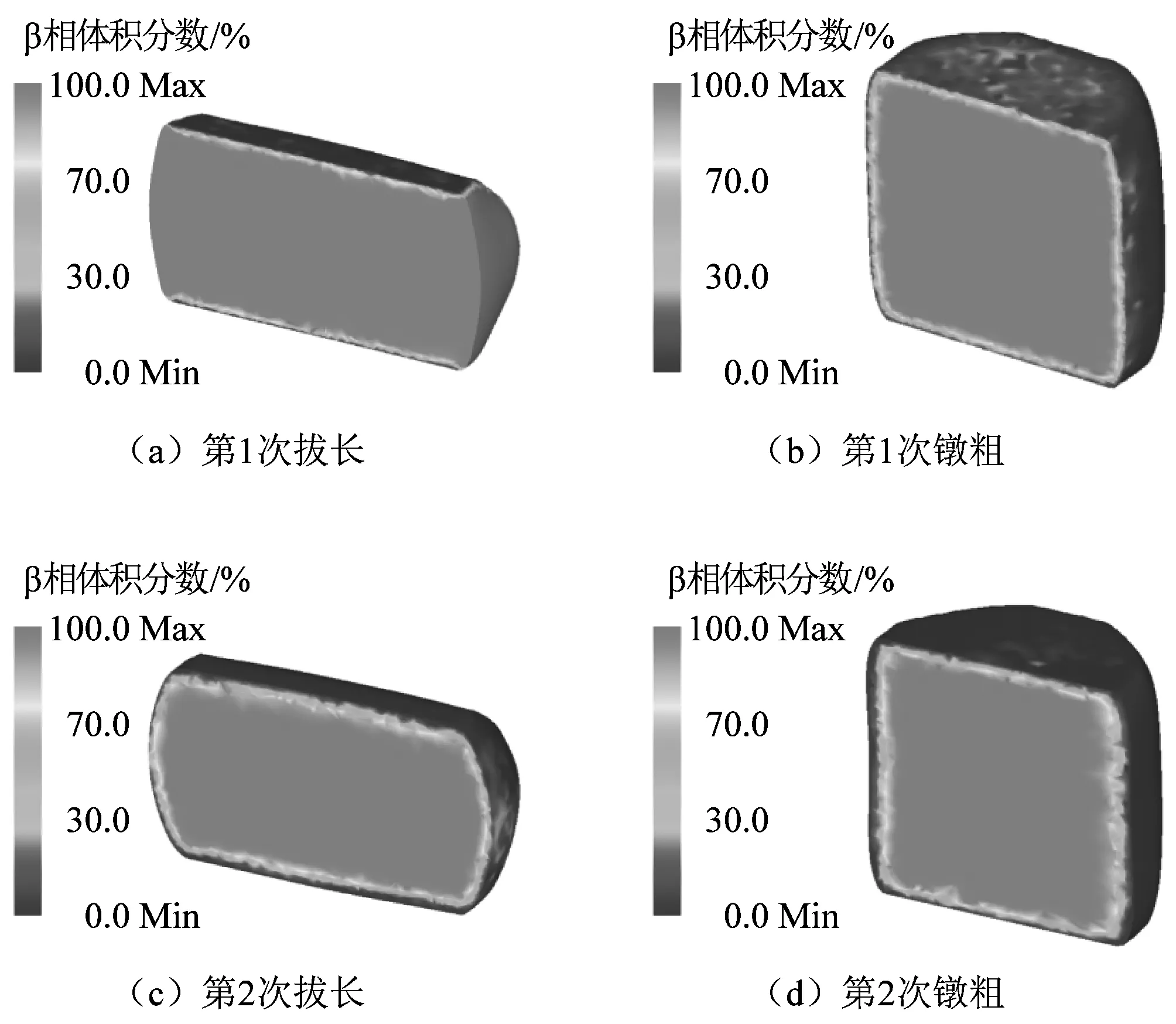
圖11 坯料中心截面處β相云圖Figure 11 β phase nephogram at central section of blank
圖12所示為鐓拔后坯料中心截面處α+β相的分布云圖。由圖可得,鐓拔后坯料的α+β相分布與圖11所示β相分布截然相反,在坯料表面α+β相的分布率幾乎為100.0%,其余部分則幾乎沒有發(fā)生轉(zhuǎn)變。
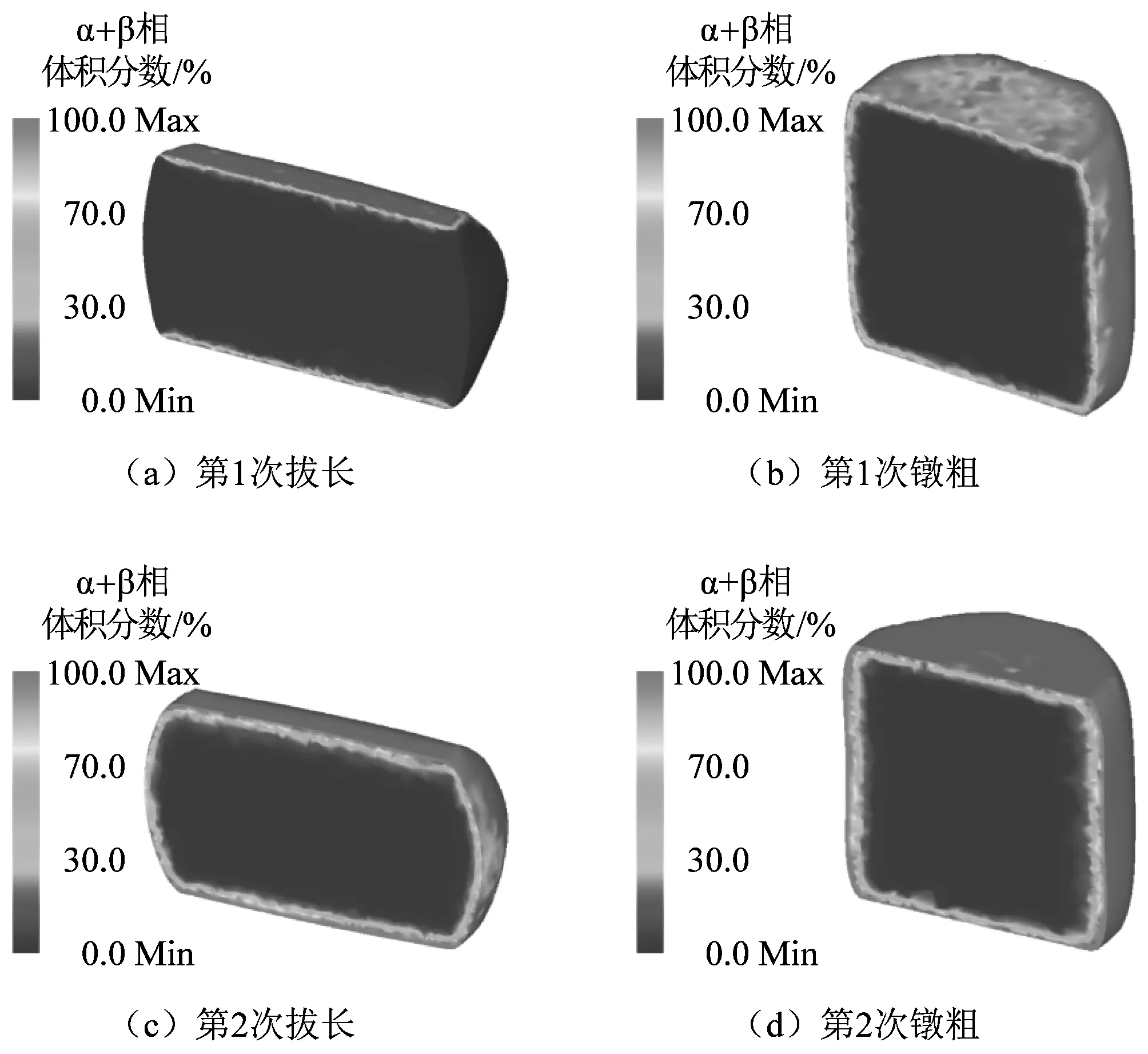
圖12 坯料中心截面處α+β相云圖Figure 12 α+β phase nephogram at central section of blank
2.3 評(píng)價(jià)指標(biāo)
選取平均值和標(biāo)準(zhǔn)差值作為評(píng)價(jià)指標(biāo)來表示溫度和相在不同鐓拔階段的總體水平和均勻性,其中標(biāo)準(zhǔn)差值越小表示分布越均勻,表達(dá)式如下:
(3)
(4)
式中:Tavg,Tsd分別為溫度的平均值和標(biāo)準(zhǔn)差值,Ti為節(jié)點(diǎn)i處的溫度,N表示節(jié)點(diǎn)總數(shù)。
圖13所示為坯料溫度的平均值和標(biāo)準(zhǔn)差值在不同工步處的變化(工步1為第1次拔長(zhǎng),工步2為第1次鐓粗等),整個(gè)鍛造過程中Tavg持續(xù)下降,工步1后Tavg由1 150 ℃速降至980 ℃,主要是因?yàn)槟>吲c坯料初始溫差最大,坯料整體溫度也會(huì)隨之降低。而由于工步2和工步4為鐓粗過程,坯料心部的劇烈變形會(huì)產(chǎn)生溫升現(xiàn)象,同時(shí)坯料與模具、環(huán)境同時(shí)進(jìn)行換熱,在2個(gè)因素的相互作用下導(dǎo)致Tavg下降比較緩慢。Tsd在整個(gè)過程浮動(dòng)不大,溫度分布較為均勻。
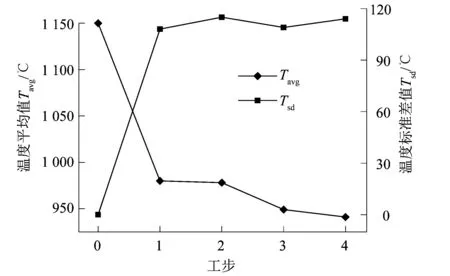
圖13 溫度平均值和標(biāo)準(zhǔn)差值隨工步變化Figure 13 Variation of temperature average value and standard deviation with work step
取公式(3)和(4)計(jì)算β相和α+β相體積分?jǐn)?shù)的平均值和標(biāo)準(zhǔn)差值,分別表示為favg,(β)與fsd,(β)和favg,(α+β)、fsd,(α+β),結(jié)果如圖14和15所示。從圖14~15可以看出,favg,(β)、favg,(α+β)呈現(xiàn)相反的演變趨勢(shì),隨著鍛造進(jìn)行,favg,(β)從100.0%下降到31.2%,favg,(α+β)持續(xù)上升到68.8%,這與Tavg的演變規(guī)律一致;相反,fsd,(β)與fsd,(α+β)呈現(xiàn)出相似的演變趨勢(shì),均在40.0%上下浮動(dòng),與Tsd的演化相似。
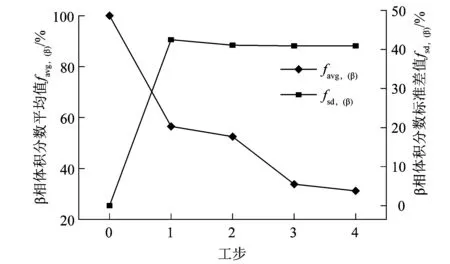
圖14 β相體積分?jǐn)?shù)平均值和標(biāo)準(zhǔn)差值隨工步變化Figure 14 Variation of average value and standard deviation of β phase volume fraction with work step
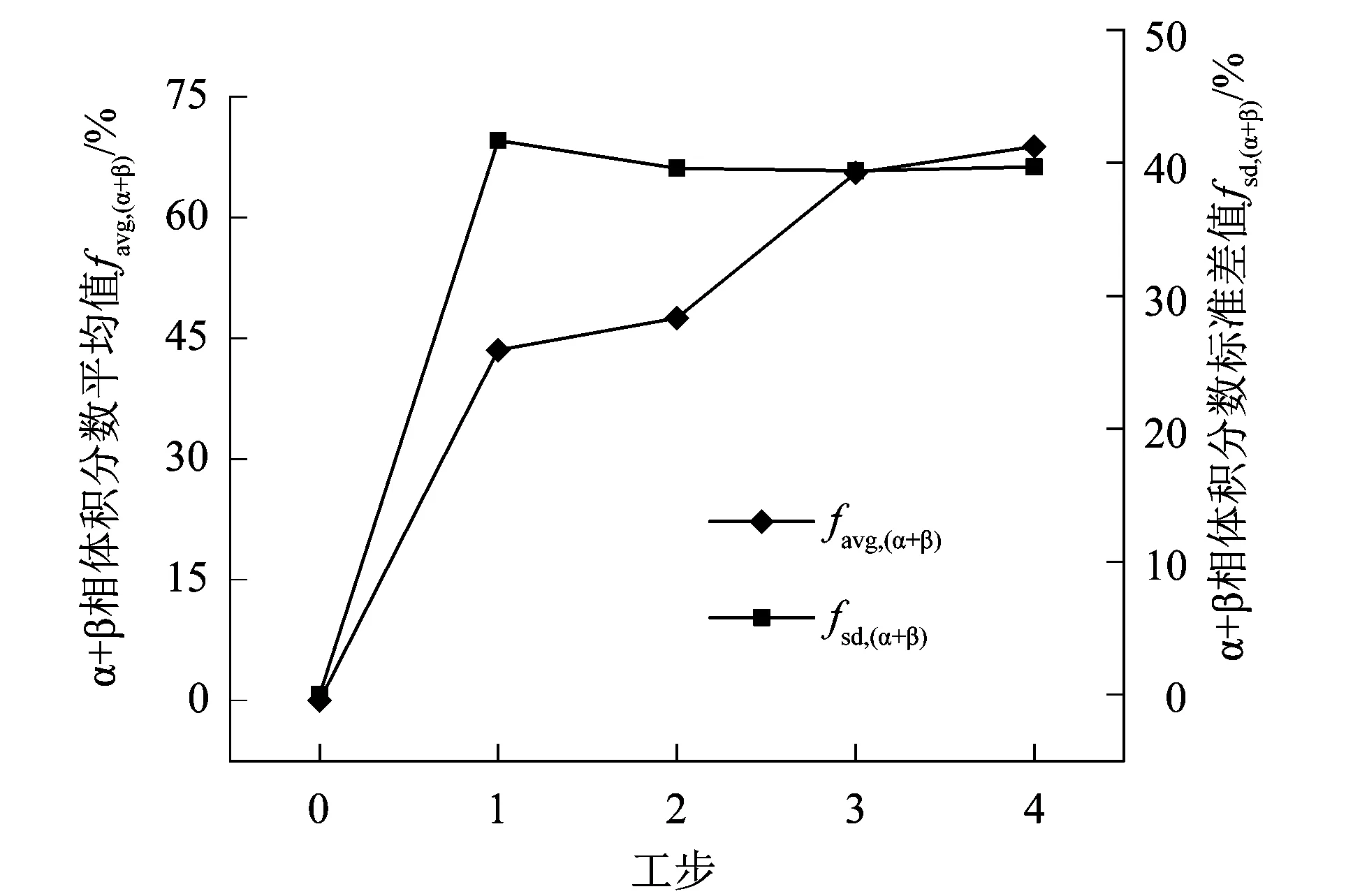
圖15 α+β相體積分?jǐn)?shù)平均值和標(biāo)準(zhǔn)差值隨工步變化Figure 15 Variation of average value and standard deviation of α+β phase volume fraction with work step
3 工藝驗(yàn)證
通過模擬得出,鐓粗比越大,對(duì)應(yīng)的拔長(zhǎng)比就越大,越易導(dǎo)致坯料表面折疊、開裂及雙鼓形等缺陷。該TC4鈦合金鐓粗時(shí)的高徑比由2.9優(yōu)化為2.5,此時(shí)鍛件對(duì)應(yīng)的平行邊距L=380 mm增加至L=410 mm。工藝流程為:下料-天然氣室式爐加熱-自由鍛(鐓拔)-修磨,試制后如圖16所示。結(jié)果表明:產(chǎn)品各項(xiàng)性能指標(biāo)符合要求,鍛件未出現(xiàn)雙鼓形缺陷,減少了對(duì)后續(xù)加工的影響。
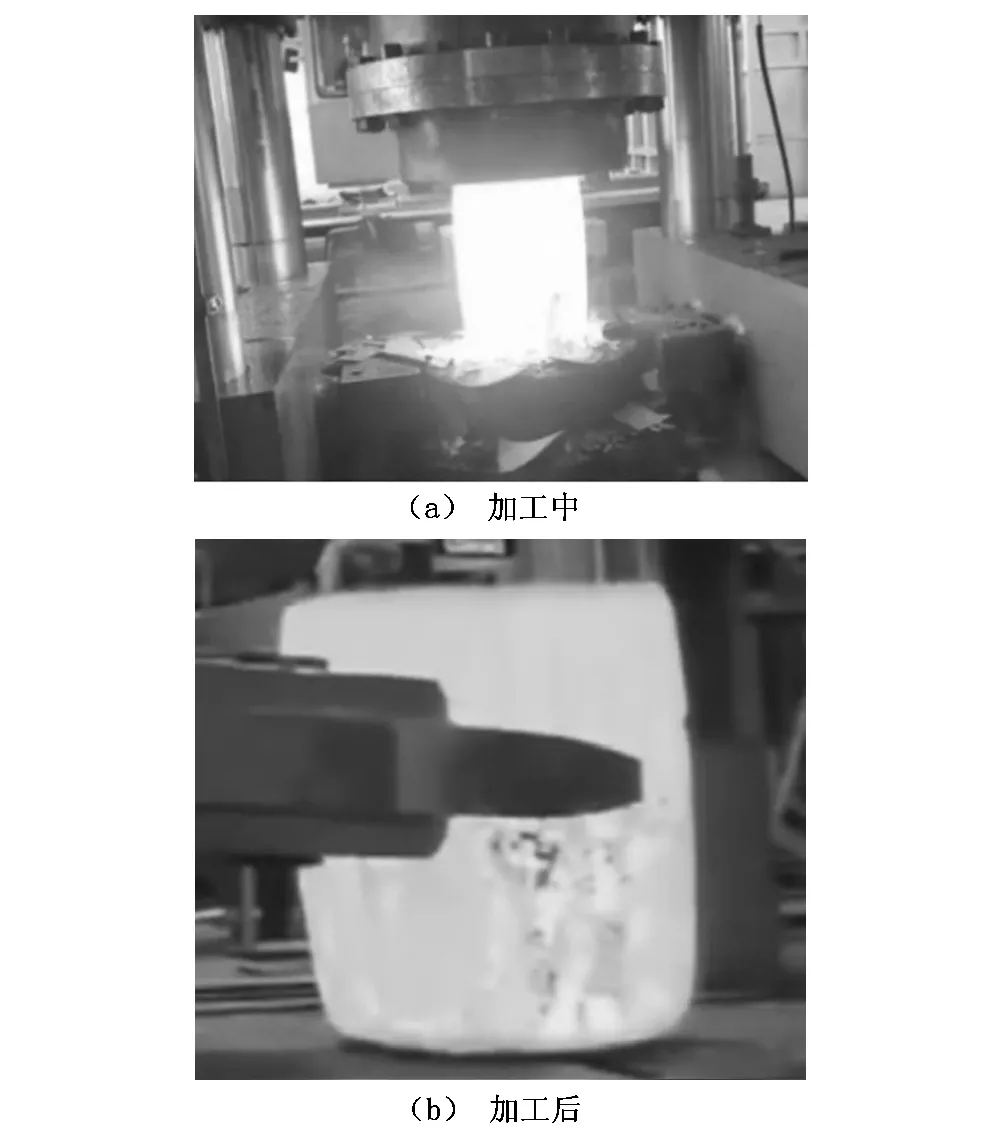
圖16 TC4鈦合金自由鍛試件Figure 16 Specimen of TC4 titanium alloy free forging
4 結(jié)論
課題組通過建立TC4鈦合金相變模型,對(duì)現(xiàn)有自由鍛工藝進(jìn)行數(shù)值模擬,得到以下結(jié)論:
1) TC4鈦合金的相變主要和溫度分布相關(guān),700 ℃時(shí)α相向β相發(fā)生轉(zhuǎn)變,當(dāng)溫度達(dá)到1 000 ℃以上時(shí),轉(zhuǎn)變率達(dá)到100.0%。
2) 鍛件與模具接觸處行成溫度驟降區(qū),首先發(fā)生β相到α+β相的轉(zhuǎn)變,整個(gè)過程favg,(β)從100.0%下降至31.2%,favg,(α+β)持續(xù)上升至68.8%,呈現(xiàn)相反的演變趨勢(shì)。fsd,(β)與fsd,(α+β)則均在40.0%上下浮動(dòng)。
3) TC4鈦合金自由鍛鐓粗時(shí)的最佳高徑比為2.5,鍛件對(duì)應(yīng)的平行邊距L=410 mm。通過試制,采用反復(fù)鐓拔工藝能為后續(xù)加工提供合格鍛件,有效的縮短試驗(yàn)周期,提高了產(chǎn)品合格率。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
